

聯(lián)系我們

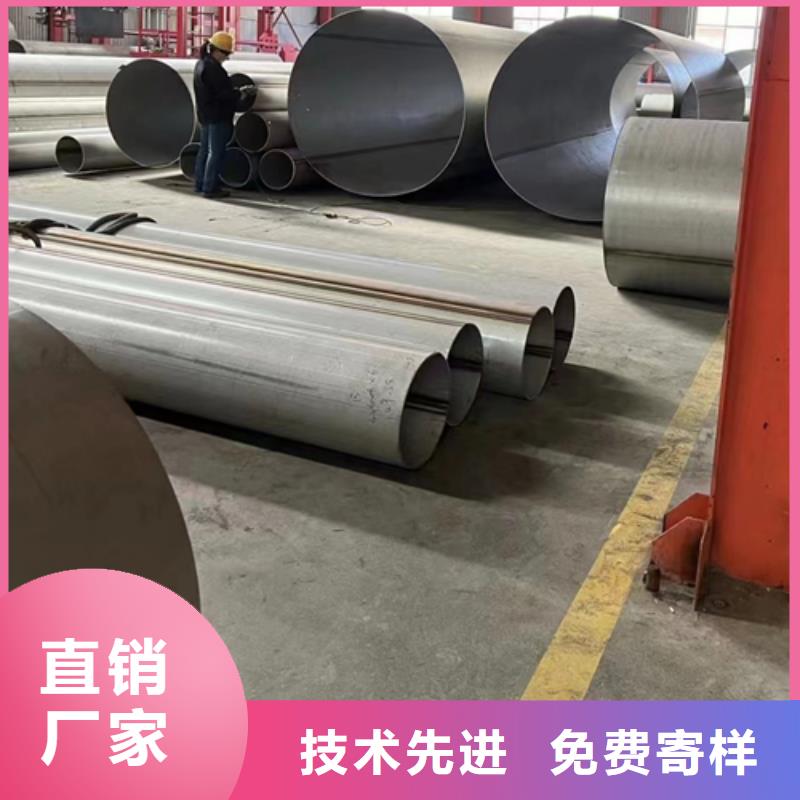
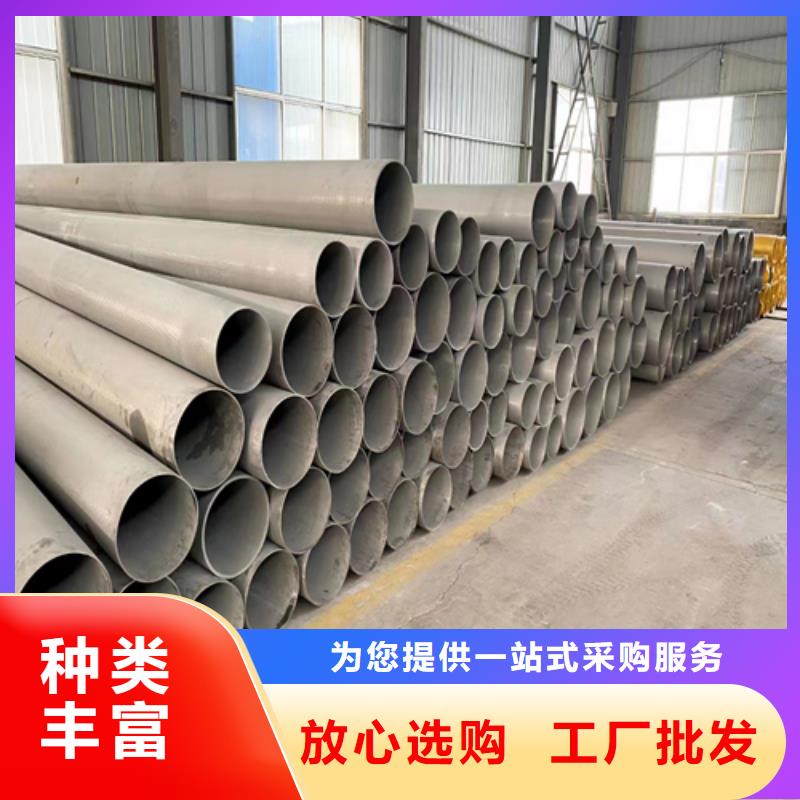
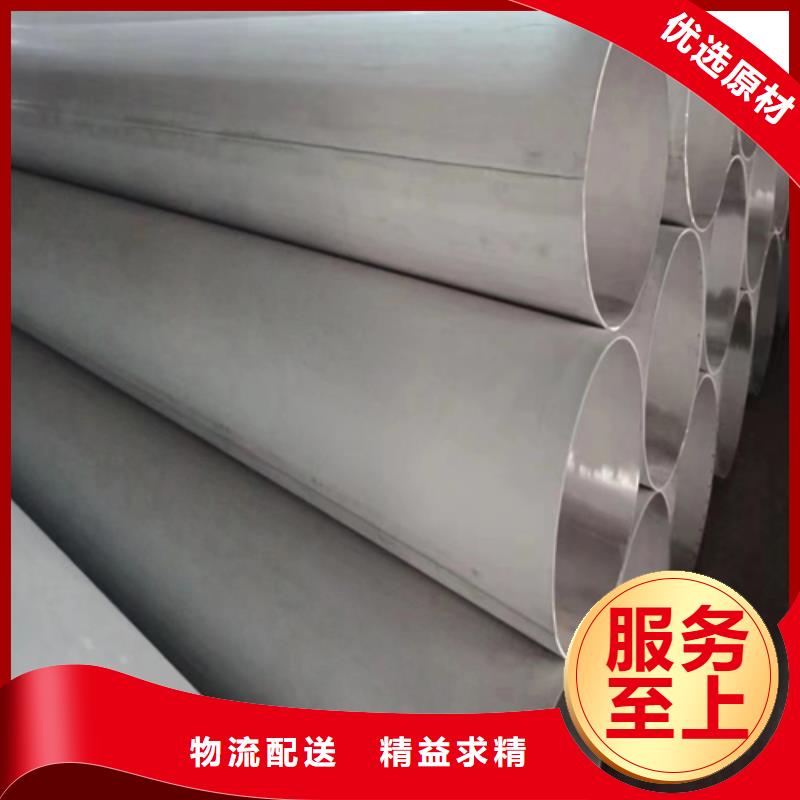
不銹鋼焊管
更新時間:2025-01-21 22:20:02 瀏覽次數(shù):3 公司名稱:聊城 惠寧金屬制品有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 8.5/kg |
| 發(fā)貨期限 | 1-3 |
| 供貨總量 | 8888888 |
| 運費說明 | 包郵 |
| 最小起訂 | 1支 |
| 質(zhì)量等級 | 優(yōu)級 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 齊全 |
| 產(chǎn)品品牌 | 惠寧 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 山東 |
| 加工定制 | 是 |
| 產(chǎn)品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 過磅 |
| 產(chǎn)品顏色 | 工業(yè)等級 |
| 質(zhì)保時間 | 1年 |
| 外形尺寸 | 齊全 |
| 適用領域 | 化工管道 |
| 是否進口 | 否 |
| 質(zhì)量認證 | 已認證 |
| 產(chǎn)品功率 | 國標 |
| 工作溫度 | 國標 |





安慶不銹鋼焊管 截至4月17日,江蘇地區(qū)鋼廠鐵水成本2844元(不含稅),張家港重廢價格2750元(不含稅),鐵水比廢鋼價格高41元(已考慮到廢鋼入爐造成的損耗等問題)。在生鐵原材料成本支撐再度減弱,且市場供強需弱矛盾日益突出的情況下,鐵水價格仍有下行空間,相比廢鋼經(jīng)濟性整體會進一步趨弱,不排除鋼廠降本增效的基礎上,再次下壓廢鋼用量。綜合來看,焦炭開啟第三輪提降,具有較強落地預期,且不排除還會有第四輪提降。原料價格不斷下滑,疊加成品材走勢偏弱,鋼廠利潤空間不斷收窄,壓價意愿較強。因此,短期廢鋼市場或弱勢難改。進入四月份后,市場供需矛盾不斷加大,處于供大于求的狀態(tài),導致鋼價出現(xiàn)回落。近期,市場傳來鋼廠減產(chǎn)消息,能否降低產(chǎn)量拉動鋼市回暖?據(jù)蘭格鋼鐵網(wǎng)調(diào)研,4月份國內(nèi)十大重點城市三級螺紋鋼(Φ25mm)平均價格累計下跌了218元/噸,跌幅達到了5.14%。螺紋鋼期貨跌幅更為明顯,4月份累計下跌275點,跌幅達到了6.61%。從前期公布的數(shù)據(jù)來看,鋼廠產(chǎn)量增長十分明顯。據(jù)中鋼協(xié)發(fā)布的4月上旬數(shù)據(jù)顯示,粗鋼日均產(chǎn)量再次上升,目前已經(jīng)達到了232.2萬噸,環(huán)比增長2.71%;據(jù)估算,4月上旬旬全國日產(chǎn)粗鋼量接近300萬噸,創(chuàng)下了近10個月內(nèi)的新高水平。
安慶不銹鋼焊管316L大口徑薄壁焊管可探傷拋光第十四屆全國人民代表大會 次會議12日上午在人民大會堂舉行“部長通道”采訪活動,自然資源部部長王廣華表示,今年,將啟動新一輪找礦突破戰(zhàn)略行動。我們已經(jīng)會同相關部門編制了相關行動的實施方案,加強國內(nèi)勘查開發(fā)力度,希望鞏固、新增一批戰(zhàn)略性礦產(chǎn)資源基地,真正實現(xiàn)增儲上產(chǎn)。3、 開發(fā)銀行出臺支持采煤沉陷區(qū)綜合治理工作方案近日, 開發(fā)銀行出臺《支持采煤沉陷區(qū)綜合治理工作方案》。方案指出,開發(fā)銀行要以全國采煤沉陷區(qū)綜合治理相關規(guī)劃為指引,深化銀政企合作,加強規(guī)劃先行和政策研究,因地制宜探索服務當?shù)夭擅撼料輩^(qū)綜合治理的銀政合作模式。通過深入了解各地采煤沉陷區(qū)綜合治理相關規(guī)劃和發(fā)展重點,策劃梳理一批采煤沉陷區(qū)綜合治理重點項目,制定采煤沉陷區(qū)綜合治理重點項目儲備清單。
安慶不銹鋼焊管 304不銹鋼焊管批發(fā)不銹鋼對其他金屬材料的親和性強。因此在和其它金屬接觸時,在一定的溫度和壓力下就會產(chǎn)生粘附現(xiàn)象。在切削過程中,刀具易產(chǎn)生積屑瘤,不易獲得表面粗糙度等級高的加工表面。5、加工硬化傾向強。奧氏體不銹鋼強度一般為δb=539Mpa,但在室溫冷加工時,由于加工硬化和形變會誘發(fā)馬氏體轉(zhuǎn)變,使強度提高至δb=1568
Mpa,這樣就大大增加了切削時的摩擦、磨損和切削力,易使刀具磨損,并影響工件的表面粗糙度。 6、不銹鋼1Cr18Ni9Ti材料中有許多微細的碳化物(如TiC)顆粒,會加劇刃具的磨損。熔點低,易于粘刀,切削過程中易形成積屑瘤,由于不銹鋼的韌性大,在切削過程中,刀具前導面和切屑之間存在很大的壓力和很大高的溫度,切屑很容易粘附在刀刃上,形成積屑瘤,影響表面加工質(zhì)量。所以不銹鋼1Cr18Ni9Ti的切削加工性很差,特別是在斷續(xù)切削時,刀具極易產(chǎn)生磨損和粘結(jié)破損,刀具使用壽命很低,影響加工效率、加工成本、加工精度和表面質(zhì)量。
安慶不銹鋼焊管 防止產(chǎn)生焊瘤的措施
嚴格控制熔池溫度,立、仰焊時,焊接電流應比平焊小10-15%,使用堿性焊條時,應采用短弧焊接,保持均勻運條。
● 產(chǎn)生弧坑的原因
熄弧時間過短,或焊接突然中斷,或焊接薄板時電流過大等,弧坑常伴有裂紋和氣孔,嚴重削弱焊接強度。
● 防止產(chǎn)生弧坑的措施
手工焊收弧時,焊條應作短時間停留或作幾次環(huán)形運條。
七、 如何修補缺陷
有些缺陷的存在對結(jié)構(gòu)的是非常危險的,因此一旦發(fā)現(xiàn)缺陷要及時進行修正。對于氣孔的修正,特別是對于內(nèi)部氣孔,確認部位后,應用氣動砂輪機或碳弧氣刨全部氣孔缺陷,并使其形成相應坡口,然后再進行補焊;對于夾渣、未焊透、未熔合的缺陷,也是要先用同樣的方法缺陷,然后按規(guī)定進行補焊。對于裂紋,應先仔細檢查裂紋的始、末端和裂紋的深度,然后再缺陷。用氣動砂輪機裂紋缺陷時,應先在裂紋兩端鉆止裂孔,防止裂紋延長。鉆孔時采用8~12mm鉆頭,深度應大于裂紋深度2~3mm。用碳弧氣刨裂紋時,應先刨裂紋兩端,以防裂紋延長,直至裂紋,然后進行整段裂紋的刨除。無論采用何種方法裂紋缺陷,都應使其形成相應的坡口,按規(guī)定進行補焊。