




控鋼筋籠繞絲機(jī)廠家定制")
全自動(dòng)鋼筋籠繞筋機(jī)數(shù)控系統(tǒng)通電后的檢查:?? ??(1)先要檢查數(shù)控裝置中各個(gè)風(fēng)扇是否正常運(yùn)轉(zhuǎn),否則會(huì)影響到數(shù)控裝置的散熱問題。(2)確認(rèn)各個(gè)印刷線路或模塊上的直流電源是否正常,是否在允許的波動(dòng)范圍之內(nèi)。? (3)CNC裝置的各種參數(shù)。包括系統(tǒng)參數(shù)、卷板機(jī)PLCC參數(shù)、伺服裝置的數(shù)字設(shè)定等,這些參數(shù)應(yīng)符合隨機(jī)所帶的說明書要求。? ??(4)當(dāng)數(shù)控裝置與機(jī)床聯(lián)機(jī)通電時(shí),應(yīng)在接通電源的同時(shí),作好按壓緊急停止按鈕的準(zhǔn)備,以備出現(xiàn)緊急情況時(shí)隨時(shí)切斷電源。? ??(5)在手動(dòng)狀態(tài)下,低速進(jìn)給移動(dòng)各個(gè)軸,并且注意觀察機(jī)床移動(dòng)方向和坐標(biāo)值顯示是否正確。
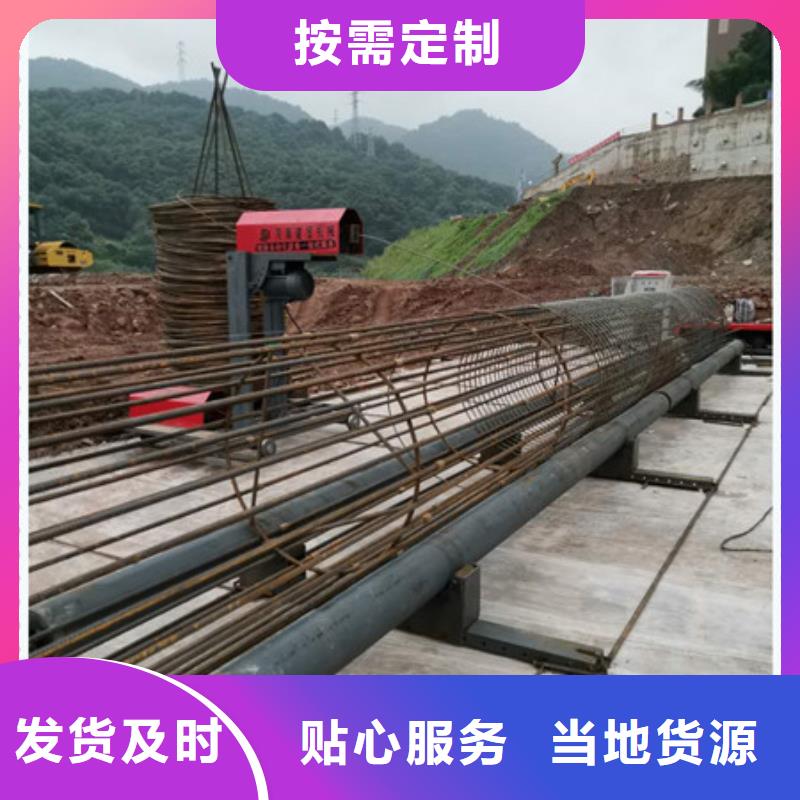
全自動(dòng)數(shù)控鋼筋籠繞筋機(jī)價(jià)格工法特點(diǎn)鋼筋籠繞筋機(jī)的使用說明:1.備齊一節(jié)鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長(zhǎng)度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補(bǔ)焊。2.焊完一節(jié)主、箍筋,低速轉(zhuǎn)動(dòng)膠輥,抬第二根主筋準(zhǔn)備焊接。此時(shí)按選定生產(chǎn)工藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時(shí),待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉(zhuǎn),應(yīng)注意多根主筋焊好后有可能出現(xiàn)偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機(jī)等組成。3.圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架旋轉(zhuǎn)、小車直行,纏繞筋拉動(dòng)圓盤自行轉(zhuǎn)動(dòng)。4.調(diào)速;按繞筋間距要求的10倍在車輪下方做記號(hào),數(shù)鋼筋籠轉(zhuǎn)10圈整,測(cè)量小車行走距離,變頻調(diào)速至接近該數(shù)值為宜,并記住變頻調(diào)定值備用。也可直接在鋼筋籠上測(cè)量與調(diào)整要求的間距值。在主機(jī)速度確認(rèn)不變后,根據(jù)變頻器初始參數(shù)0-50均分并計(jì)算,可以快時(shí)間調(diào)到所需數(shù)值。確認(rèn)的一個(gè)或幾個(gè)數(shù)值記錄備用。場(chǎng)地足夠時(shí)可以不用小車上的圓盤,在一定距離上將盤圓材料后倒臥放,纏繞筋直接通過放線器進(jìn)行繞筋工作,也可以用調(diào)直機(jī)配合使用。主機(jī);含機(jī)架、底座、膠輥、傳動(dòng)系統(tǒng)等。鐵輥旋轉(zhuǎn)帶動(dòng)鋼筋籠轉(zhuǎn)動(dòng),按圖紙?jiān)O(shè)計(jì)間距,配合小車移動(dòng)纏繞箍筋成型。一般不建議在設(shè)備上進(jìn)行骨架制作,會(huì)影響生產(chǎn)線效率。需要在設(shè)備上制作骨架時(shí)(人員少,工作量不足,無(wú)機(jī)械連接、單節(jié)鋼筋籠等情況),可按人工制作方式生產(chǎn),利用膠輥帶動(dòng)骨架轉(zhuǎn)動(dòng),可完成全部主、箍筋焊接生產(chǎn)。完工的骨架不下設(shè)備,繼續(xù)進(jìn)行繞筋工作。還可在機(jī)器上點(diǎn)動(dòng)鋼筋籠,完成焊接保護(hù)塊的工作。機(jī)器上骨架制作過程;
<吉安>建貿(mào)機(jī)械設(shè)備有限公司控鋼筋籠繞絲機(jī)廠家定制")
管理系統(tǒng):國(guó)內(nèi)鋼筋加工行業(yè)的管理工作還有很大的空間,有關(guān)公司針對(duì)鋼筋加工開發(fā)的管理軟件還沒有在實(shí)際生產(chǎn)中發(fā)揮應(yīng)有的作用。鋼筋加工原本與工程施工捆綁在一起的,有的單位為了推行鋼筋的集中加工配送,鋼筋籠繞筋機(jī)把鋼筋加工剝離出來單獨(dú)處理,這樣在管理上就存在扯皮現(xiàn)象,有時(shí)會(huì)嚴(yán)重影響生產(chǎn)效率的發(fā)揮。另外,大部分加工廠主要針對(duì)一個(gè)項(xiàng)目開展工作,施工中對(duì)成型鋼筋的需求很不均衡,一般都有窩工現(xiàn)象,也會(huì)影響生產(chǎn)效率的發(fā)揮。人員培訓(xùn):國(guó)內(nèi)一般加工廠不太注重生產(chǎn)人員的培訓(xùn)工作,技術(shù)方面往往依賴設(shè)備供應(yīng)商支持。對(duì)于鋼筋加工廠來說,穩(wěn)定熟練的工人隊(duì)伍,對(duì)提高生產(chǎn)率非常重要。主要參數(shù):小鋼筋籠直徑:400mm;大鋼筋籠直徑:2800mm;大鋼筋籠長(zhǎng)度:36m;箍筋直徑范圍:6-16mm;可以根據(jù)用戶要求定做設(shè)備 > 采用ABB、Panasonic等進(jìn)口電控元器件,確保設(shè)備運(yùn)行穩(wěn)定; >> 設(shè)備操作簡(jiǎn)單、人性化,單人。本設(shè)備具有以下優(yōu)點(diǎn):(1) 設(shè)備只需1人操作;(2) 高質(zhì)量:計(jì)算機(jī)控制系統(tǒng)可以確保縱向鋼筋非常好地處在一條直線上;(3) 計(jì)算機(jī)控制系統(tǒng)可以控制螺旋筋間距,鋼筋籠不會(huì)出現(xiàn)扭轉(zhuǎn)現(xiàn)象。(4) 具有焊接機(jī)器人,實(shí)現(xiàn)自動(dòng)焊接。若采用劃線分度工藝,則不分反向。用其他制作骨架時(shí),考慮骨架存放區(qū)布置,更可以采用骨架模具生產(chǎn)骨架。人工生產(chǎn)骨架要注意整體布局,合理安排場(chǎng)地,骨架制作、骨架存放與轉(zhuǎn)運(yùn),各工序之間盡可能互不,流暢,盡可能實(shí)現(xiàn)流水線生產(chǎn)方式。數(shù)控鋼筋籠繞筋機(jī)廠家加速建筑行業(yè)機(jī)械化,建筑行業(yè)一直以來是中國(guó)來百姓所關(guān)注的行業(yè),建筑行業(yè)的點(diǎn)點(diǎn)滴滴都讓我們看在眼里。往常人們對(duì)建筑行的工作了解是工作量大,進(jìn)度比較慢,效率低。尤其是鋼筋工作,建筑離不開鋼筋,通常要對(duì)鋼筋進(jìn)行彎鉤,切斷,除銹等等很多工作。新型數(shù)控全自動(dòng)鋼筋彎箍機(jī)應(yīng)運(yùn)而生,鋼筋籠繞筋機(jī)取代人工,迎來行業(yè)變革,使得效率大大。
數(shù)控鋼筋籠繞絲機(jī)廠家定制控鋼筋籠繞絲機(jī)廠家定制") 30023
jmc
30023
jmc
繞筋機(jī)本設(shè)備具有以下優(yōu)點(diǎn):(1) 設(shè)備只需1人操作;(2) 高質(zhì)量:計(jì)算機(jī)控制系統(tǒng)可以確保縱向鋼筋非常好地處在一條直線上;(3) 計(jì)算機(jī)控制系統(tǒng)可以控制螺旋筋間距,鋼筋籠不會(huì)出現(xiàn)扭轉(zhuǎn)現(xiàn)象。(4) 具有焊接機(jī)器人,實(shí)現(xiàn)自動(dòng)焊接。若采用劃線分度工藝,則不分反向。用其他制作骨架時(shí),考慮骨架存放區(qū)布置,更可以采用骨架模具生產(chǎn)骨架。人工生產(chǎn)骨架要注意整體布局,合理安排場(chǎng)地,骨架制作、骨架存放與轉(zhuǎn)運(yùn),各工序之間盡可能互不,流暢,盡可能實(shí)現(xiàn)流水線生產(chǎn)方式。為保證骨架不變形,吊裝時(shí)須用兩點(diǎn)吊吊點(diǎn)設(shè)在骨架的下部,第二吊點(diǎn)設(shè)在骨架長(zhǎng)度的中點(diǎn)到三分點(diǎn)之間。在加強(qiáng)筋內(nèi)加焊十字支撐,起吊時(shí)先提吊點(diǎn),使骨架稍稍提起,再與第二吊點(diǎn)同時(shí)起吊,待骨架離開地面后,吊點(diǎn)停止起吊,繼續(xù)第二吊點(diǎn)。起吊要垂直,骨架入孔時(shí)應(yīng)慢慢下放,嚴(yán)禁碰撞孔壁。吊繩要采用四根一樣長(zhǎng)的,切不可采用兩根對(duì)折吊裝鋼筋籠。完工的骨架不下設(shè)備,繼續(xù)進(jìn)行繞筋工作。還可在機(jī)器上點(diǎn)動(dòng)鋼筋籠,完成焊接機(jī)器上骨架制作;備齊一節(jié)鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長(zhǎng)度上方,好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補(bǔ)焊。鋼筋籠成型機(jī)基本工藝流程:上料→穿筋(主筋)→固定→搭上箍筋→開始焊接→正常焊接→終止焊接→切斷箍筋→分離固定盤→松筋→分離移動(dòng)盤→卸籠→降下液壓支撐→移動(dòng)盤歸位產(chǎn)品特點(diǎn):1、進(jìn)口PLC變頻控制,伺服電機(jī)驅(qū)。完工的骨架不下設(shè)備,繼續(xù)進(jìn)行繞筋工作。還可在機(jī)器上點(diǎn)動(dòng)鋼筋籠,完成焊接保護(hù)塊的工作。小車部分;車架、圓盤、放線器、軌道、行走輪、電機(jī)等組成。圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架、小車直行,纏繞筋拉動(dòng)圓盤自行轉(zhuǎn)動(dòng)。
* 非常加上偏心套,超寬強(qiáng)度附注,可調(diào)隔板,使用期更長(zhǎng)期。操作規(guī)程以及特別注意事項(xiàng)?一、查驗(yàn)物理性能是不是優(yōu)良、操作臺(tái)和鋼筋彎箍機(jī)櫥柜臺(tái)面維持水準(zhǔn);并提前準(zhǔn)備好各種各樣芯棒專用工具擋。?二、按生產(chǎn)加工建筑鋼筋的直徑和鋼筋彎箍機(jī)的規(guī)定裝上芯棒,成形軸,擋鐵軸或可變性擋架,芯棒直徑應(yīng)是鋼筋規(guī)格的2.3倍。?三、查驗(yàn)芯棒,擋塊、應(yīng)無(wú)毀壞和裂痕,保護(hù)罩?jǐn)Q緊靠譜,經(jīng)空機(jī)運(yùn)行確定一切正常即可作業(yè)。??四、作業(yè)時(shí),將建筑鋼筋需彎的一只插在固定不動(dòng)常備的空隙內(nèi),另一頭緊貼外殼固定不動(dòng)合用手卡緊,查驗(yàn)外殼固定不動(dòng), 的確安在遮擋建筑鋼筋的一邊即可起動(dòng)。繞筋機(jī)?五、作業(yè)中禁止拆換芯棒和轉(zhuǎn)換視角及其變速等作業(yè),亦不得給油或。