13298459090



聯系我們

更新時間:2025-01-04 22:06:40 瀏覽次數:4 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 26000 |
| 發貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 產品規格 | JMRLJ-3000 |
| 發貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3.5t |
| 質保時間 | 一年 |
| 設備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |

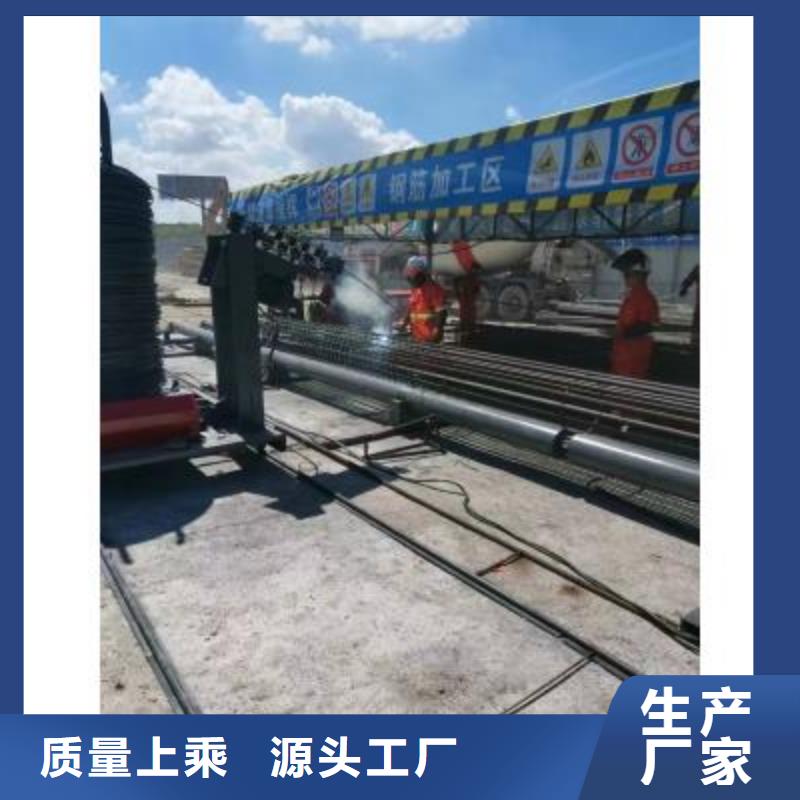


箍筋纏繞及焊接鋼筋安裝利用箍筋盤,通過調直機構,把箍筋端部與主筋連接,移動盤轉動前移,通過控制臺設定好的轉速與移動速度,進行箍筋纏繞及間距控制。箍筋與主筋交叉點采用CO2保護焊焊接。該部位為設備的選配結構,可選擇自動電話手,也可直接人工焊接。6、相鄰鋼筋籠對接以、二節鋼筋籠連接為例,當節鋼筋籠加工完成后,在末端剩余1m時,通過固定盤分料器,人工連接第二節主筋,完成后開動移動盤繼續向前移動,同時繼續纏繞箍筋,停止焊接,將第二節鋼筋籠拖出固定盤模板1m后,金華鋼筋籠繞筋機停止移動盤,鎖緊固定盤模板定位螺栓,人工標識主筋連接順序,拆開兩節鋼筋籠之間的連接,卸除節鋼筋籠,將移動盤回移到位后,重復以上工序,完成第二、三節鋼筋籠加工。7、加勁箍圈的制作與安裝加勁箍圈采用自動彎箍機進行加工。加勁箍圈安裝分為兩步,步分是在鋼筋籠完成自動滾焊后卸除鋼筋籠前,為保證整體剛度,在鋼筋籠兩端及中間各焊接一加勁箍圈;第二步是完成卸籠后,在半成品存放區進行剩余部分加勁箍圈的安裝及焊接及聲測管的安裝。
全自動金華鋼筋籠繞筋機操作流程1、變換規格調節滑塊位置時,一定要確認螺栓已緊固,以免焊接過程中滑塊飛出。2、當設備運行出現異常時,應立即停車檢查故障原因所在,待故障排除之后重新起車焊接。在維修或調整設 備(包括調節行程開關及接近開關位置)應將設備的所有電源全部切斷,方可進行調節或維修,嚴禁在設備帶 電狀態下進行調整。3、設備通電啟動前必須確保所有人員應遠離設備(包括環筋的供筋系統,不得跨越環筋),以免發生危險。4、滾焊機在焊接過程中,操作工必須時常注意設備的運行狀況,不得遠離設備而干其他工作。5、設備必須接地良好,在工作過程當中一旦發現設備漏電, 應立即停車切斷所有電源,待故障排除后方可繼續工作。6、必須做好設備的維護和保養,這點需注意的事情是平時機械一定要定期的維護和保養。

鋼筋籠繞筋機鋼筋籠滾焊機的分類
1、連續滾焊 連續滾焊時,工件在兩滾 間連續移動(即滾盤連續旋轉),焊接電流也連續通過工件。這種方法易使工件表面和熔核附近過熱,電機磨損嚴重,焊縫易出現較深的壓坑,因而很少使用。
2、斷續滾焊 斷續滾焊時,滾輪連續轉動,工件連續移動,電流斷續通過工件,形成的焊縫由彼此搭疊的熔核組成。由于電流斷續通過,在休止時間內,滾輪和工件得以冷卻,因而可以提高滾輪壽命,減小熱影響區寬度和工件變形,獲得較好的焊接質量,沒有連續滾焊時的缺點。斷續滾焊時,在熔核冷卻時滾盤已離開焊接區,沒有充分的鍛壓過程,熔核在壓力減小的情況下結晶,很容易產生表面過熱、縮孔和裂紋。
 <金華>建貿機械設備有限公司
金華數控鋼筋籠繞筋機來廠考察-河南建貿機械
<金華>建貿機械設備有限公司
金華數控鋼筋籠繞筋機來廠考察-河南建貿機械

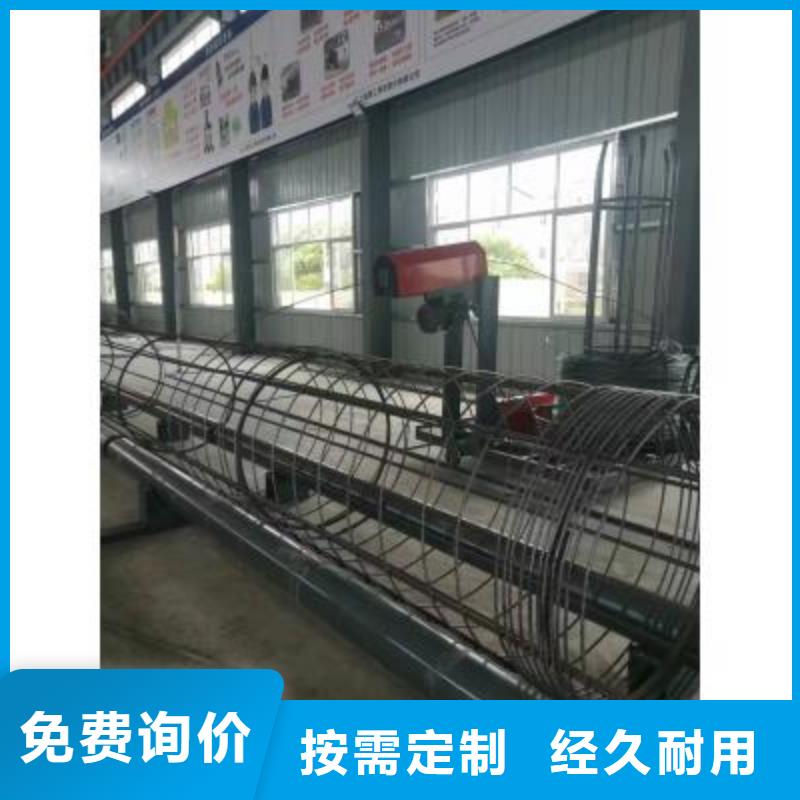
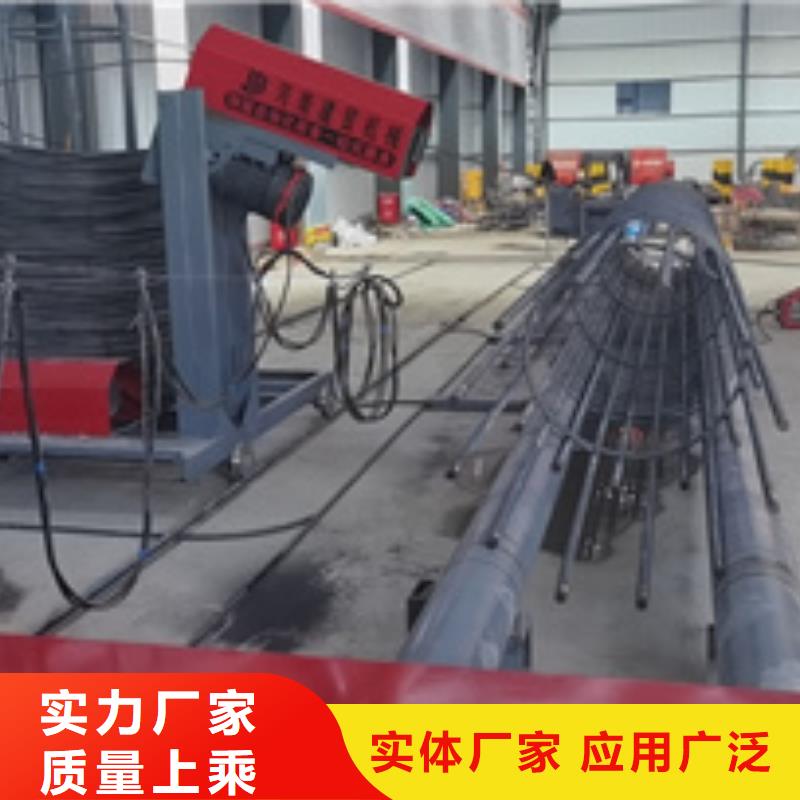
型號: JMRLJ-3000型可加工鋼筋籠直徑:400-3000mm可交工鋼筋籠長度:可達30米繞筋線度:0-15.4M/MN小車速度:0-1.38M/MN膠輥電機:Y90L-4 功率4KW小車電機:Y90L-4 功率4KW整機重:4500KG主機外形尺寸:13*1.8*0.8米小車外形尺寸:15*1.3*1.5米鋼筋籠吊裝中的是很重要,有血的教訓。要注意吊繩綁扎,注意。鉆孔灌注樁金華數控鋼筋籠繞筋機于年度引進國外,并于當年應用到武廣客運專線的施工建設中,隨后在廣深港客運專線京滬高速鐵路等重點施工項目中廣泛應用,并取得良好的社會效益和經濟效益。在各類建筑施工中,鋼筋加工是一個重要的環節,尤其在橋梁施工中,鋼筋籠的加工是基礎建設的重要環節。在過去的施工中,鋼筋籠采用手工軋制或手工焊接的,除了效率低下外,主要的缺點是制作的鋼筋籠差,設備尺寸不規范,影響到工程建設的工期與。