您的位置>首頁 >阿壩當地頻道中心 >
耐磨板用專業讓客戶省心
- 更新時間: 2025-01-20 00:55:27 瀏覽次數:8
- 產品報價: 電聯/噸
- 最小起訂: 電議
- 供貨總量: 電議
- 運費說明: 電議
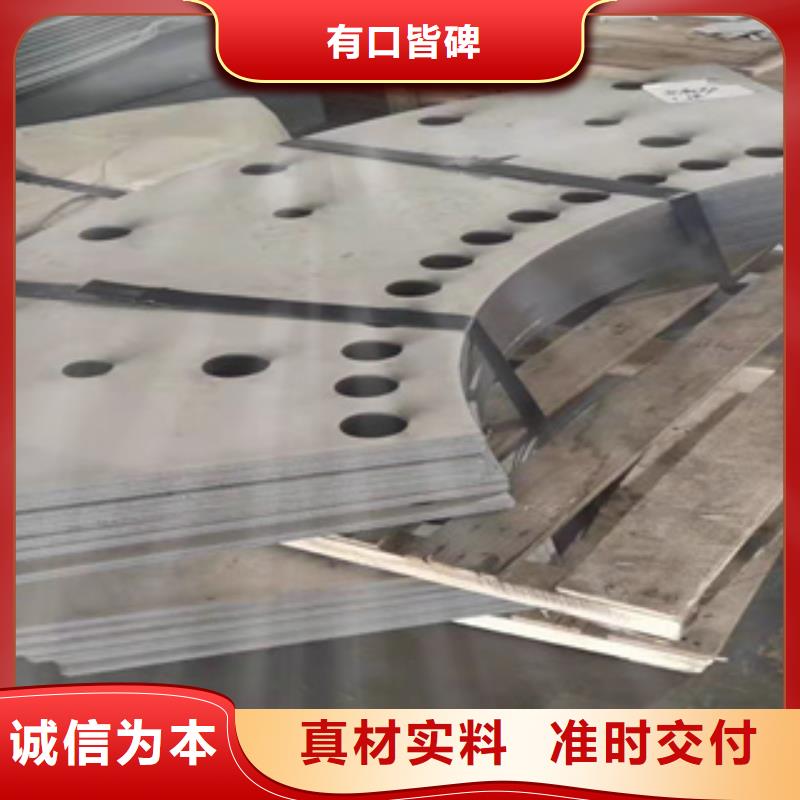
以下是:耐磨板用專業讓客戶省心的產品參數
| 產品參數 |
|---|
| 產品價格 | 電聯/噸 |
|---|
| 發貨期限 | 1-3天 |
|---|
| 供貨總量 | 9999 |
|---|
| 運費說明 | 電聯 |
|---|
| 是否廠家 | 鑫邦源 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 山東 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 是否進口 | 否 |
|---|
| 產地 | 山東 |
|---|
| 品牌 | 鑫邦源 |
|---|
| 材質 | NM400 NM450 NM500 NM360 MN13 |
|---|
導讀 耐磨板用專業讓客戶省心,鑫邦源特鋼有限公司專業從事耐磨板用專業讓客戶省心,聯系人:顏經理,電話:15275839870、15963170288,QQ:1143544302,發貨地:聊城經濟開發區鋼管城2排5號發貨到四川省 阿壩市 汶川縣、理縣、茂縣、松潘縣、九寨溝縣、金川縣、小金縣、黑水縣、馬爾康市、壤塘縣、若爾蓋縣、紅原縣,以下是耐磨板用專業讓客戶省心的詳細頁面。 四川省,阿壩藏族羌族自治州 阿壩州旅游、水能、生物和礦產資源優勢明顯。世界自然遺產九寨溝、黃龍及臥龍·四姑娘山大熊貓棲息地等旅游景區聞名遐邇。有馬爾康卓克基土司官寨、松崗直波碉樓(含羌寨碉群)、松潘古城墻、壤塘棒托寺、錯爾機寺、營盤山和姜維城遺址、日斯滿巴碉房、阿壩州紅軍長征遺跡等8處(22個點)全國重點文物保護單位。黑水卡斯達溫、九寨溝舞、羌笛演奏及制作技藝、羌族瓦爾俄足節等12 項民族文化遺產列入非物質文化遺產目錄。獨特的藏、羌民族風情、神秘的藏傳佛教文化吸引了越來越多的中外游客。水能理論蘊藏量1933萬千瓦,可開發量1400萬千瓦,河流落差大,距離負荷中心近,年發電小時長,造價低。立體氣候明顯,日照充足,晝夜溫差大,是名、特、優、稀水果和反季節蔬菜良好的種植區。
<阿壩>鑫邦源特鋼有限公司質量控制
公司質量方針:沒有*好,只有更好!
我公司阿壩圓鋼產品的質量是以的生產設備、成熟的生產工藝以及的技術人員和的檢測設備作為基本因素。公司對阿壩圓鋼產品質量的管理進行嚴格的控制,從而為您提供可靠的阿壩圓鋼產品。
服務承諾
我們秉承服務顧客的理念,認真執行每一個工藝細節,為您提供而熱忱的服務。
1、阿壩圓鋼產品配發檢驗合格證,檢驗報告隨貨通行。
2、出廠的阿壩圓鋼產品均按照相關標準生產和檢驗,不合格的阿壩圓鋼產品不出廠


鋼板的預熱溫度為150~280℃。耐磨襯板堆焊后,要求表面平整,焊縫表面凹凸在焊縫任意25mm長度范圍內,焊縫表面高低差5mm,并且應無缺陷。鋼板焊后保溫緩冷至室溫,不能將鋼板置于風口上冷卻。鋼板焊后緩冷到45℃以下,裝入加熱爐中進行回火處理,具體工藝是:升溫至500℃,升溫、降溫速度45℃/h,保溫5h后隨爐冷卻至150℃時出爐,緩冷到室溫后檢查硬度。 熔池溫度,直接影響到耐磨襯板的焊接質量,熔池溫度高、熔池較大、鐵水流動性好,易于熔合,但過高時,鐵水易下淌,單面焊雙面成形的背面易燒穿,形成焊瘤,成形也難控制,且接頭塑性下降,彎曲易開裂。熔池溫度低時,熔池較小,鐵水較暗,流動性差,易產生未焊透,未熔合,夾渣等缺陷。 一般焊接雙金屬耐磨板的方法有四種,分別是氣焊、手工碳弧焊、手工電弧焊和手工氬弧焊等方法,大型結構也可采用自動焊。氣焊焊接:常用的是對接接頭,搭接接頭和丁字接頭盡量少采用。氣焊可采用兩種鋼板,一種是含有脫氧元素的鋼板,如鋼板27272;另一種是耐磨板和母材的切鋼板,采用氣劑371作助熔劑。 氣焊時應采用中性焰。手工碳弧焊:將工件水道端部加工坡口,把圓孔的周邊用銑訂加工成單邊V型坡口角度45左右,坡口深5至0mm。7個圓堵頭的材質要求與工件相同,厚度5毫米,坡口若懸河形狀尺寸與雙金屬耐磨板相同,要求圓堵的機加工精度與水道緊密配合。

總結 您是想要在四川省阿壩市采購高質量的耐磨板用專業讓客戶省心產品嗎?鑫邦源特鋼有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的耐磨板用專業讓客戶省心產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:顏經理-15963170288,QQ:1143544302,地址:《經濟開發區鋼管城2排5號》。