



更新時間:2025-01-20 03:19:54 瀏覽次數:3 公司名稱:聊城 廣順交通設施有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 20/件 |
| 發貨期限 | 1-7 |
| 供貨總量 | 50986 |
| 運費說明 | 電聯 |
| 質量等級 | A |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
| 產品規格 | 齊全 |
| 發貨城市 | 全國 |
| 產品產地 | 山東 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 是否進口 | 否 |




云海旭金屬材料有限公司
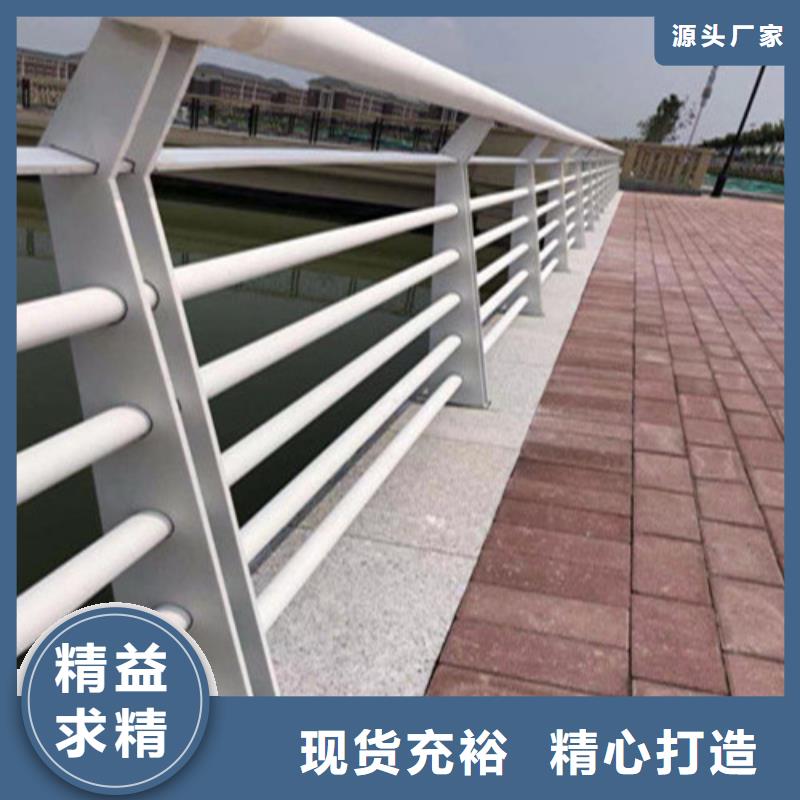
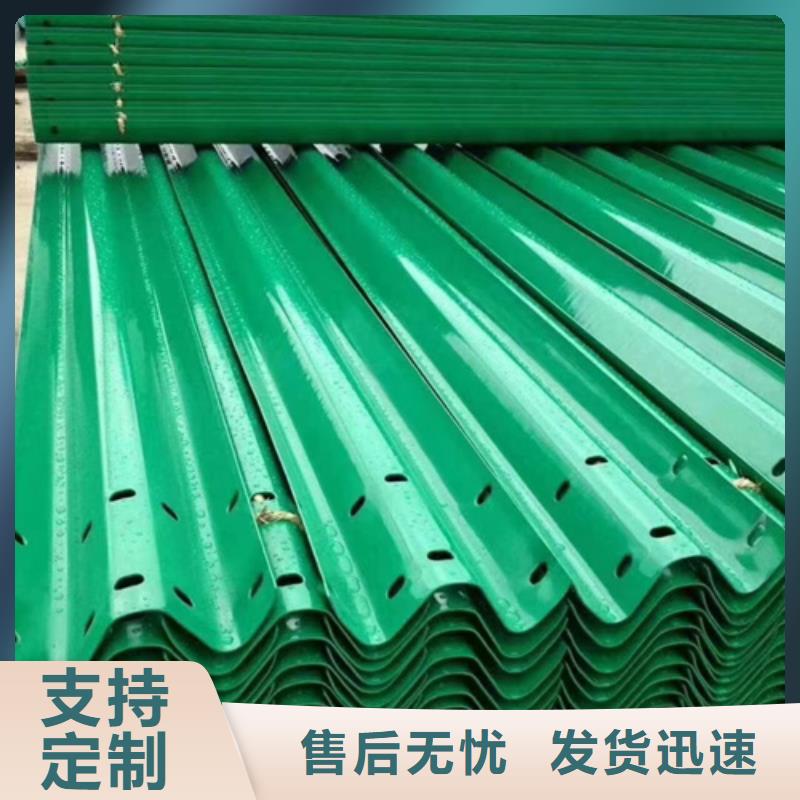
紅河中央分隔帶波形梁鋼護欄現貨
有不同的用途,而不同的無論是外觀,規格型 還是質量都是有差距的,這自然在購買的時候,所注意的方面也是都有所不同。來說吧,所注重的可能更多的是外觀上面,因為長期的在室外進行使用,如果采用一般的室內防護產品,就可能會在室外天氣因素的影響下而導致外觀受到損壞,從而影響到了內部的結構。
在采購的時候,一定要針對能夠適應戶外天氣變化的防護產品,這樣在長久的使用中才能夠保證防護質量而不會輕易的變形和損壞。公路護欄的建設本身就是一筆非常大的資金投入了,如果質量還不能保證的話,無論是和更換都將會是一筆很大的投入和工作量,這對于本身建設就有成本控制的公路防護部門來說,就會是一個非常麻煩的事情了。
款型挑選的時候,就一定要因地制宜的選擇更為適合當時安裝環境以及安裝條件的護欄產品,這樣才能夠保證產品的材質能夠的適應當時的各方面天氣環境以及周遭的防護環境,而不至于會在短期內出現質量和防護上面的問題,對相關的防護措施帶來影響。
生銹腐蝕在當下雨季、等都會會造成很大的影響,生銹與腐蝕。生銹腐蝕是指鋼材直接與周圍介質發生的化學反應的產物,此產物大多是由氧化所產生的。這種氧化作用通常在濕潤和高溫的情況下會比在常溫下運作得更快。所以我們要針進行防腐處理,的高端防銹防腐處理方式有電鍍鋅、熱鍍鋅、浸塑和靜電噴塑四種,您可根據自己的需要任選,經過防銹顏色多選-美觀、表面光滑-亮澤,抗老化、防腐防銹,壽命可達10-20年。
當然,市場仍然多在 ,把持。隨著國內房產市場、交通工程、港口機場的不斷建設,為護欄行業的發展帶來了的契機。據了解,國內護欄市場近100億的需求量,而產能達到了500億。供大于求的市場狀況,表明了市場競爭激烈。
而現在的銷售模式仍停留在了、招投標等方式上,逐漸成熟的今天,護欄產品的電子商務銷售卻是一片空白。而電子商務在早已經響過了春雷,在其它行業,站紛紛破土而出,爭奇斗艷,如小轎車上了雅寶的站等等。
站正在咬牙攻關,蓄積力量,在平靜的表面下伺機而發。然而電子商務不是少利,她必將形成一種產業化的結構,對人類的文明產生又一次。電子商務將以其空間時間無限性、中間環節簡單性以及購物方便快捷性而受廣大民眾青睞,從而在全社會范圍對商業運作產生深遠的影響。
富有遠見的商家經營的不只是今天,更應該早早地為明天做好,隨時隨地洞觀局勢,方能處處對手。公路護欄業介入電子商務是大勢所趨。行業越來越,無論是價格、管理和,對護欄企業的要求越來越高,各個制造商都在全力的進行改造和。


 流化床內粉末流化狀態的均勻性是保證涂膜均勻的關鍵。在粉末涂裝上用的流化床屬于“豎式流態化”流化數必需經過試驗找出,一般以能夠涂敷即可,流化床內粉末的懸浮率可達30~50%。浸塑方法如下:例如:經過除油預熱到粉末涂料熔融點以上,浸漬到流化床中后塑粉會均勻粘附,然后塑化高分子交聯流平成鋼塑復合制品。
什么是公路護欄啊。它的工作原理是什么,怎么就能起到防護作用了呢。公路護欄是公路防撞設施,主要是為了防止失控車輛沖出道路。材料的話一般都是鍍鋅鋼板加工的,根據公路等級不同而采用不同的規格。用性的話來說,“它是一種以波紋狀鋼護欄板相互拼接并由主柱支撐的連續結構。
它利用土基、立柱、橫梁的物理變形來吸收碰撞產生的能量,并迫使失控車輛改變行駛方向,回復到正常的道路行駛方向。波形防護欄,的作用就是“吸能”,它剛柔并濟,車輛在對它進行碰撞時,由于波形防護欄有良好的耐撞性能和吸收能量的作用,既不容易被撞毀,同時又可對車輛和司乘人員起到很好的保護作用。
再有好處就是占地空間小,而且對道路沒有要求,任何空間都可以安裝使用。還可在小半徑彎道上使用,損壞處容易更換。當路面維修或其它原因需要并通時,可方便地把開口處的各組護欄立柱拔出移走,開辟通道,便于車輛通行。
流化床內粉末流化狀態的均勻性是保證涂膜均勻的關鍵。在粉末涂裝上用的流化床屬于“豎式流態化”流化數必需經過試驗找出,一般以能夠涂敷即可,流化床內粉末的懸浮率可達30~50%。浸塑方法如下:例如:經過除油預熱到粉末涂料熔融點以上,浸漬到流化床中后塑粉會均勻粘附,然后塑化高分子交聯流平成鋼塑復合制品。
什么是公路護欄啊。它的工作原理是什么,怎么就能起到防護作用了呢。公路護欄是公路防撞設施,主要是為了防止失控車輛沖出道路。材料的話一般都是鍍鋅鋼板加工的,根據公路等級不同而采用不同的規格。用性的話來說,“它是一種以波紋狀鋼護欄板相互拼接并由主柱支撐的連續結構。
它利用土基、立柱、橫梁的物理變形來吸收碰撞產生的能量,并迫使失控車輛改變行駛方向,回復到正常的道路行駛方向。波形防護欄,的作用就是“吸能”,它剛柔并濟,車輛在對它進行碰撞時,由于波形防護欄有良好的耐撞性能和吸收能量的作用,既不容易被撞毀,同時又可對車輛和司乘人員起到很好的保護作用。
再有好處就是占地空間小,而且對道路沒有要求,任何空間都可以安裝使用。還可在小半徑彎道上使用,損壞處容易更換。當路面維修或其它原因需要并通時,可方便地把開口處的各組護欄立柱拔出移走,開辟通道,便于車輛通行。
 內襯不銹鋼復合鋼管的焊接順序為先焊復合層, 后焊基層, 即封焊層→打底焊層→過渡層→填充層→蓋面層。 其中的技術措施主要包括以下幾點:
(1) 管子對焊組對時, 其內壁應齊平, 內壁錯邊量不宜超過管壁厚度的 10%,且應≤2 mm。
(2) 焊接時, 應盡量采用多層焊, 各焊層焊道的接頭應盡量錯開。焊道不宜太寬太厚, 以免增加坡口加工量, 焊道成形均勻、 美觀。
(3) 點固焊時管內必須充氬, 以保證點固焊焊縫質量。 打底焊時,仰焊位置采用內填絲, 立焊、 平焊位置采用外填絲法進行焊接。
(4) 應在坡口內引弧, 禁止在非焊接部位引弧, 接弧處應保證焊透與熔合, 熄弧時應填滿弧坑, 焊接即將結束時, 應減小氬氣流量, 防止氣壓過大使焊縫產生凹陷。
(5) 焊絲不能與鎢極接觸或直接深入電弧的弧柱區, 防止破壞電弧的穩定和產生夾鎢缺陷, 焊絲端部不得退出保護區, 防止焊絲氧化。
內襯不銹鋼復合鋼管的焊接順序為先焊復合層, 后焊基層, 即封焊層→打底焊層→過渡層→填充層→蓋面層。 其中的技術措施主要包括以下幾點:
(1) 管子對焊組對時, 其內壁應齊平, 內壁錯邊量不宜超過管壁厚度的 10%,且應≤2 mm。
(2) 焊接時, 應盡量采用多層焊, 各焊層焊道的接頭應盡量錯開。焊道不宜太寬太厚, 以免增加坡口加工量, 焊道成形均勻、 美觀。
(3) 點固焊時管內必須充氬, 以保證點固焊焊縫質量。 打底焊時,仰焊位置采用內填絲, 立焊、 平焊位置采用外填絲法進行焊接。
(4) 應在坡口內引弧, 禁止在非焊接部位引弧, 接弧處應保證焊透與熔合, 熄弧時應填滿弧坑, 焊接即將結束時, 應減小氬氣流量, 防止氣壓過大使焊縫產生凹陷。
(5) 焊絲不能與鎢極接觸或直接深入電弧的弧柱區, 防止破壞電弧的穩定和產生夾鎢缺陷, 焊絲端部不得退出保護區, 防止焊絲氧化。