
<烏魯木齊>神悅鋼材有限公司
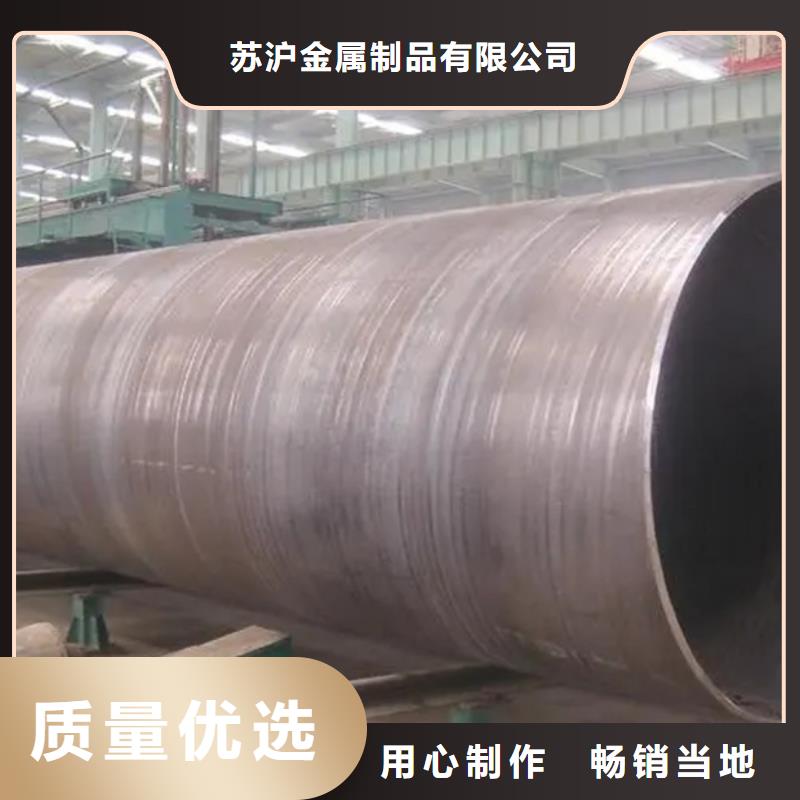
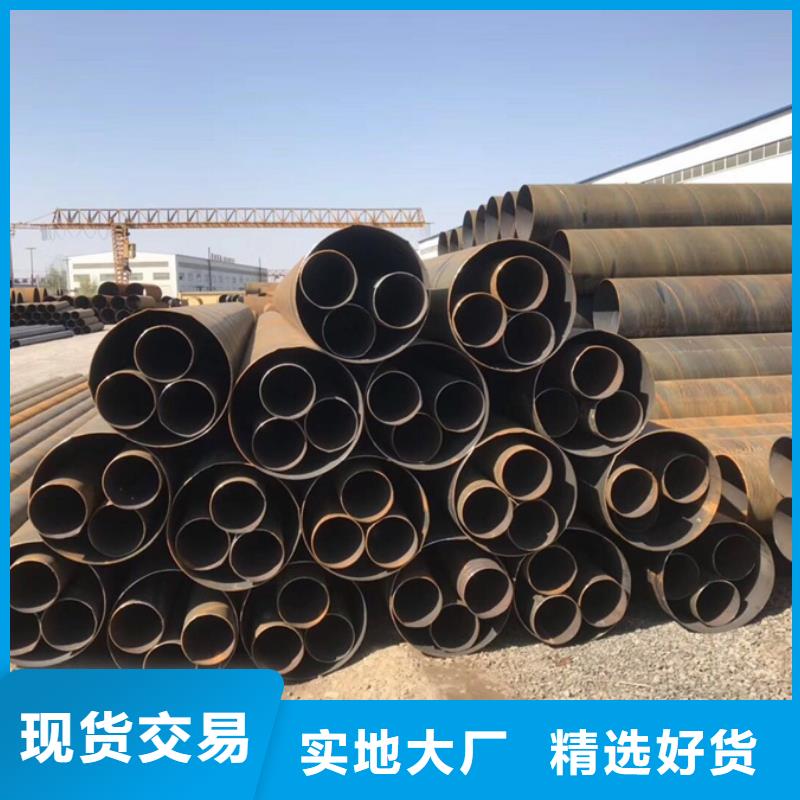
烏魯木齊螺旋管主要用于供水工程、石化工業、化工、電力、農業灌溉和城市建設。用于液體運輸:給排水。天然氣運輸:天然氣、蒸汽、液化石油氣。結構用途:用于樁管和橋梁;用于碼頭、道路、建筑結構等。 烏魯木齊螺旋管的主要技術特點: 1.成形過程中,鋼板均勻變形,殘余應力小,表面無劃痕。加工后的螺旋鋼管在直徑和壁厚范圍內具有更大的靈活性,特別是在生產高鋼級厚壁管,特別是中小直徑厚壁管時,它具有其他流程無法比擬的優勢,可以滿足用戶的需求。對螺旋鋼管規格有更多要求。 2.先進的雙面埋弧焊技術能實現 位置的焊接,不易出現邊緣誤差、焊接偏差、焊接缺陷等問題,便于焊接質量的控制。 3.烏魯木齊螺旋管為了使鋼管生產全過程得到有效檢測和監控對鋼管進行百分百的質量檢驗,有效保證了產品質量。
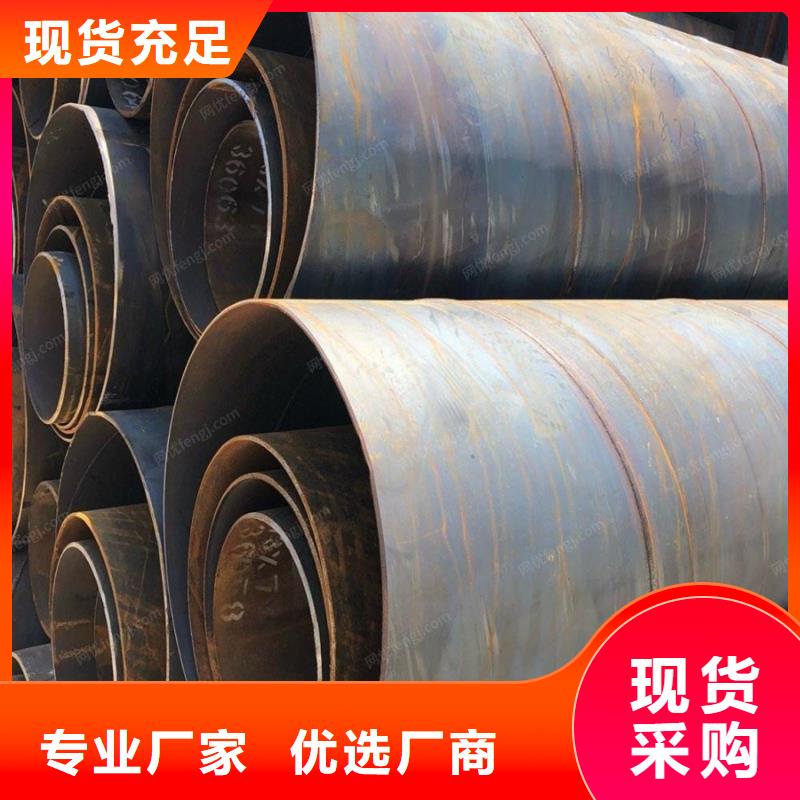
烏魯木齊防腐螺旋管焊接的發展方向: (1)烏魯木齊防腐螺旋管生產大直徑厚壁管以提高耐壓能力; (2)烏魯木齊防腐螺旋管設計生產新結構的鋼管,如雙層螺旋焊管,即用厚度為管壁一半的帶鋼焊成雙層管,不僅強度比同厚度的單層管高,且不會出現脆性破壞; (3)烏魯木齊防腐螺旋管開發新鋼種,提高冶煉工藝技術水平,廣泛采用控制軋制和軋后余熱處理工藝,以不斷提高管體的強韌性和焊接性能; (4)烏魯木齊防腐螺旋管大力發展涂層管,如在管內壁涂以防腐層,不僅可延長使用壽命,且可改善內壁的光滑度,降低流體摩擦阻力,減少積蠟和污垢,減少清管次數,降低維修費用。


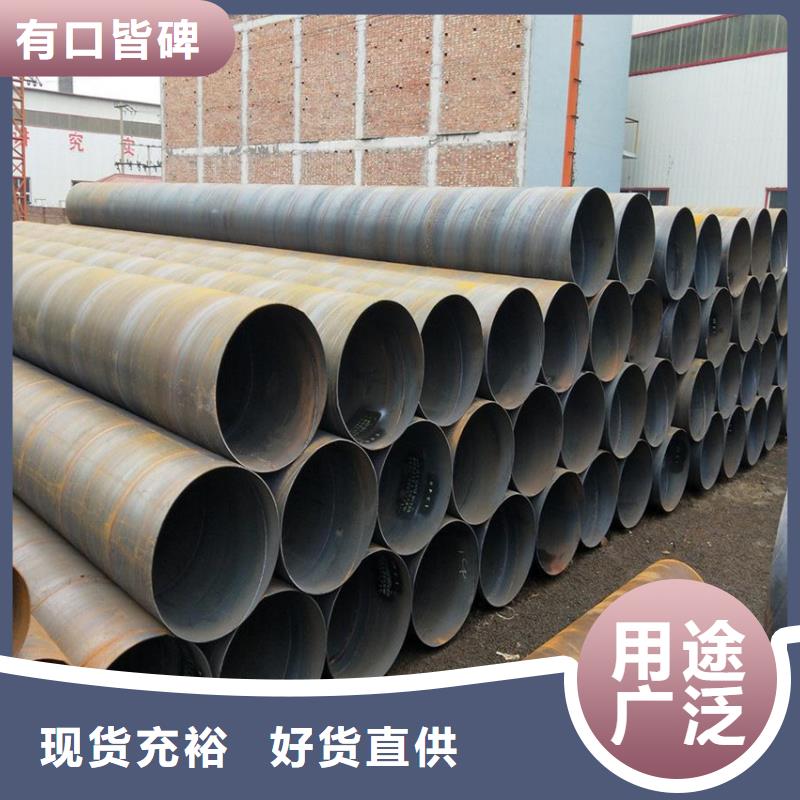
目前針對烏魯木齊大口徑螺旋管市場供求情況有行業分析人表示,我國螺旋鋼管市場需求增長弱化,行業流通集約化程度低,流通成本居高不下,行業風險日益加大。產能過剩態勢相當嚴峻。近年來,為提高雙面埋弧焊螺旋焊管整體技術水平,我國制定一系列產業發展政策。進而推進結構調整,改善產業布局,發展循環經濟,降低物耗能耗,重視環境保護,提高企業綜合競爭力,實現產業升級,以指導廣大螺旋鋼管廠家穩步發展。 烏魯木齊大口徑螺旋管也稱焊管,是用鋼板或帶鋼經過卷曲成型后焊接制成的鋼管。焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備資少,但一般強度低于無縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。按生產方法分類:工藝分類-電弧焊管,電阻焊管,(高頻,低頻)氣焊管,爐焊管。直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。較小口徑的焊管采用直縫焊,大口徑焊管則多采用螺旋焊;按鋼管端部形狀分為圓形焊管和異型(方、矩型等)焊管;按材質和用途不同分為礦用流體輸送焊接鋼管、低壓流體輸送用鍍鋅焊接鋼管、帶式輸送機托輥電焊鋼管等。
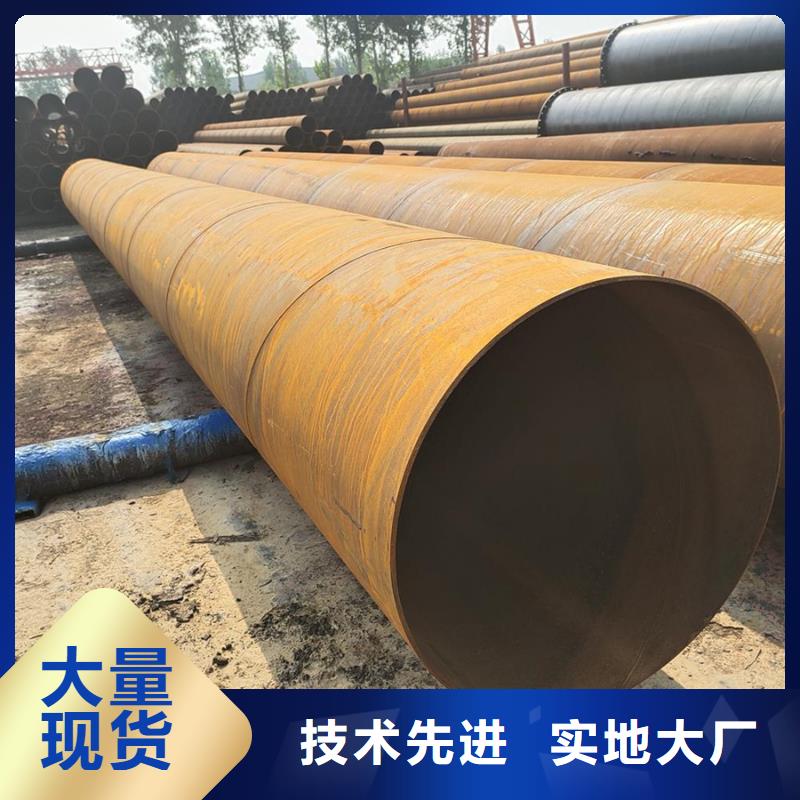
烏魯木齊防腐螺旋管生產廠家要提示我們的是,雙面埋弧螺旋管焊縫處理方面應該注意一些事項要點。如果間隙過大,就會造成鄰近效應減少,渦流熱量不足焊縫質檢結合不良產生裂縫。間隙過小就會造成鄰近效應增大,焊接的熱量過大,以至于焊縫燒毀損壞。管坯的兩個邊緣加熱到焊接的溫度之后,在擠壓輥的擠壓下,形成深坑,影響焊縫的表面質量。螺旋管若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂。 如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。 1.烏魯木齊防腐螺旋管修口 為了保證焊接質量,焊接前要進行檢查和糾正,使螺旋鋼管的端部,斜角,鈍邊,圓度等符合接口要求。尺寸,個別鋼管的需要在別處做坡口加工時,采用氣焊切割,除去爐渣,然后用砂輪磨削。 操作流程是:檢查接口連接器的尺寸→氣室→確定并調整鋼管的縱向接縫錯開位置→ 管線的直線度→調整對口的間隙尺寸→調平口→直角→直線→點焊接