
產(chǎn)品詳細介紹
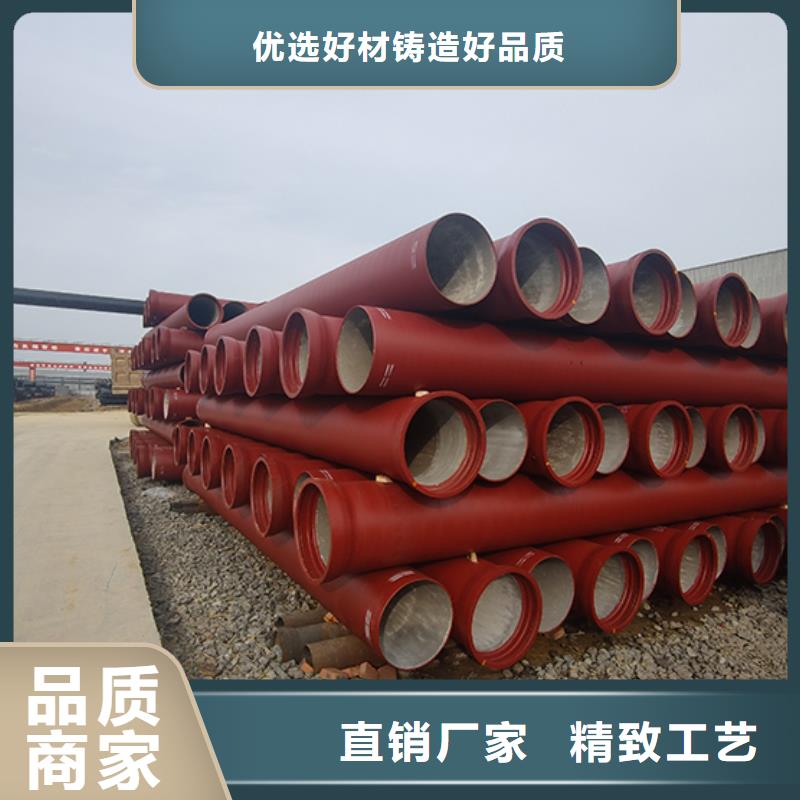
巴中dn100球墨鑄鐵管K8價格行情
<巴中>鑫福興管業(yè)有限公司


在對球墨鑄鐵管施工過程中要注意挖溝的寬度和深度,在鋪設管道前要鋪設不低于10厘米的砂粉避免有石頭及硬物對管道的傷害。當管道與設備作為一個系統(tǒng)進行壓力試驗時,管道試驗壓力等于或小于設備的試驗壓力時,應按管道的試驗壓力進行試驗,當管道試驗壓力大于設備的試驗壓力,且設備的試驗壓力不低于管道設計壓力的1.15倍時,經(jīng)建設單位同意,可按設備的試驗壓力進行試驗。對位差較大的管道,應將試驗介質的靜壓記入試驗壓力中。液體管道的試驗壓力以點的壓力為準,但點的壓力不得超過管道組成件的承受力。當試驗過程中發(fā)現(xiàn)泄漏時,不得帶壓處理,應降低修復,待缺陷后,應重新進行試驗。

球墨鑄鐵管退火爐是球墨鑄鐵管的重要設備,由于爐型較大,長度在36m以上,寬度約8m,爐門較多,冷卻段又要進行強制性冷卻,因此爐子熱量損失大,熱耗高,能源浪費嚴重。造成熱耗高的原因主要有工藝不合理造成球鐵管在爐內的熱焓增量偏大、爐子熱效率低和燃料的選用不合理等。山東球墨鑄鐵管有限公司(簡稱鑄管公司)針對這幾個方面,對退火爐進行了多次改造,并制定了相應的措施,使噸管能耗顯著降低,節(jié)能效果顯著。2節(jié)能措施2.1 降低球墨鑄鐵管在退火爐內的熱焓增量球墨鑄鐵管在退火爐內的熱焓增量主要由球鐵管在爐內加熱的溫度和球鐵管的入爐溫度決定,因此降低球鐵管在爐內的熱焓增量主要是降低退火溫度和提高球鐵管的入爐溫度。2.1.1 合理制定不同管徑的退火溫度 球鐵管的退火溫度愈低,就愈節(jié)省燃料,但是球鐵管的退火工藝規(guī)定退火爐加熱段爐氣溫度為1050~1100℃,保溫段爐氣溫度為960 ~1000℃,為了確保球鐵管的退火質量,在工藝允許的條件下,應盡量按照下限進行爐溫控制,特別是小口徑的管子可以適當降低加熱段爐氣溫度。2.1.2 提高球鐵管的入爐溫度 在過程中,充分利用上一工序結束時物料的余熱是節(jié)約能源的一個重要途徑。根據(jù)理論計算,球鐵管加熱到1000℃,在600℃入爐與25℃入爐相比噸管能耗降低320000kJ,可節(jié)約焦爐煤氣約20m3或者重油8kg。鑄管公司退火爐的退火能力約是現(xiàn)有離心機能力的2倍,為此采取了間歇式集中退火的辦法。在退火爐管子上線時保證連續(xù)退火的前提下規(guī)定熱管先入爐,縮短熱管的傳輸時間,使半數(shù)管子的入爐溫度由環(huán)境溫度提高到600℃左右。從而提高了管子熱送比率和入爐溫度,節(jié)能效果顯著。2.2 提高退火爐的熱效率對于連續(xù)式球鐵管退火爐來說,其退火工藝較特殊,爐體較長,跨距較大,而且急冷段又采取了強制性冷卻,因此熱效率較低。對于結構已經(jīng)確定的退火爐,要提高爐子的熱效率,只有從退火爐的操作來實現(xiàn)。2.2.1 確定合理的加熱溫度和退火時間 球墨鑄鐵管的退火工藝要求退火溫度不宜過高,退火時間也不宜過長,這對于節(jié)約能源以及減小球鐵管的變形是很有利的。但是退火溫度和退火時間是相互制約的,降低退火溫度就要增加退火時間;縮短退火時間就要提高退火溫度,否則就會大大降低球鐵管的延伸率。針對這種情況,根據(jù)以往的經(jīng)驗,在滿足退火工藝要求而又不使管子變形超差的條件下,確定了不同規(guī)格的球鐵管在退火爐加熱段的退火溫度和退火時間

公司是一個集生產(chǎn)和銷售《球墨鑄鐵管,柔性接口鑄鐵排水管、 管件的專業(yè)化大型企業(yè).在球墨管件、井蓋鑄造的生產(chǎn)工藝方面均達到國內先進水平。球鐵管件嚴格執(zhí)行國標GB13295-2003和國際標準ISO2531、EN545標準,井蓋執(zhí)行EN124標準。目前我公司的管件產(chǎn)品規(guī)格DN80-DN1600,亦可以按用戶要求的其他標準安排生產(chǎn)。管件年產(chǎn)量達二萬余噸,已銷往國內各省以及歐洲、中東、東南亞等和地區(qū)。公司成立以來,一貫奉行"質量一"的宗旨,模具車間、機加工車間、水壓車間、化驗室、清砂車間等加工檢測設備完善,并于2002年通過ISO9001:2000質量管理體系認證。公司實施"以人為本"的現(xiàn)代化管理體制,注重提高員工的整體素質,以確保生產(chǎn)的專業(yè)化,產(chǎn)品的高質量。現(xiàn)我公司有大量球墨鑄鐵管現(xiàn)貨,將以優(yōu)惠的價格,批零兼營的方式,為您提供快捷優(yōu)質的服務,歡迎新老客戶前來洽談、電議。
xinfu