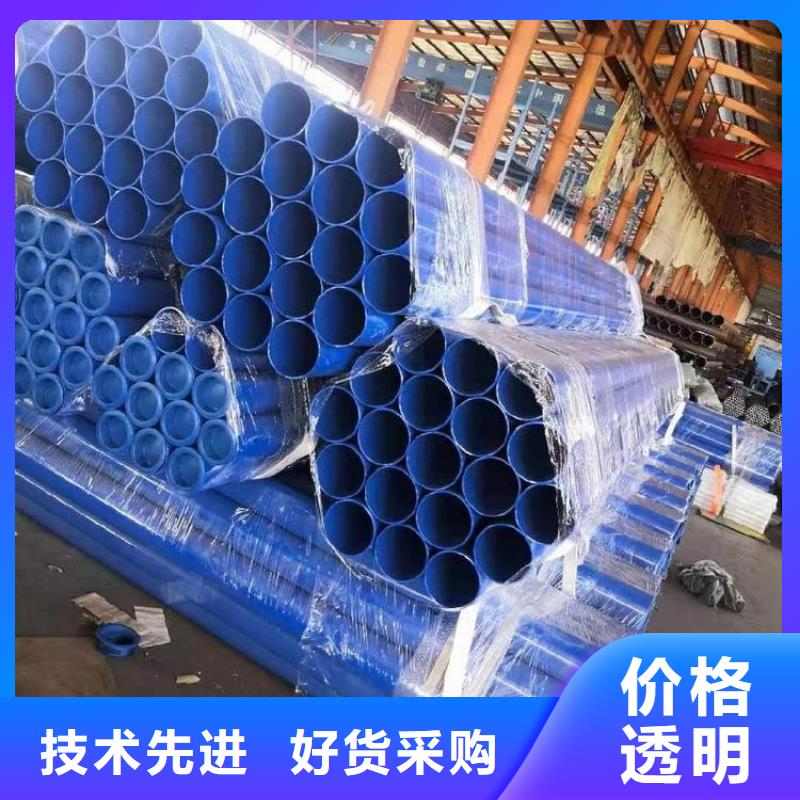







涂塑防腐鋼管知識介紹:涂塑鋼管是在鋼管內壁融溶一層厚度為0.5~1.0mm的聚乙烯(PE)樹脂、乙烯-丙烯酸共聚物(EAA)、環氧(EP)粉末、聚丙烯(PP)或聚氯乙烯(PVC)等有機物而構成的鋼塑復合型管材。涂塑鋼管不但具有鋼管的高強度、易連接、耐水流沖擊等優點,還克服了鋼管遇水易腐蝕、污染、結垢及塑料管強度不高、消防性能差等缺點,設計壽命可達50年。涂塑鋼管主要缺點是安裝時不得進行彎曲,熱加工和電焊切割等作業時,切割面應用生產廠家配有的常溫固化膠涂刷。涂塑防腐鋼管主要規格有Φ15—Φ300。
涂塑復合鋼管是以焊接鋼管、無縫鋼管為基材,內外壁涂敷環氧樹脂或聚乙烯粉末,是防腐、耐侵蝕、、無輻射的綠色環保管材,應用于各種流體輸送。
該產品有以下幾大優點。
1、保留了傳統金屬管材的鋼度及強度,優于塑料管、鋁塑管;
2、具有內壁光滑、磨擦阻力小不結垢的特點,外壁更加美觀;
3、重量輕、韌性好、耐沖擊、耐壓強度高;適用溫度更寬-30℃~100℃;
4、與管件連接方式可采用絞絲、承插、法蘭、溝槽、焊接等;
5、與管件連接部位熱膨脹系數差小,更可靠;
6、性能比合理,綜合造價低、比銅管、不銹鋼管更經濟。
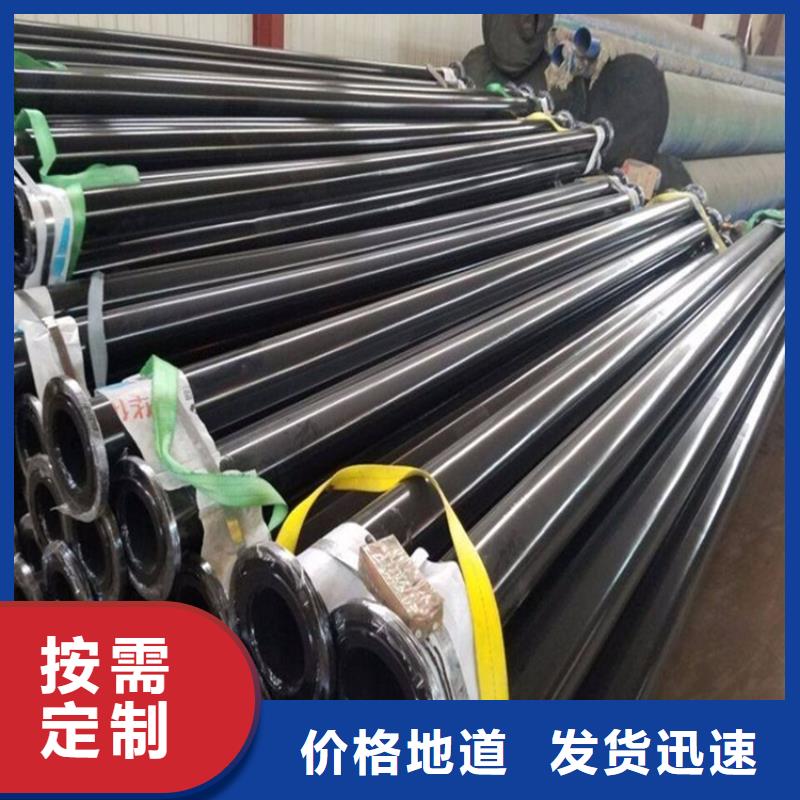
涂塑鋼管又稱塑料管道是以鋼管為基礎,通過噴涂、卷、浸泡、抽吸工藝,將塑料防腐層焊接在鋼管(下管)內表面或在內外表面焊接塑料防腐層的鋼復合鋼管。涂塑鋼管具有優良的耐蝕性和較小的摩擦阻力。一、涂塑鋼管的特性涂塑鋼管是使用改性聚乙烯(PE)的熱浸膠或環氧樹脂(EP)內外涂層的產品,耐蝕性好。同時,涂層本身具有良好的電氣絕緣性,不會引起電氣腐蝕。吸收率低,機械強度高,摩擦系數小,可以達到長期使用的目的。另外,還可以有效植物根及土壤環境應力的破壞等。方便的連接,方便的維護。二、涂塑鋼管的優點1、能適應掩埋和潮濕的環境,能承受高溫和非常低的溫度。2、抗干擾能力強,用電纜套管涂抹塑料管道可以有效地阻斷外界信號干擾。3、壓力強度好,壓力達到6Mpa。4、絕緣性能好,電線保護管不會發生漏電現象。5、無毛刺、管壁光滑,施工時適合穿電線或電纜。三、涂塑鋼管的檢測方法1、形狀檢查:目測檢查涂覆鋼管的外觀質量,試驗結果符合5.1規定。2、厚度測量:在涂塑鋼管兩端取兩個長度不同的橫截面,在每個橫截面用電磁測厚儀測量與原州正交的4點涂層厚度,測試結果應符合5.4的規定。3、針孔實驗:管段試件長度約為1000 mm,用火花泄漏器在指定實驗電壓下檢查鋼管涂層,涂層厚度在0.4 mm以下,實驗電壓為1500 V,涂層厚度大于0.4mm,實驗電壓為2000 V。檢查是否發生火花,實驗結果應符合規定。
涂塑復合鋼管產品是以無縫鋼管和焊接鋼管為基管,內壁涂裝高附著力、防腐、食品級環氧涂料。使用預處理、預熱、內部涂層、流平和后處理工藝制成鍍鋅內涂塑復合鋼管,是傳統鍍鋅管的升級型產品。
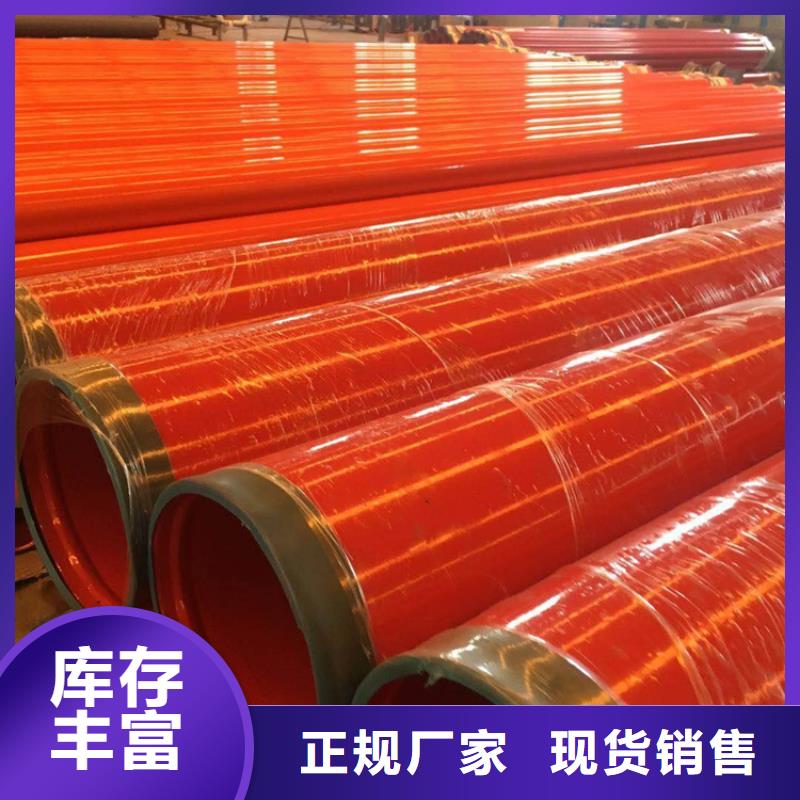
蘇州涂塑鋼管具備鋼管以及塑料管的雙重優點,塑料涂層具有很強的耐化學腐蝕性能,適用于輸送含硫、鈣、鎂及其它的腐蝕介質流體,產品附帶配套法蘭、三通、彎頭等的各種管件,均經過內、外涂塑防腐處理。蘇州涂塑鋼管需要使用鋼絲刷清理焊縫,將增強板及其它的死角部位的內銹除凈,涂層對于基體的附著力是評價涂層耐侵蝕機能的重要指標,附著力越強的,抗侵蝕性越好,涂層就越耐久,涂塑鋼管的檢驗要求,檢驗冷、暖水管兩個系統的裝接是否正確,一般熱水管為紅色,熱水龍頭開關中間有紅色標識,可通過冷、熱水試驗來驗收。涂塑復合鋼管檢驗水管敷設與電源、燃氣管位置一般間距≥50mm,可用卷尺檢驗,涂塑鋼管在挑選的時候一定要根據不同的液體來選擇不同的口徑,希望大家在選擇的時候也能夠注意這些問題。
涂塑鋼管加工工藝分為四種:熱浸塑、高壓靜定噴涂、滾塑、包塑。而且連接方式的不同其加工的過程也不相同。該產品所需要的原材料為塑料粉末和鋼管。整個加工的開始需要采購原材料,消防一般采用的塑料粉末為環氧樹脂,所用鋼管型號為無縫鋼管、直縫鋼管或螺旋管,原材料采購回來步進行檢驗,特別是鋼管型號、長度、壁厚需要測量。
涂塑復合鋼管的施工工藝
一、檢驗:管材進廠后,檢查數量、壁厚是否符合要求,是有縫或無縫管材,管材兩端是否圓整和彎曲;
二、去污:檢查管材(管件)是否有油污,如有用OP液去除并用清水清洗,如發現有毛刺后去除、磨平;
三、酸洗:將管材(管件)浸入池中浸泡(20-25)分鐘,除銹后撈出,轉入下一道工序;
四、水洗:將酸洗后的管材放入清水池中水洗一次后撈出;
五、磷化:將清洗完畢的管材(管件)浸入磷化液中浸泡(10-15)分鐘撈出并晾干;
六、噴涂:將晾干后的管材(管件)放置在管架上進行內、外噴涂,噴涂前根據客戶要求選擇不同顏色的涂粉,噴涂過種中要嚴格控制靜電量、噴機的轉速、噴的出粉量,做到噴涂均勻,避免漏點;
七、固化:待烘干管材進入烘干車間后,工作人員要及時調整管材的擺放位置,盡量做到只留支撐點的損傷面積,按照涂粉的周化要求,預先調試好烘箱溫度及固化時間,并做好每一爐的記錄;產品出烘箱時,嚴禁在高溫下作業,用裸水觸摸;待產品冷卻后,正確擺放,查找磨損點,及時修補后轉入下道工序;
八、包裝:用測厚儀檢查產品內外壁噴層厚度是否符合要求,用測漏儀檢驗產品內部是有無漏點,如全部合格后,用專用工具進行包裝。