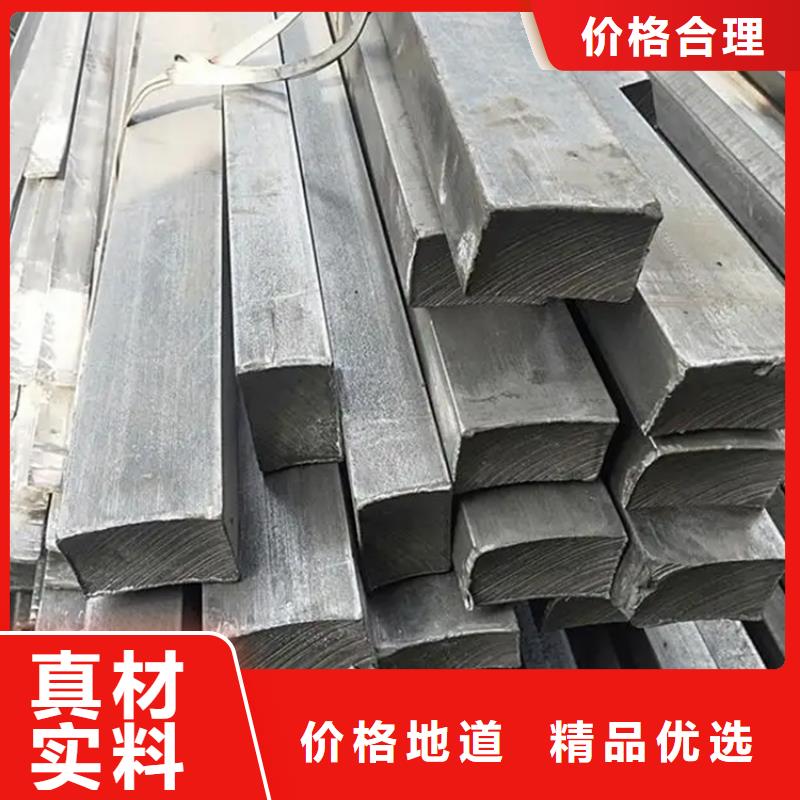

冷拔方鋼產品在形狀規格多樣性、高度特點:通過設計不同形狀的模具,冷拔出不同截面形狀、不同規格公差的冷拔方鋼產品。且除了冷拔方鋼之外,我們也就是要注意一下,關于冷拔鋼角度來講的話也就是能直接設計成直角或者是圓角;使用高質量的硬質合金模具以及擁有專業修模人員,確保冷拔方鋼公差準確、統一。冷拔方鋼產品表面光滑、材料大量節省:先進的冷擠壓工藝使得冷拔方鋼在產品表面上顯得光滑又明亮,接下來,我們也就是要注意一下,關于冷拔工藝的話,也就是會把原材料冷擠壓變形達致所需的形狀、規格及公差,也正是因為如此,我們要注意它在原材料的耗損上極少,相對利用傳統車床機加工切削所耗損的材料,冷拔方鋼所節省的材料是非常可觀的,特別當材料用量大,材料成本的節約更為顯著。冷拔方鋼加工時間以及加工機械節省:因為精度準確,表面狀況良好,對于冷拔方鋼產品來講的話,也就是能直接進行使用,比較常見的也就是會包括噴涂、打砂、打彎、鉆孔,之后也就能按照其實際要求精拉之后再直接進行電鍍,這樣一來,也就能免去了大量機加工時間以及節省配置加工機械的費用。就現在常見的冷拔方鋼規格也就是會包括有16*16mm----50*50mm;在材質上包括45#,A3,20Cr,40Cr,20Crmo,40Crmo,20Mn2A,42Crmo,20Mnsi,35Crmo,HG3,Q215,Q235,B16,25Cr2mova,60Si2MnA,55CrsiA,16mn,40mn等材料可選。冷拔方鋼是在常溫條件下,以超過原來鋼筋屈服點強度的拉應力,強行拉伸鋼筋,使鋼筋產生塑性變形,這樣一來,也就能達到了提高鋼筋屈服點強度并節約鋼材的重要目的。且對于冷拔方鋼來講,它其實也就是利用冷擠壓技術,通過的模具,拉出各類高精度、表面光滑型鋼。
冷拔六角鋼玉林質量有保障的廠家
冷拔方鋼在加工的時候,經常會遇到不同的情況,為了保證冷拔方鋼的質量,要針對不同進行控制。主要包括以下幾點:1、冷拔方鋼應力控制 對于Ⅱ、Ⅲ、Ⅳ級鋼筋和五號鋼的鋼筋,在冷拉后,作預應力鋼筋使用的,要用冷拉應力控制。但鋼筋冷拉后經檢查,冷拉率超過了規范規定值,還要再進行機械能實驗。 2、冷拔率測定控制要求 以冷拉率控制鋼筋冷拉時,控制值要由試驗確定。冷拉型鋼試驗測定時要求:同爐同批的測定試件,不能少于四個,每個試件都要按規范規定的冷拉應力測定相應的冷拉率,并取試件的平均值作為該爐該批鋼筋的實際冷拉率。如果鋼筋強度偏高,平均的冷拉率低于百分之一時,在鋼筋冷拉時,仍要按百分之一的冷拉率控制。 3、不同爐批的冷拔控制 對于混雜,分不清爐批的鋼筋,冷拉時,不能用冷拉率控制,而且要冷拉多根連接的鋼筋,每根的冷拉率和控制應力都要符合規范規定。 4、冷拔速度控制 要使鋼筋充分變形,就要適當控制冷拉速度,一般以0.5~1為宜。同時要求,冷拉到規定的應力和冷拉率以后,隨即停拉兩到三以后,再放松鋼筋,結束冷拉,以給鋼筋充分變形的時間。
 冷拔六角鋼玉林質量有保障的廠家
冷拔六角鋼玉林質量有保障的廠家
 <玉林>鑫澤金屬制品有限公司
<玉林>鑫澤金屬制品有限公司

因為冷拔方鋼的彼此結局彼此影響使構成冷裂紋的三大首要要素中一種或兩種起主導結局.而氫致推遲裂紋的爆發與接頭的含氫量有直接關系溫度是影響接頭氫分手逸出的首要要素因而冷拔方鋼裂紋的爆發經分化首要是溫度緣由.咱們挑選保留冷拔方鋼的貯存倉庫,必定要挑選干凈清洗的處所,理當確保排水對比曉暢的場所,盡量挑選遠離爆發有害氣體以及粉塵的加工場。冷拔方鋼冷裂紋中一種對比廣泛的形態它的首要特點是在焊后并不妥即呈現而要經由幾小時幾十小時或更長時刻的孕育期才構成的冷裂紋因為爆發推遲表象故稱推遲裂紋.因冷拔方鋼冷裂紋的生成和拓展抉擇于冷拔方鋼的淬硬傾向焊接接頭的應力狀況和焊縫金屬分手氫的含量等三個要故舊互結局的功能.在寄放冷拔方鋼時寄放的方位*佳選用木板或是橡膠板等原料*將其離隔并確保與冷拔方鋼配套運用的工具也是木質或許是橡膠原料的.
冷拔六角鋼玉林質量有保障的廠家