


聯系我們

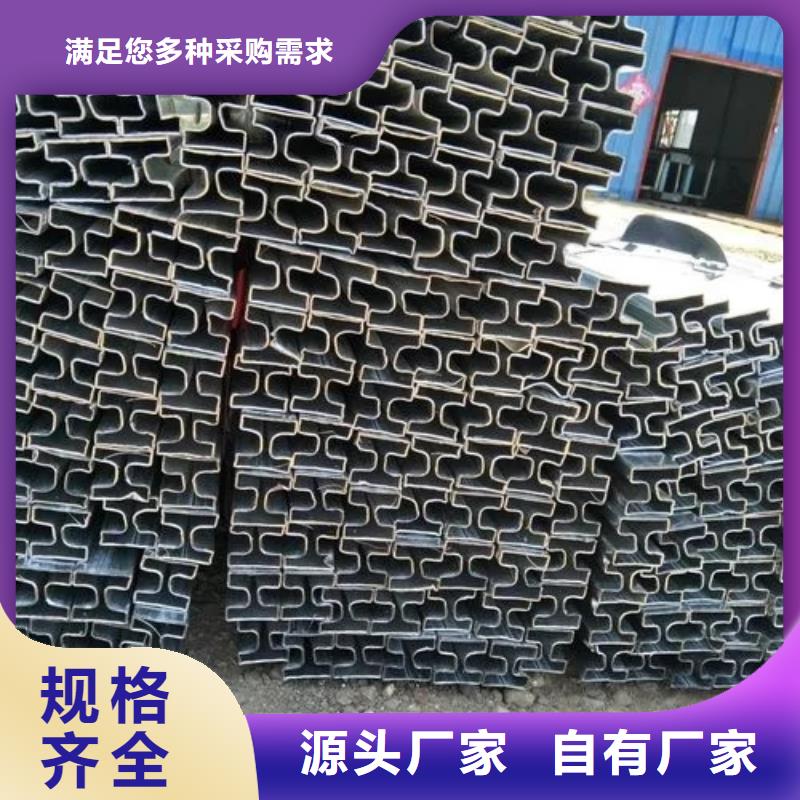
異形鋼管定尺定做建筑項目
更新時間:2024-12-30 01:36:20 瀏覽次數:5 公司名稱:無錫 樂道精密鋼管廠家有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 4800元 |
| 發貨期限 | 2天 |
| 供貨總量 | 1000 |
| 運費說明 | 物流 |
| 最小起訂 | 1噸 |
| 質量等級 | 一級 |
| 是否廠家 | 是 |
| 產品材質 | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn |
| 產品品牌 | 樂道 |
| 產品規格 | 規格齊全 |
| 發貨城市 | 無錫 |
| 產品產地 | 無錫 |
| 加工定制 | 定制 |
| 產品型號 | 型號齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 金屬 |
| 質保時間 | 一年 |
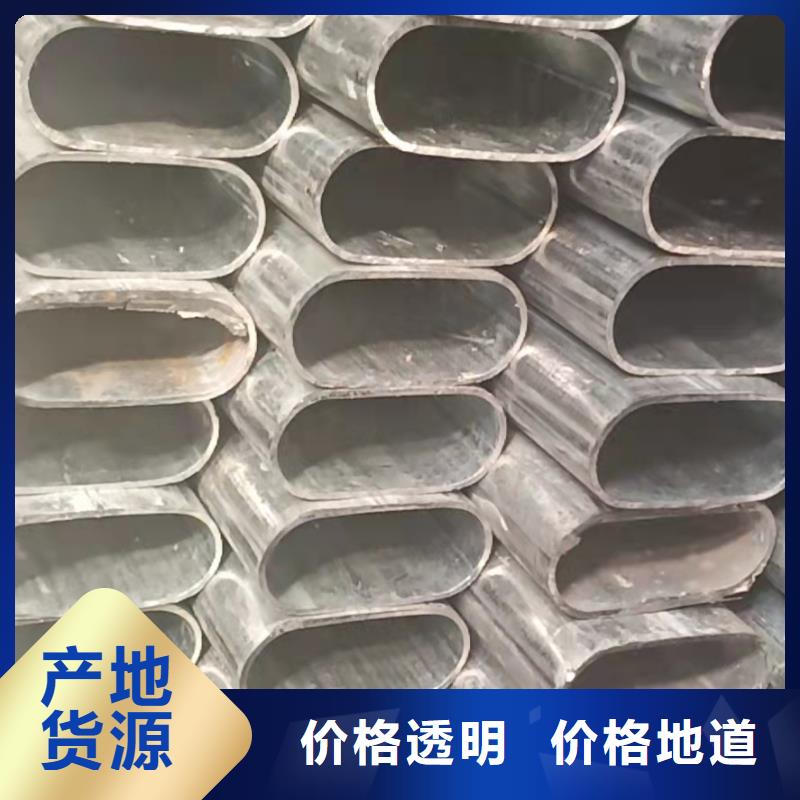
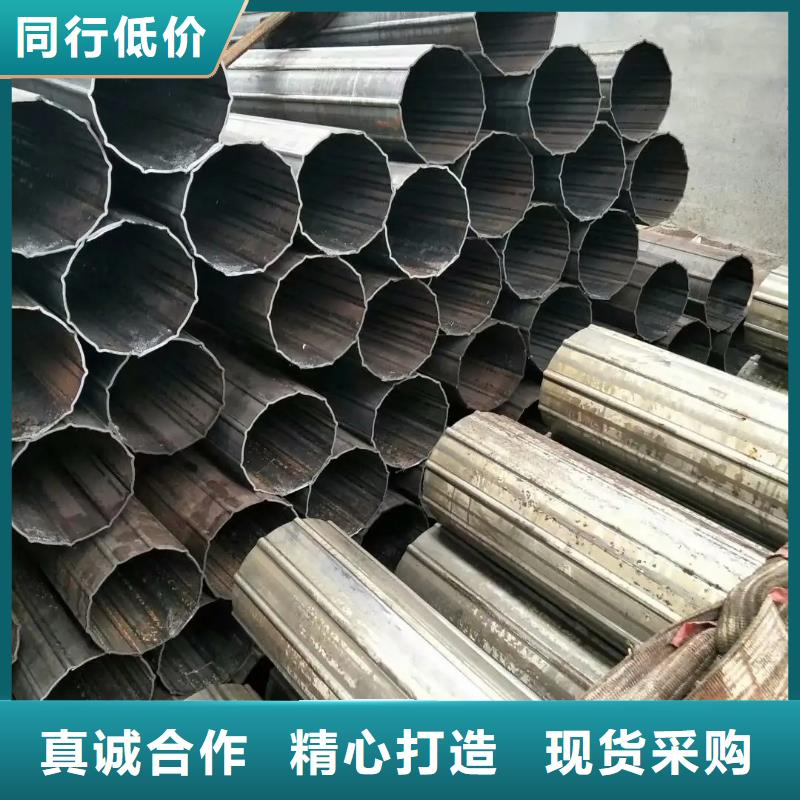
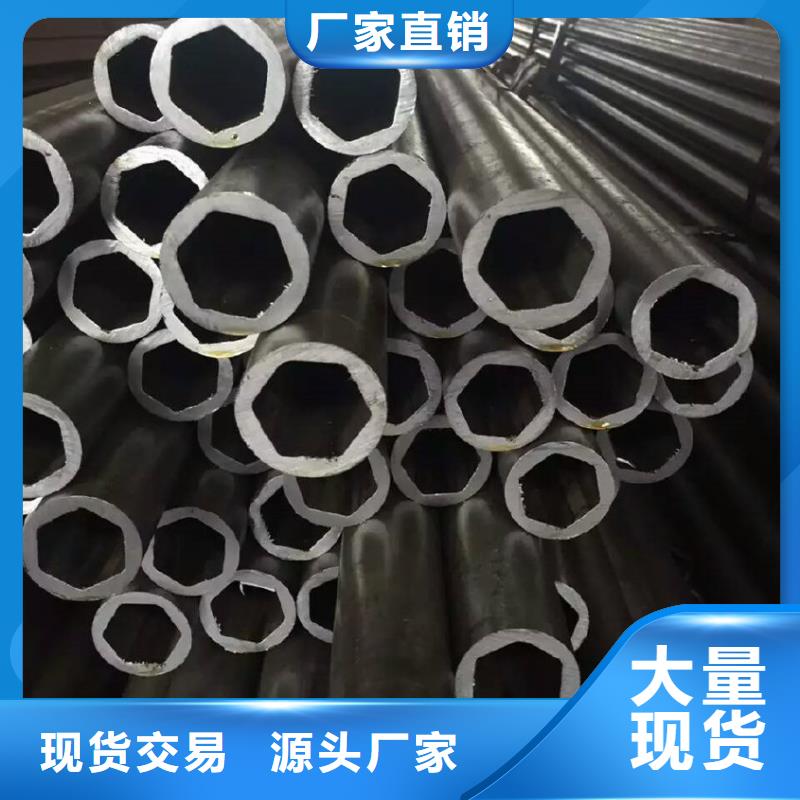
| 外形尺寸 | 方形 半圓 橢圓 拱形 |
| 適用領域 | 工業輸送管道以及機械結構部件 |
| 是否進口 | 否 |
| 質量認證 | 認證 |
| 產品功率 | 456 |
| 工作溫度 | 560 |
| 生產工藝 | 冷拔 |
| 交貨狀態 | 冷軋或退火(根據客戶用途) |
| 執行標準 | GB/T3094 |






為了避免呈現微泄漏,煤氣爐維修應堅持氫氣的正壓,維持正常的請求。
宿州異型管熱處理一般是以固溶熱處理,因為它通常被稱為“退火”,1040- 1120℃溫度范圍(日本標準)。你也可以看看退火爐孔,應白熾狀態退火帶的不銹鋼異形管,但沒有表現出軟化。
宿州異型管一方面,檢查爐體材料可以干,先裝爐,爐體數據必須干燥;一方面為不銹鋼異形管爐可將剩余的水,特別是如果有一個以上的漏水孔管,不要去,如果你把爐子氣氛破壞。
宿州異型管光亮退火爐應封閉,與外界空氣隔離;使用氫作為維護的氣,只要一口連通。檢查與關節間隙在退火爐肥皂和水的方式,看看你是否能跑氣;容易跑氣是中央管退火爐在中央和中央管,密封圈中央特別容易磨損,應經常檢查經常改變。
宿州異型管(Steel pipe)生產技術的發展開始于自行車制造業的興起、19 世紀初期石油的開發、兩次世界大戰期間艦船、鍋爐、飛機的制造,第二次世界大戰后火電鍋爐的制造,化學工業的發展以及石油天然氣的鉆采和運輸等,都有力地推動著異型管工業在品種、產量和質量上的發展。異型管:用拉拔機冷拉出來精制無縫不銹異型管;異型管 :用冷扎鋼機冷扎出來異型管(精度:沒有冷拉高、異型管:要生銹)。冷軋精密無縫異型管(GB3639-2000)是用于精密機械結構、液壓設備或鋼筋套筒的尺寸精度高和表面光潔度好的一種無縫異型管。
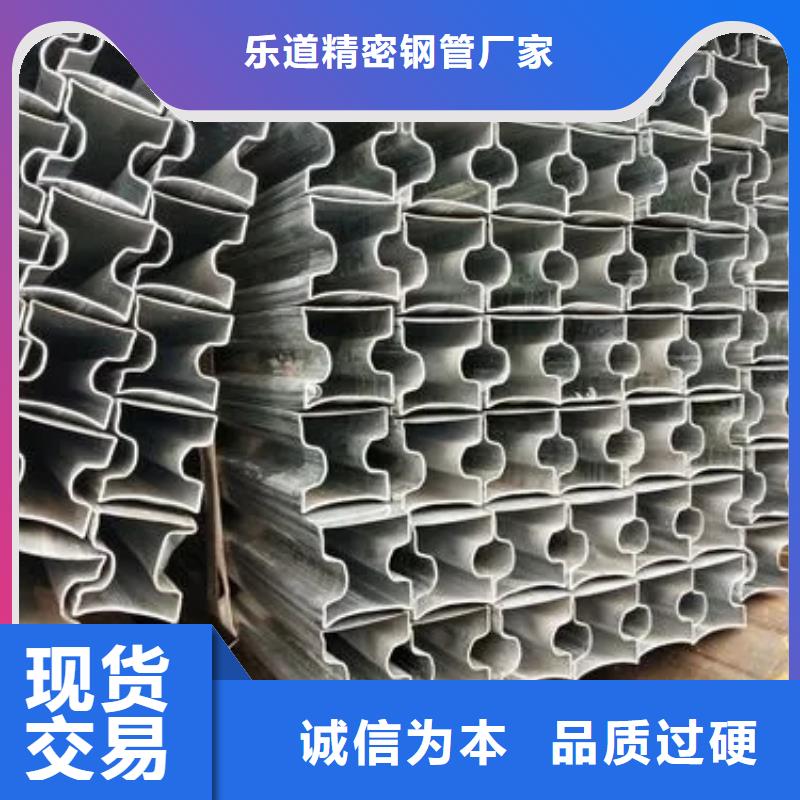
宿州異型管成型的方式,也就是異型八角鋼管成型的彎曲。異型八角鋼管彎曲分為兩種,一種異型八角鋼管的彎曲,異型八角鋼管鋼管變薄,真正的彎曲使得異型八角鋼管彎曲,在異型八角鋼管型鋼管的長度方向的彎曲生產異型八角鋼管廠家方式,兩種基本方式矩形管生產方形和異型鋼管成型,根據不同產品的需求,選擇合適的工藝配置。需要注意的是,當拉伸和壓縮,對產品質量的印象,或導致的方矩形管變形。真正廠家銷量彎曲方管壓實,然后彎曲的彎曲,內部和外部的托輥管異型八角鋼管的過程。矩形管真正的彎曲的優點是固體的彎曲將相對較小,并且,形成一個更準確的,并在生產時間,只要是使用輥式的準確,和金屬含量將因為拉伸減薄。空彎曲矩形管生產,外部滾子與方形和異型鋼管的管的外壁,與金屬彎曲,空彎的時間的個人,鋼管彎曲線會產生一定的壓縮,所以鋼管出貨一般,壓縮或增稠效果。
另一方面大力支持創業平臺建設與職工實現自主創業,培育適應普通職工特點的創業載體,把返鄉創業試點的范圍擴大到多個地區,通過加大專項的建設基金投入等的方式培育出接續的產業,引導廣大職工就地就近創業和就業。
宿州異型管加大對去產能的異型管企業獎補支持力度,對于引導企業主動退出其產能,適當的提高獎補相關標準。主動提出多退政策,超出預期的目標實行階梯式的獎補等諸多方式。同時制定出解決企業欠繳社保費的經濟補償金類政策與社保接續,降低企業的社保費率。
宿州異型管廠家拉伸試驗主要有以下步驟:
宿州異型管用刻線機在原始標距范圍內刻劃圓周線,將標距內分為等長的10格。用游標卡尺在試件原始標距內的兩端及中間處兩個相互垂直的方向上各測一次直徑,取其算術平均值作為該處截面的直徑,然后選用三處截面直徑的小值來計算試件的原始截面面積;
宿州異型管氣體保護焊是利用外加氣體作為保護介質的一種電弧焊的方法,異型管采用氣體保護焊具有以下特點:(一)焊接過程操作方便,沒有熔渣或很少有熔渣,焊后基本上蒙不需清渣;(二)氣體保護焊電流密度大、弧光強、溫度高,且在高溫電弧和強烈的紫外線作用下產生高濃度有害氣體,所以特別要注意通風;(三)有利于異型管焊接過程的機械化和自動化,特別是空間位置的機械化焊接;(四)引弧所用的高頻振蕩器會產生一定強度的電磁輻射,接觸較多的焊工,會引起不適癥狀;(五)在室外作業焊接異型管時,需設擋風裝置,否則氣體保護效果不好,甚至很差;(六)電弧和熔池的可見性好,焊接過程中可根據熔池情況調節焊接參數;(七)電弧在保護氣流的壓縮下熱量集中,焊接速度較快,熔池較小,熱影響區窄,異型管焊后變形小。