

| 產品參數 | |
|---|---|
| 產品價格 | 6550-15600/噸 |
| 發貨期限 | 1-5天 |
| 供貨總量 | 200噸 |
| 運費說明 | 貨到付款或現付 |
| 最小起訂 | 1 |
| 質量等級 | A |
| 是否廠家 | 代理 |
| 產品材質 | 齊全 |
| 產品品牌 | 國內各大鋼廠 |
| 產品規格 | 齊全 |
| 發貨城市 | 無錫 |
| 產品產地 | 天鋼,寶鋼,冶鋼,成鋼等 |
| 加工定制 | 可以 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國· |
| 產品重量 | 0.1-10000000 |
| 產品顏色 | 黑 |
| 質保時間 | 1年 |
| 外形尺寸 | 都有 |
| 適用領域 | 機械,化工,設備,電廠等等 |
| 是否進口 | 否 |
| 質量認證 | A |
| 產品功率 | 大 |
| 工作溫度 | 適合 |
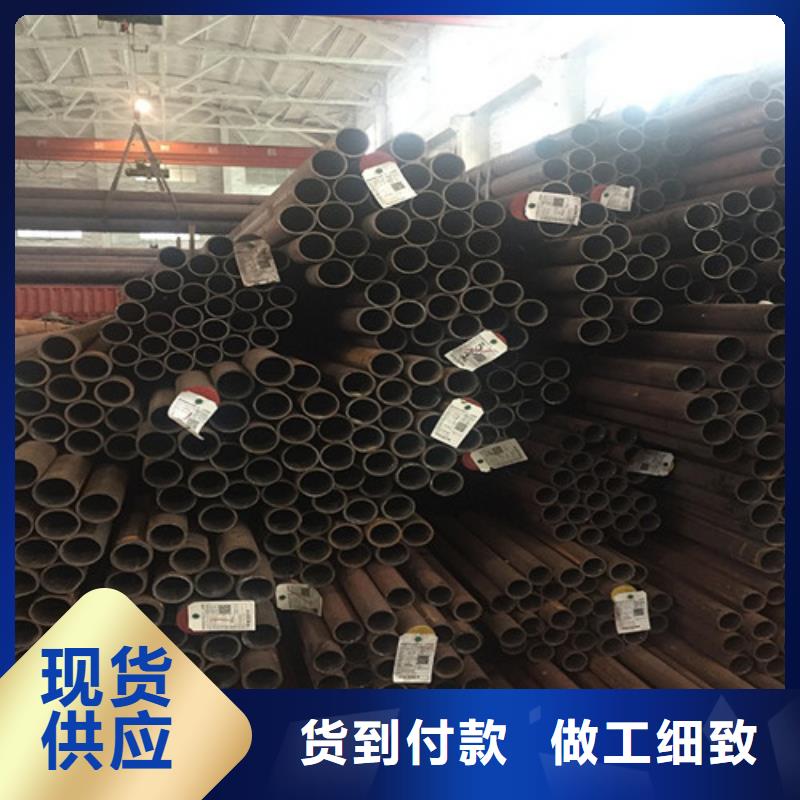
| 外形圓管 黑皮 亮皮 | 包裝捆裝 散裝等 |
| 長度1-15米長 | 性能合格 |
| 規格多 | 保質保量 |
| 材質多 | 運費合理 |
【導語】:20Cr無縫鋼管_新弘揚特鋼有限公司,固定電話:13395196588,移動電話:13382218448,聯系人:顧經理,QQ:2899273859,無錫工業園錢皋路168號發貨到貴州省 黔東南市 凱里市、黃平縣、施秉縣、三穗縣、鎮遠縣、岑鞏縣、天柱縣、錦屏縣、劍河縣、黎平縣、榕江縣、從江縣、雷山縣、麻江縣、丹寨縣 發貨到 貴州省黔東南市。 貴州省,黔東南苗族侗族自治州 2022年,黔東南苗族侗族自治州生產總值1293.08億元,比上年增長2.3%,兩年平均增長3.7%。



貴州結構鋼管的蒸汽吞吐是普遍采取的提高稠油開發效果的成熟技術,其主要設備是濕蒸汽發生器。對油田注汽用濕蒸汽發生器(也稱注汽鍋爐)破損的貴州結構鋼管進行了宏觀檢查、化學成分分析和金相分析,并分析了水垢形成原因,探討了濕蒸汽發生器爐管在工作條件下的結垢及腐蝕機理。檢測分析結果表明,貴州結構鋼管在短時間內處于強過熱狀態是造成貴州結構鋼管損壞的直接原因,結垢及水質的影響是發生爆管的原因之一。
假設鍋爐出口蒸汽壓力為14MPa,其對應溫度為337℃,根據鍋爐手冊以及有關的傳熱手冊,此時爐管外壁溫度TWB1=337+23.94=360.94℃,低于材料允許的使用溫度;當貴州結構鋼管結垢≥1mm時,外管壁溫度TWB2=337+263.93=600.93℃,較未結垢時的管壁溫度高出240℃,局部溫度遠遠超出貴州結構鋼管能承受的溫度。此時的鍋爐壓力遠遠超出了管材的許用應力,不可避免地將發生爆管事故。
應加強貴州結構鋼管壁厚度的監測力度,及時發現結垢和爐管腐蝕等問題,同時積極研究鍋爐動態報警技術,有效過熱問題的出現,此外還應按照標準嚴格控制鍋爐給水中的氯離子含量。
流體管是專門用于輸送具有流體性質介質的管材。
具有流體性質的介質,除了如水、油、溶液等液體介質以外,水泥,糧食,煤粉等固體介質,在一定條件下也可以流動。
流體管
流體管(3張)
流體管可以用鋼材制造,也可以用銅,鈦等有色金屬制造,甚至可以由塑料等非金屬材料制造。
流體管必須具有中空截面,但也可以是方形,三角形或其它任何形狀,有些裝備受條件限制,就必須采用矩形管,但是絕大多數還是使用圓管。圓管在所有幾何截面中具有小的周長/面積比,即在使用同樣數量材料的條件下,可以獲得 的內截面。
鋼管由于其成本低廉,強度高,在現代社會流體輸送中得到廣泛應用。鋼管按其生產工藝,分為無縫鋼管和焊管兩大類,其中焊管又分為高頻直縫焊管(ERW)螺旋焊管(SSAW)埋弧焊管(UOE)等。過去,流體管傳統上都是使用無縫鋼管,隨著材料科學,成型工藝,機組裝備的發展進步,焊管得到了極大的發展。焊管具有比無縫管壁厚均勻性好,精度高,耗能少,生產效率高的優點,要求很高的石油天然氣輸送管(API標準),過去幾乎百分之百使用無縫管,今天在美國、日本、歐洲發達 里,95%以上都已經被焊管取代。
鍍鋅管標準及尺寸標準GB/T3091-2015 低壓流體輸送用焊接鋼管GB/T13793-2016 直縫電焊鋼管GB/T21835-2008 焊接鋼管尺寸及單位長度重量用途編輯 語音使用說明常說的鍍鋅管,鍍鋅管的用途煤氣、暖氣用的那種鐵管也是鍍鋅管,鍍鋅管作為水管,使用幾年后,管內產生大量銹垢,流出的黃水不僅污染潔具,而且夾雜著不光滑內壁滋生的細菌,銹蝕造成水中重金屬含量過高,嚴重危害人體的。生產步驟工藝流程為:黑管——堿洗——水洗——酸洗——清水漂洗——浸助劑——烘干——熱浸鍍鋅——外吹——內吹——空冷——水冷——鈍化——水漂洗——檢驗——稱重——入庫。技術要求1、牌號和化學成分鍍鋅鋼管用鋼的牌號和化學成分應符合GB/T3091所規定的黑管用鋼的牌號和化學成分。2、制造方法黑管的制造方法(爐焊或電焊)由制造廠選擇。鍍鋅采用熱浸鍍鋅法。3、螺紋及管接頭(a) 帶螺紋交貨的鍍鋅鋼管,螺紋應在鍍鋅后車制。螺紋應符合YB 822的規定。(b)鋼制管接頭應符合YB 238的規定;可鍛鑄鐵管接頭應符合YB 230的規定。4、力學性能 鋼管鍍鋅前的力學性能應符合GB 3091的規定。5、鍍鋅層的均勻性鍍鋅鋼管應作鍍鋅層均勻性的試驗。鋼管試樣在硫酸銅溶液中連續浸漬5次不得變紅(鍍銅色)。6、冷彎曲試驗公稱口徑不大于50mm的鍍鋅鋼管應作冷彎曲試驗。彎曲角度為90°,彎曲半徑為外徑的8倍。試驗時不帶填充物,試樣焊縫處應置于彎曲方向的外側或上部。試驗后,試樣上不應有裂縫及鋅層剝落同象。
焊接式連接1、鍍鋅鋼管管口對接后不在一條直線和鋼管存在斜口的問題,建議將鋼管管頭截掉一小段兒后再進行加工。2、鍍鋅鋼管管口對接后出現兩支管口對接不嚴現象,導致焊口薄厚不均勻;以及鋼管由于本身原因或運輸磕碰,造成管口橢圓,建議將鋼管管頭截掉一小段兒后再進行加工。3、鍍鋅鋼管管口對接后,管口部位出現砂眼:4、焊接時由于技術原因造成。5、管口存在鋅瘤,造成焊接困難和砂眼問題,對鋅瘤過大、過多管進行簡單的鋅瘤去除處理。車絲式連接1、絲扣亂扣:管箍與絲扣不能完全接觸、松動,截掉亂扣部分,重新車絲安裝。2、鋼管絲扣與管箍絲扣不吻合,不能連接,應更換管箍或調整設備重新車絲。3、鋼管車絲后漏印:測量鋼管的壁厚是否能夠達到車絲管標準厚度要求(三)滾槽機滾壓成型的溝槽應符合下列要求1、管端至溝槽段的表面應平整無凹凸、無滾痕。2、溝槽圓心應與管壁同心,溝槽寬度、深度應符合要求,并檢查卡箍件型號是否正確。3、在橡膠密封圈上涂抹潤滑劑并檢查橡膠密封圈是否有損傷,潤滑劑不得采用油潤滑劑。
【總結】:在貴州省黔東南市采買20Cr無縫鋼管到新弘揚特鋼有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:顧經理-13395196588,QQ:2899273859,地址:《工業園錢皋路168號》。










