


聯系我們

銅止水在線咨詢
更新時間:2025-01-18 08:28:09 瀏覽次數:3 公司名稱:聊城 金鴻耀工程材料有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 10/米 |
| 發貨期限 | 1 |
| 供貨總量 | 995 |
| 運費說明 | 面議 |


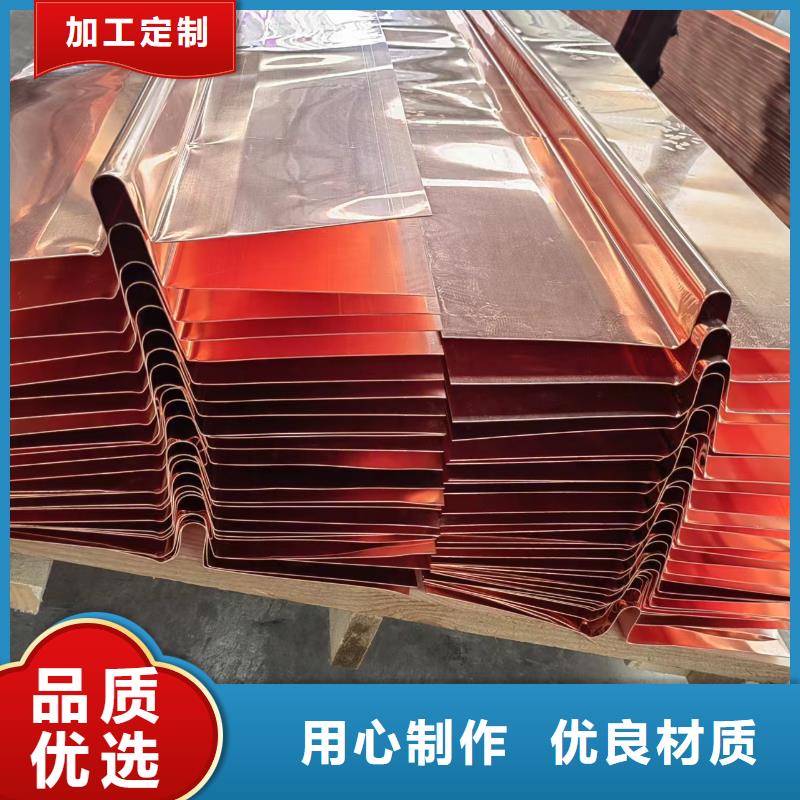






廣州止水銅片紫銅片止水帶 廣州止水銅片 紫銅止水帶價格 按型狀分為平板型止水帶(中部為平板的止水帶)止水帶不同形狀示意圖止水帶不同形狀示意圖變形型止水帶(能夠適應接縫變形的止水帶,又分為封閉型(中心孔等)和開敞型(中心變形體不封口)兩種,開敞型包括W型、F型、Ω型、波型等)一、銅板止水帶應平整,表面的浮皮、銹污、油漬均應干凈。如有砂眼、釘孔、裂紋應予焊補。二、銅板止水帶現場接長宜用搭接焊。搭接長度應不小于20mm,且應雙面焊接(包括“鼻子”部分)。經試驗能夠保證質量亦可采用對接焊接,但均不得采用手工電弧焊。三、焊接接頭表面應光滑、無砂眼或裂紋,不滲水。在工廠加工的接頭應抽查,抽查數量不少于接頭總數的20%。在現場焊接的接頭,應逐個進行外觀和滲透檢查。四、銅板止水帶安裝應準確、牢固,其“鼻子”中心線與接縫中心線偏差±5㎜。定位后應在“鼻子”空腔內填滿塑性材料。五、紫銅止水帶接頭必要時進行強度檢查,抗拉強度不應低于母材強度的75%。六、紫銅止水帶與PVC止水帶接頭,宜采用螺栓栓接法(俗稱塑料包紫銅),栓接長度不宜小于35cm。七、紫銅止水帶安裝應由模板夾緊定位,支撐牢固。水平止水片(帶)上或下50cm范圍內不宜設置水平施工縫。如無法避免,應采取措施把止水帶埋入或留出。
止水銅片的重量由于規格、型號不同,廣州止水銅片同樣長度的止水銅片重量必然不同。但我們可以根據自己所需要訂購的產品,大概計算其重量。止水銅片的重量計算方法,可以用密度*體積的方法。由于我公司提供的止水銅片是以含銅量99.9%以上的優質純銅加工而成,因為直接以純銅的密度8.9g/立方厘米計算。我公司提供的止水銅片長度一般為4m~6m,我們以4m長、300mm寬、厚度為1mm為例,這片止水銅片重量=長度*寬*厚度*密度=4000*300*1*8.9/1000克=10680克=10.68kg。因此,這種規格的止水銅片重量計算方法便可參照以上公式計算出大概的重量。若厚度、長度、寬度等有變化,修改相應的數字即可!
止水銅片和橡膠止水都廣泛的應用于大壩止水,并且經常以設置兩道止水的情況同時出現。那么,止水銅片和橡膠止水究竟能承受多大的水頭呢?如果超出承受范圍又該怎么設置制水系統?
止水銅片能承受水頭在140米以內,超過140米以上,止水銅片會順著水流方向發生彎折,更嚴重的會發生斷裂。因此,在超過140米以后多設置兩道止水或者采用復合銅作為其止水材料。而橡膠止水帶只能承受100米高的水頭。
止水銅片的焊接所用的電壓、電流、焊速、弧高四者是焊接質量的決定性因素,四者選擇恰當,才能有 適當的溫度和良好的熔化,廣州止水銅片才能保證止水銅板焊縫與封底的質量要求。
1.電壓:焊1.5毫米厚的止水銅片,采用28-35伏。彎邊高電壓可較大,彎邊低電壓可較小。
2.電流:采用140-190安培
3.焊速:以每分鐘0.8-1米為適。
4.弧高:一般弧高8-10毫米,起焊在100毫米范圍,收焊時,速度更快些,避免穿孔。
對紫銅止水帶施焊時應以熔邊的中心線作為焊接中心這樣才嫩更好的熔化和封底。
止水銅片紫銅止水焊接,通常采用搭接焊的方式,廣州止水銅片一般搭接長度不小于20mm,而焊接采用的焊條對焊接的工藝會有一定的影響。采用母材剪條焊接時,由于同時紫銅材料,熔點高,止水的厚度都小于2毫米,火焰功率小則紫銅板不熔化,火焰功率大則紫銅板容易被燒穿,極難操作掌握。使用H01-12型焊槍,1毫米厚的銅板用2號嘴,2毫米的銅板用4號、5號嘴。采用中性焰將紫銅板接縫處加熱至表面熔化,似汗珠出現時,加入焊條同時熔化,逐步前移,由于焊接過程中銅板容易被氧化,形成氧化亞銅對焊縫產生危害,所以要不斷的用焊條粘上硼砂加入焊縫中。
采用黃銅焊條焊接時,由于黃銅焊條熔點較低,母材不需熔化,屬于硬釬焊,所以操作簡單點,將銅止水加熱至亮紅色,900℃-1000℃時,加入黃銅焊條,使熔化的黃銅焊條,將上下紫銅止水的邊沿粘接牢固,焊接完成后,將焊縫加熱后用冷水急冷,可以提高焊接接頭的塑性和韌性,通常叫水韌處理。 將止水跟前的鋼筋安裝一根,用鉛絲將止水頂部固定于鋼筋上,以防止被風吹倒。焊接完成后,待焊縫冷卻下來,用毛刷將紫銅止水帶的單面刷上煤油,檢查是否有滲漏現象,如有滲漏現象則馬上補焊。
但是前者是傳統焊法,是 性接頭,不可分開,而后者屬于釬焊,用火焰燒烤則可將母材分開,預埋進大壩之后,他的抗拉次數肯定不及前者,即折疊次數肯定小于前者。另鋼筋窄間隙焊方面,鋼筋搭接焊規定焊縫長度為10倍d,即10倍于鋼筋的直徑,而鋼筋窄間隙焊縫卻只有1倍于鋼筋直徑,又采用同樣的焊接材料,同樣的焊接設備,沒有給焊縫添加任何合金元素,因此在做強度試驗時沒鋼筋接頭被從焊縫處拉斷,雖然強度達到要求,但還是從焊縫處拉斷。實驗室的師傅說:焊縫不合格的,從試驗角度分析,應該是母材拉斷而焊縫不斷才認為合格。本人認為那不可能,因為鋼筋窄間隙焊是兩根鋼筋端部的焊接,焊接時采用小電流則鋼筋端部熔合不好,采用大電流施焊,焊縫始終處于過熱狀態,合金元素燒損嚴重,所以焊縫金屬機械性能肯定低于母材。
