
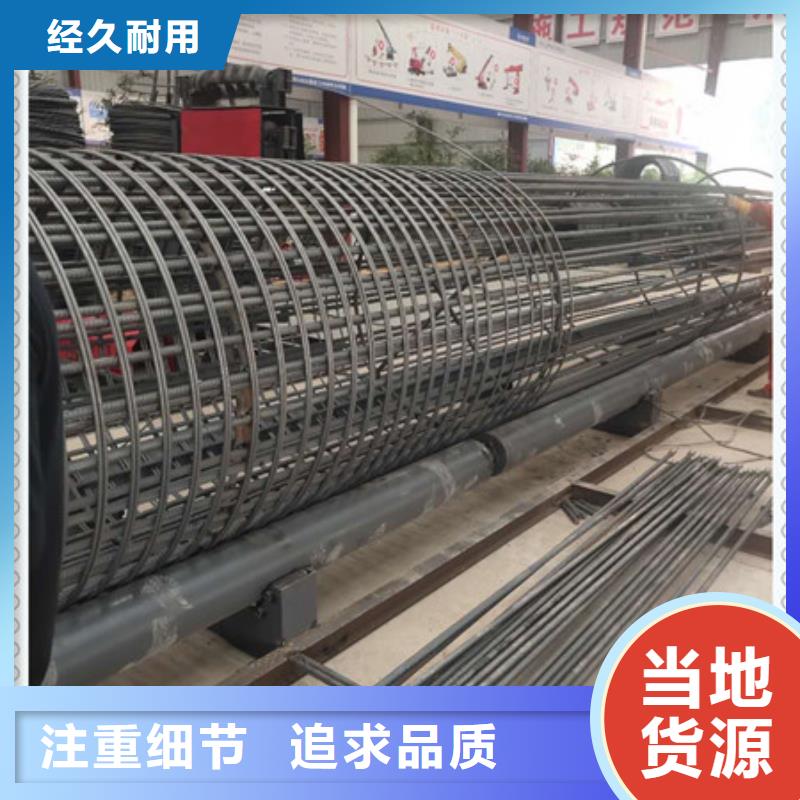





因而各位施工方單位在購買鋼筋籠滾籠機時一定要向廠家描述清楚您要買的到底是哪一種設備,建議鋼筋量大,項目要求嚴格的購買鋼筋籠滾焊機,鋼筋量小,項目要求不是太嚴格的購買鋼筋籠繞筋機。希望本文對大家有所幫助。企業接納來樣加工訂制,人們秉持“客戶至上,開拓進取”的經營管理理念,堅持不懈顧客首位的標準為廣大群眾出示高品質的服務項目,熱烈歡迎廣大群眾光臨!用以生產加工環形灌注樁,長短能夠超過24米左右,灌注樁周邊為螺旋狀箍筋,箍筋間隔能夠隨意設置。本機器設備具備下列優勢:(1) 機器設備只需1人實際操作;(2) 節約場所;(生產加工18米的灌注樁只需120平方米場所)(3)工作效能高,(直徑2000px的灌注樁均值每分盤繞箍筋1米)(4) 間隔勻稱,沒有連接頭
鋼筋籠繞筋機種類選擇鋼筋籠繞筋機精細工藝GJL3000型鋼筋籠成型機,是建筑行業中以手工工藝制作的各種圓型鋼筋籠,采用半自動的方法去完成其繞筋成型整個工藝過程的專用機械裝備(亦可在膠輥上制作骨架)。其標準節連接、長短按需組裝方式的產品GJL3000型鋼筋籠成型機可以長期固定工廠化大批量生產鋼筋籠,也可進行短、頻、快的流動加工生產。廣泛應用于國防、市政的大型高層建筑,高速鐵路,高速公路,跨海大橋的沉孔樁等大型基礎設施。

繞筋機當在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時,可采用相互垂直放置的滾盤周緣滾焊。2、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。3、為了節省金屬,減輕重量,減小焊接結構的變形,并提高疲勞強度,可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。4、銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效方法。 邛崍鋼筋籠繞圈機箍筋是怎樣完成的。

全自動鋼筋籠成型機可自動一次性加工成型長度為12-27米鋼筋籠。根據施工要求,鋼筋籠的主筋通過人工穿過固定旋轉盤及移動旋轉盤轉動把繞筋纏繞在主筋上(移動盤是一遍旋轉一邊后移),同時進行焊接,從而形成鋼筋籠。該設備采用可編程控制器進行動作控制,伺服動力系統為整機提供動力,設有液壓輔助回轉支撐機構和全自動焊槍,根據程序指令焊接,能夠實現全自動焊接。產品特點:1.自動化程度高。采用計算機控制、觸摸屏進行操作,旋轉速度、行走速度均為無級可調,加配自動焊接手,可實現自動焊接。2.焊接速度快。采用自動焊接手,1-2秒即可焊接一個焊點。相對傳統人工模式,加工效率3至4倍。3.質量穩定。焊點質量可靠,主筋分布精度高,一致性好,箍筋間距均勻,為鋼筋籠后續的快速對接提供了基礎。4.勞動強度低。只需2-3人即可完成設備整體操作,在生產大直徑鋼筋籠時優勢尤為顯著。5.操作簡單。工人通過簡單培訓即可上崗。6.適應能力強。適用于主筋直徑12mm-50mm鋼筋籠的焊接,在焊接中箍盤間距可自動調整。7.根據需要,可定制有“雙主筋””或“對焊”主筋的鋼筋籠設備。8.運輸安裝方便。設備采用模塊化設計,上料架、主機、下料機間可快速拆裝,各部件均可方便地整體吊運,設備的轉運方便,快速河南建貿機械生產各種通用及鋼筋籠繞筋機,適用于各種樁基內鋼筋籠制造,河南建貿鋼筋籠繞筋機運行中工作原理:根據施工要求,鋼筋籠的主筋通過模具制作完成(包括內支撐),把鋼筋籠主筋鋼筋籠繞筋機上,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過傳動托輥以及小車的把盤筋繞在主筋上,同時進行焊接或綁扎,從而形成成品鋼筋籠,輥筒轉動速度可根據操作手的熟練程度從低到高任意,盤筋間的間距可根據施工要求隨時改動,同時可預先設置好參數,一個鋼筋籠包括加密區、預留區到達位置,間距自動改變,鋼筋籠一次性成型,極大了工作效率。鋼筋籠繞筋機通過兩個鋼筋場對比情況,人工繞筋一節12米的籠子需要4個人3個小時以上的工作量;而通過使用繞筋機,只需要安排一個機器操作手,一個電焊工人,從到結束只需要40分鐘到1個小時的時間就能快速地完成一節籠子的繞筋。
選購六安鋼筋籠地滾機認準建貿機械設備有限公司 jmc
繞筋機主機;含機架、底座、膠輥、傳動系統等。鐵輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產線效率。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。機器上骨架制作過程;備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,將*一根主筋抬放于膠輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,補齊焊完全部主筋。若采用劃線分度工藝,則不分旋轉反向。用其他方式制作骨架時,考慮骨架存放區布置,更可以采用骨架模具生產骨架。人工生產骨架要注意整體布局,合理安排場地,骨架制作、骨架存放與轉運,各工序之間盡可能互不干擾,過程流暢,盡可能實現流水線生產方式。
<六安>建貿機械設備有限公司鋼筋加工行業經過多年的摸索和發展,施工現場對鋼筋加工設備的使用要求也逐步。原始的手工制作、機械加工日漸不能現階段和以后鋼筋加工行業的需要,數控鋼筋加工設備的應用勢必推動整個行業的發展。公司主要產品有:數控鋼筋彎曲機、數控彎箍機、全自動鋼筋籠滾焊機、手提式液壓彎曲機、鋼筋鐓粗機等一系列鋼筋加工設備。隧道工程工作面窄,施工環境惡劣,是限制修建特長隧道的因素之一,如果在施工速度方面不能有所來破,勢必影響特長隧道建設的發展。在國外,隧道快速施工能力較強。經過近兩年的市場拓展,經銷商遍布江蘇省、貴州市等全國,現歡迎更多經銷商加盟。用于支護洞體或掩體所用的鋼支架,一般是型鋼或者鋼筋按照一定的弧度和長度制作,制作成一個個單元件,然后在施工現場安裝,之后再進行錨桿安裝,連接鋼筋焊接,鋼筋網片焊接,后進行噴射混凝土錨噴結束隧道施工中的初期支護。繞筋機
