

您可能對(duì)鎮(zhèn)江本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-03-31 16:54:08 瀏覽次數(shù):6 公司名稱:聊城 通圓鋼管制造有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議/噸 |
| 發(fā)貨期限 | 3-5天 |
| 供貨總量 | 8989896 |
| 運(yùn)費(fèi)說明 | 電議 |
| 材質(zhì) | 20# 45# gcr15 20cr 40cr 20crmnti 35crmo 42crmo |
| 可定做 | 是 |
| 產(chǎn)地 | 山東通圓鋼管制造有限公司 |
| 規(guī)格 | 根據(jù)客戶要求生產(chǎn) |
| 品牌 | 山東通圓 |
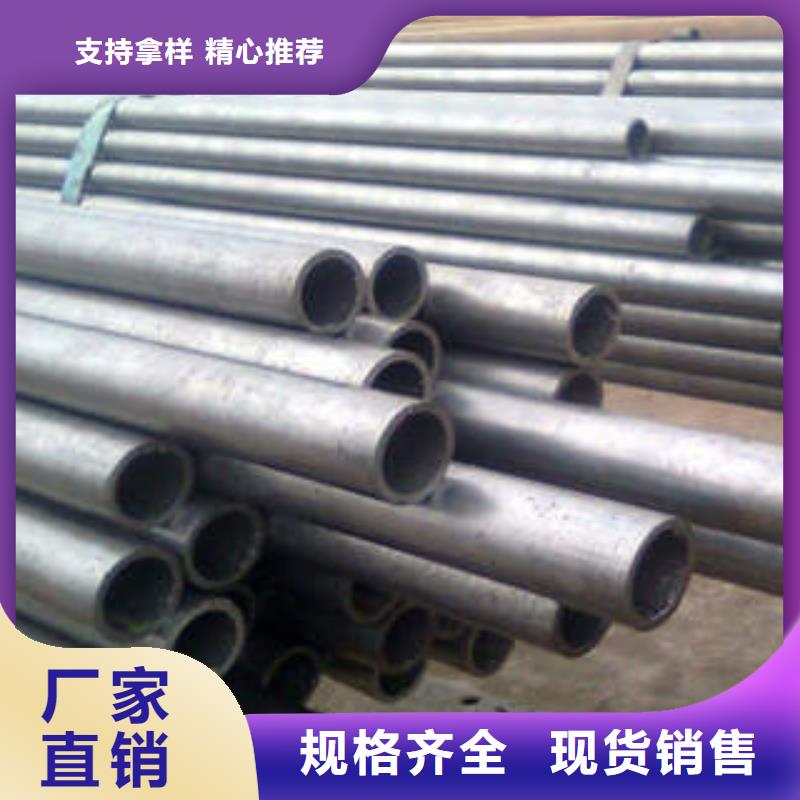



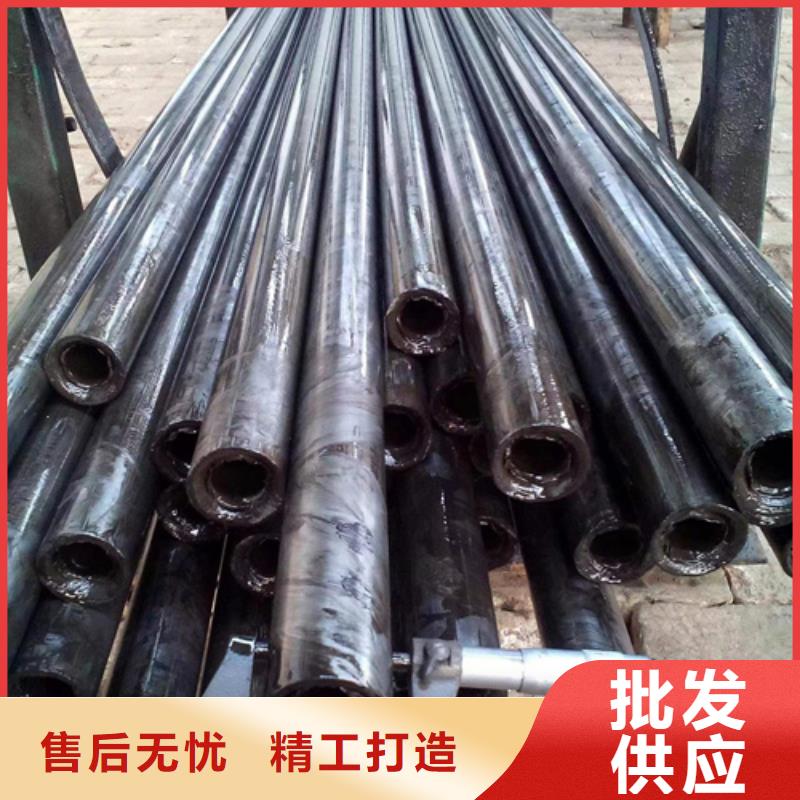
產(chǎn)品細(xì)節(jié)圖
江精密鋼管-鎮(zhèn)江實(shí)力企業(yè)")
一、預(yù)熱預(yù)熱有利于減低中碳鋼熱影響區(qū)的 硬度,防止產(chǎn)生冷裂紋,這是焊接中碳鋼的主要工藝措施,預(yù)熱還能改善接頭塑性,減小焊后殘余應(yīng)力。通常,35和45鋼的預(yù)熱溫度為150~250℃含碳量再高或者因厚度和剛度很大,裂紋傾向大時(shí),可將預(yù)熱溫度提高至250~400℃。若焊件太大,整體預(yù)熱有困難時(shí),可進(jìn)行局部預(yù)熱,局部預(yù)熱的加熱范圍為焊口兩側(cè)各150~200mm。二、焊條條件許可時(shí)優(yōu)先選用堿性焊條。三、坡口形式將焊件盡量開成U形坡口式進(jìn)行焊接。如果是鑄件缺陷,鏟挖出的坡口外形應(yīng)圓滑,其目的是減少母材熔入焊縫金屬中的比例,以降低焊縫中的含碳量,防止裂紋產(chǎn)生。四、焊接工藝參數(shù)由于母材熔化到 層焊縫金屬中的比例 達(dá)30%左右,所以 層焊縫焊接時(shí),應(yīng)盡量采用小電流、慢焊接速度,以減小母材的熔深。五、焊后熱處理焊后 對(duì)焊件立即進(jìn)行應(yīng)力熱處理,特別是對(duì)于大厚度焊件、高剛性結(jié)構(gòu)件以及嚴(yán)厲條件下(動(dòng)載荷或沖擊載荷)工作的焊件更應(yīng)如此。應(yīng)力的回火溫度為600~650℃。 若焊后不能進(jìn)行應(yīng)力熱處理,應(yīng)立即進(jìn)行后熱處理。中國無縫鋼管交易網(wǎng)小編訊:鑄鐵管是由生鐵制成。按其制造方法不同可分為:砂型離心承插直管、連續(xù)鑄鐵直管及砂型鐵管。按其所用的材質(zhì)不同可分為:灰口鐵管、球墨鑄鐵管及高硅鐵管。鑄鐵管多用于給水、排水和煤氣等管道工程。
江精密鋼管-鎮(zhèn)江實(shí)力企業(yè)")
江精密鋼管-鎮(zhèn)江實(shí)力企業(yè)")
公司實(shí)力
江精密鋼管-鎮(zhèn)江實(shí)力企業(yè)")
小口徑合金鋼管還是各種常規(guī)武器不可缺少的材料,槍管、炮筒等都要鋼管來制造。小口徑合金鋼管按橫截面積形狀的不同可分為圓管和異型管。由于在周長相等的條件下,圓面積 ,用圓形管可以輸送更多的流體。此外,圓環(huán)截面在承受內(nèi)部或外部徑向壓力時(shí),受力較均勻,因此,絕大多數(shù)小口徑合金鋼管是圓管。
外徑小的鋼管,就可以稱為小口徑鋼管,小口徑厚壁無縫鋼管多用于雙面埋弧焊生產(chǎn)工藝,產(chǎn)品經(jīng)折彎、合縫、內(nèi)焊、外焊、矯直、平頭等多道工序,達(dá)到美國石油學(xué)會(huì)標(biāo)準(zhǔn)要求。小口徑鋼管還可以分為:無縫小口徑鋼管和直縫(也可以稱為焊接)小口徑鋼管,一般在鋼管的外徑89mm以下的,4mm以上的;都可以統(tǒng)稱為小口徑無縫鋼管。