




鞍山精密鋼管安裝產品質量檢測 1、電焊焊接處不能電焊焊接立管,彎處避免有電焊焊接。 2、垂直安裝的立管每米偏差應小于3mm,水平安裝的偏差應小于1mm。 3、直縫焊管表面品質應光亮,不允許有伸縮式、間隙、分層級、搭焊等缺陷存在。直縫管表面的劃道、刮傷、電焊焊接挪動、燒傷和結疤等輕微缺陷不能超過壁厚負偏差。 鞍山精密管在各行業中應用廣泛,如石油、冶金行業、建筑工程、煤礦業業、港口、工業設備等行業
<鞍山>大金鋼管制造有限公司
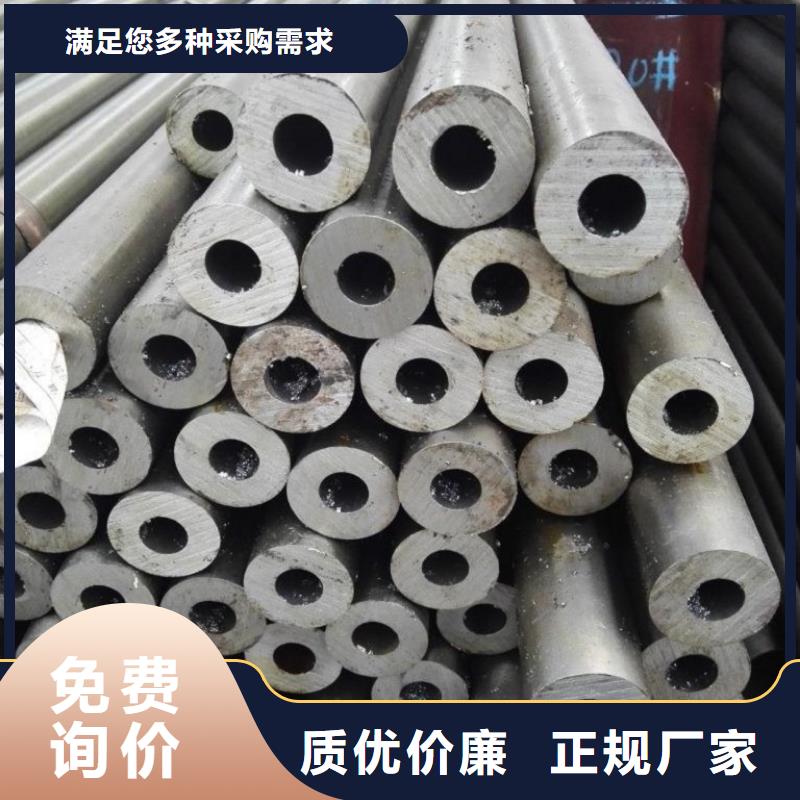
大家都知道鋼管要是放著露天久了,或者有什么摩擦,不銹鋼表面的氧化層就會損傷,然后在潮濕的空氣環境下就會被氧化生銹。所以鋼管要盡量放在密封的地方。 但是鞍山精密管就具備得天獨厚的優勢,因為它的表面不易被氧化,這主要和組成鞍山精密鋼管的原材料是分不開的。精密不銹鋼管是靠其表面形成的一層極薄而堅固細密的穩定的富鉻氧化膜(防護膜),防止氧原子的繼續滲入、繼續氧化,而獲得抗銹蝕的能力。 鞍山精密鋼管的表明渡化膜中耐腐蝕性比較弱的部分會因為自激反應形成點腐蝕反應,生產小小的孔,會和接近的氯離子容成很強的腐蝕性的溶液,加快腐蝕的速度。再加上不銹鋼內部的晶間腐蝕開裂,都會對不銹鋼板的表面的渡化膜進行破壞。因此,對鞍山精密鋼管的表層要進行一定層次的清潔保養,來更好的延長鞍山精密鋼管的使用壽命。
<鞍山>大金鋼管制造有限公司
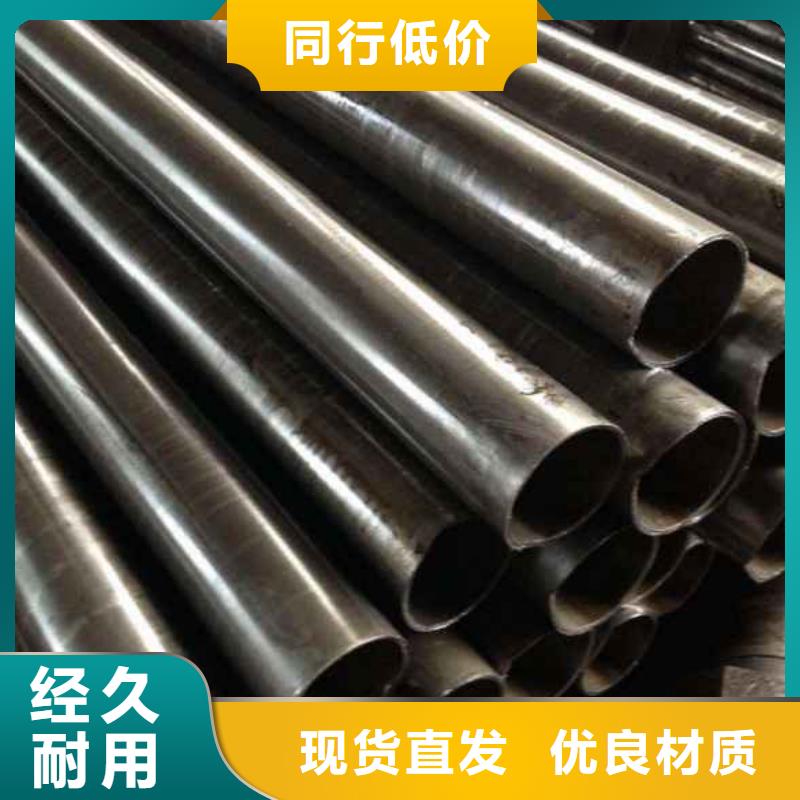
鞍山精密管從規定的模孔中擠出而得到有同形狀和尺寸的成品的加工方法,多用于生產有色金屬鞍山精密鋼管 鋼材。軋制:將鋼材金屬坯料通過一對旋轉軋輥的間隙(各種形狀)因受軋輥的壓縮使材料截面減小 ,長度增加的壓力加工方法。拉撥鋼材:將已經軋制的金屬坯料(型、管、制品等)通過模孔拉撥成 截面減小長度增加的加工方法大多用作冷加工。將帶鋼送入 12cr5moi合金鋼管機組,經多道軋輥 滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在 1~3mm并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不 良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊 縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。12cr5moi合金鋼管焊接溫度主要受高頻渦流熱 功率的影響,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比; 而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π(CL1/2]...式 中:f-激勵頻率(HzC-激勵回路中的電容(F電容=電量/電壓;L-激勵回路中的電感,電感=磁通量/ 電流?當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,12cr5moi合金鋼管組織仍然保持固 態,形成未熔合或未焊透;當輸入熱時不足時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴 ,使焊縫形成熔洞。
