優(yōu)價(jià)廉的20Cr精密鋼管批發(fā)商")
優(yōu)價(jià)廉的20Cr精密鋼管批發(fā)商")
優(yōu)價(jià)廉的20Cr精密鋼管批發(fā)商")

優(yōu)價(jià)廉的20Cr精密鋼管批發(fā)商") 精密管軋制:將鋼材金屬坯料通過一對(duì)旋轉(zhuǎn)軋輥的間隙(各種形狀)因受軋輥的壓縮使材料截面減小,長(zhǎng)度增加的壓力加工方法。拉撥鋼材:將已經(jīng)軋制的金屬坯料(型、管、制品等)通過模孔拉撥成截面減小長(zhǎng)度增加的加工方法大多用作冷加工。將帶鋼送入12cr5moi合金鋼管機(jī)組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm并使焊口兩端齊平。如間隙過大,則造成鄰近效應(yīng)減少,渦流熱量不足,焊縫晶間接合不良而產(chǎn)生未熔合或開裂。如間隙過小則造成鄰近效應(yīng)增大,焊接熱量過大,造成焊縫燒損;或者焊縫經(jīng)擠壓、滾壓后形成深坑,影響焊縫表面質(zhì)量。12cr5moi合金鋼管焊接溫度主要受高頻渦流熱功率的影響,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵(lì)頻率的平方成正比;而電流激勵(lì)頻率又受激勵(lì)電壓、電流和電容、電感的影響。激勵(lì)頻率公式為:f=1/[2π(cl1/...式中:f-激勵(lì)頻率(hzc-激勵(lì)回路中的電容(f電容=電量/電壓;l-激勵(lì)回路中的電感,電感=磁通量/電流?當(dāng)輸入熱量不足時(shí),被加熱的焊縫邊緣達(dá)不到焊接溫度,12cr5moi合金鋼管組織仍然保持固態(tài),形成未熔合或未焊透;當(dāng)輸入熱時(shí)不足時(shí),被加熱的焊縫邊緣超過焊接溫度,產(chǎn)生過燒或熔滴,使焊縫形成熔洞。
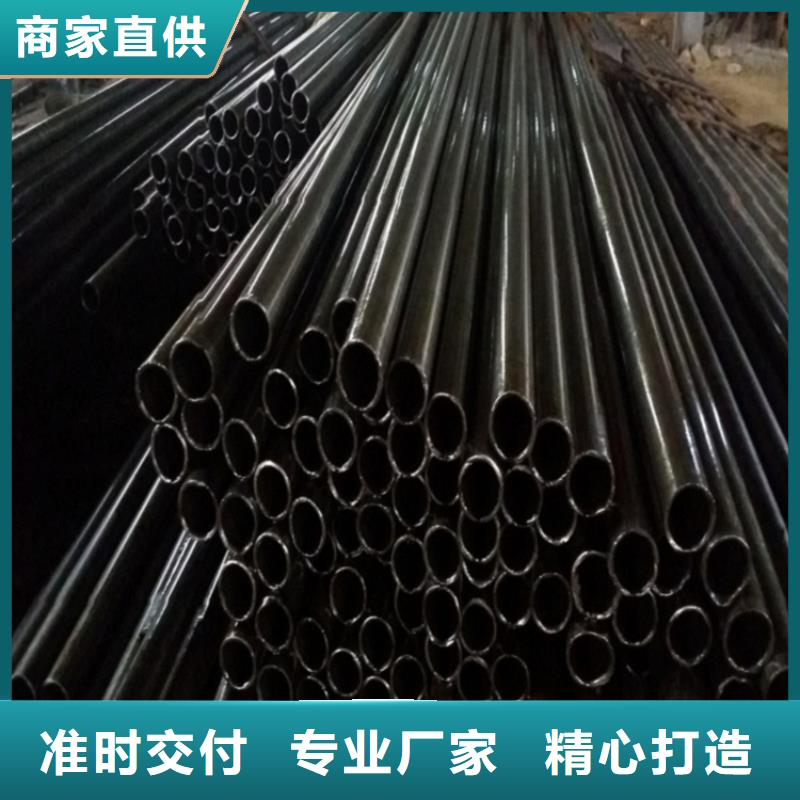
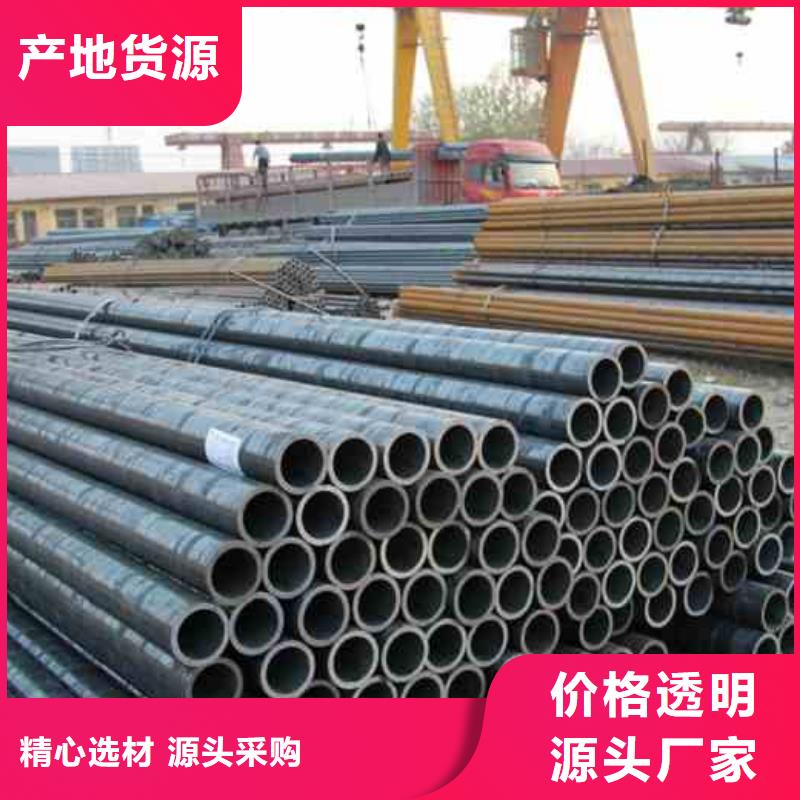
精密管,是一種經(jīng)過了冷拔,或者是熱軋?zhí)幚碇蟮母呔艿匿摴懿牧稀_@使得管道,能夠高壓無泄漏即使經(jīng)過了擴(kuò)口,或者是壓扁等操作,管道也不會(huì)出現(xiàn)裂縫的現(xiàn)象。這樣保證了設(shè)備的正常運(yùn)轉(zhuǎn),加快了生產(chǎn)效率提高了整體利益。
、精密鋼管之所以有這個(gè)稱謂是因?yàn)榫茕摴茉诔叽缟细樱摴艿膬?nèi)外表面也更加光滑,韌性也更好。鋼管擴(kuò)口、壓扁無裂痕、冷彎不變形,并能承受高壓,能作各種復(fù)雜變形及機(jī)械深加工處理。
以前大家在使用鋼管的過程中,總是會(huì)遇到這樣那樣的問題。比如尺寸不夠,表明毛刺太多,不太容易加工。這不僅僅拖延了工程得到進(jìn)度同時(shí)還因?yàn)檠悠跒檫@些行業(yè)帶來一定的經(jīng)濟(jì)損失。直到精密鋼管的出現(xiàn)才解決了這樣的問題。因他總是能夠?qū)⒊叽绲恼`差,控制在一定的范圍以內(nèi)。
大金鋼管制造有限公司
精密管軋制:將鋼材金屬坯料通過一對(duì)旋轉(zhuǎn)軋輥的間隙(各種形狀)因受軋輥的壓縮使材料截面減小,長(zhǎng)度增加的壓力加工方法。拉撥鋼材:將已經(jīng)軋制的金屬坯料(型、管、制品等)通過模孔拉撥成截面減小長(zhǎng)度增加的加工方法大多用作冷加工。將帶鋼送入12cr5moi合金鋼管機(jī)組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm并使焊口兩端齊平。如間隙過大,則造成鄰近效應(yīng)減少,渦流熱量不足,焊縫晶間接合不良而產(chǎn)生未熔合或開裂。如間隙過小則造成鄰近效應(yīng)增大,焊接熱量過大,造成焊縫燒損;或者焊縫經(jīng)擠壓、滾壓后形成深坑,影響焊縫表面質(zhì)量。12cr5moi合金鋼管焊接溫度主要受高頻渦流熱功率的影響,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵(lì)頻率的平方成正比;而電流激勵(lì)頻率又受激勵(lì)電壓、電流和電容、電感的影響。激勵(lì)頻率公式為:f=1/[2π(cl1/...式中:f-激勵(lì)頻率(hzc-激勵(lì)回路中的電容(f電容=電量/電壓;l-激勵(lì)回路中的電感,電感=磁通量/電流?當(dāng)輸入熱量不足時(shí),被加熱的焊縫邊緣達(dá)不到焊接溫度,12cr5moi合金鋼管組織仍然保持固態(tài),形成未熔合或未焊透;當(dāng)輸入熱時(shí)不足時(shí),被加熱的焊縫邊緣超過焊接溫度,產(chǎn)生過燒或熔滴,使焊縫形成熔洞。
精密管,是一種經(jīng)過了冷拔,或者是熱軋?zhí)幚碇蟮母呔艿匿摴懿牧稀_@使得管道,能夠高壓無泄漏即使經(jīng)過了擴(kuò)口,或者是壓扁等操作,管道也不會(huì)出現(xiàn)裂縫的現(xiàn)象。這樣保證了設(shè)備的正常運(yùn)轉(zhuǎn),加快了生產(chǎn)效率提高了整體利益。
、精密鋼管之所以有這個(gè)稱謂是因?yàn)榫茕摴茉诔叽缟细樱摴艿膬?nèi)外表面也更加光滑,韌性也更好。鋼管擴(kuò)口、壓扁無裂痕、冷彎不變形,并能承受高壓,能作各種復(fù)雜變形及機(jī)械深加工處理。
以前大家在使用鋼管的過程中,總是會(huì)遇到這樣那樣的問題。比如尺寸不夠,表明毛刺太多,不太容易加工。這不僅僅拖延了工程得到進(jìn)度同時(shí)還因?yàn)檠悠跒檫@些行業(yè)帶來一定的經(jīng)濟(jì)損失。直到精密鋼管的出現(xiàn)才解決了這樣的問題。因他總是能夠?qū)⒊叽绲恼`差,控制在一定的范圍以內(nèi)。
大金鋼管制造有限公司
優(yōu)價(jià)廉的20Cr精密鋼管批發(fā)商") 精密鋼管在熱處理工藝中淬火工序造成的廢品率往往較高,這主要是在淬火過程中,同時(shí)形成較大
的熱應(yīng)力與組織應(yīng)力,此外,由于精密鋼管內(nèi)在的冶金缺陷、選材不當(dāng),錯(cuò)料、設(shè)計(jì)上的結(jié)構(gòu)工藝
性差、冷、熱加工過程中形成的缺陷等因素,均容易在淬火、回火工藝中暴露出來,因此對(duì)零部件
淬火、回火后的缺陷必須進(jìn)行系統(tǒng)的分析與調(diào)查。 淬火變形與淬火裂紋 在實(shí)際生產(chǎn)中,應(yīng)該根
據(jù)淬火變形與淬火裂紋的形成原因采取有效的措施。精密管熱處理盡管做到均勻加熱及正
確加熱:工件形狀復(fù)雜或截面尺寸相差懸殊時(shí),常因加熱不均勻而變形。為此,工件在裝爐前,對(duì)
不許淬硬的孔及截面突變處,應(yīng)采用石棉繩堵塞或綁扎等辦法,以改善其受熱條件,對(duì)一些薄壁圓
環(huán)等易變形零件,可設(shè)計(jì)特定淬火夾具,。這些措施既有利于加熱均勻,又有利于冷卻均勻。工件
在爐內(nèi)加熱時(shí),應(yīng)均勻放置,防止單面受熱,應(yīng)放平,避免工件在高溫塑形狀態(tài)因自重而變形。對(duì)
細(xì)長(zhǎng)零件及袖類零件盡量采用井式爐或鹽爐垂直懸掛加熱。限制或降低加熱速度,可減少工件截面
溫差,使加熱均勻。因此對(duì)大型鍛模、高速鋼及高合金鋼工件,以及形狀復(fù)雜、厚薄不勻、要求變
形小的零件,一般都采用預(yù)熱加熱或限制加熱速度的措施。合理選擇淬火加熱溫度,也是減少或防
止變形、開裂的關(guān)鍵。
大金鋼管制造有限公司
精密鋼管在熱處理工藝中淬火工序造成的廢品率往往較高,這主要是在淬火過程中,同時(shí)形成較大
的熱應(yīng)力與組織應(yīng)力,此外,由于精密鋼管內(nèi)在的冶金缺陷、選材不當(dāng),錯(cuò)料、設(shè)計(jì)上的結(jié)構(gòu)工藝
性差、冷、熱加工過程中形成的缺陷等因素,均容易在淬火、回火工藝中暴露出來,因此對(duì)零部件
淬火、回火后的缺陷必須進(jìn)行系統(tǒng)的分析與調(diào)查。 淬火變形與淬火裂紋 在實(shí)際生產(chǎn)中,應(yīng)該根
據(jù)淬火變形與淬火裂紋的形成原因采取有效的措施。精密管熱處理盡管做到均勻加熱及正
確加熱:工件形狀復(fù)雜或截面尺寸相差懸殊時(shí),常因加熱不均勻而變形。為此,工件在裝爐前,對(duì)
不許淬硬的孔及截面突變處,應(yīng)采用石棉繩堵塞或綁扎等辦法,以改善其受熱條件,對(duì)一些薄壁圓
環(huán)等易變形零件,可設(shè)計(jì)特定淬火夾具,。這些措施既有利于加熱均勻,又有利于冷卻均勻。工件
在爐內(nèi)加熱時(shí),應(yīng)均勻放置,防止單面受熱,應(yīng)放平,避免工件在高溫塑形狀態(tài)因自重而變形。對(duì)
細(xì)長(zhǎng)零件及袖類零件盡量采用井式爐或鹽爐垂直懸掛加熱。限制或降低加熱速度,可減少工件截面
溫差,使加熱均勻。因此對(duì)大型鍛模、高速鋼及高合金鋼工件,以及形狀復(fù)雜、厚薄不勻、要求變
形小的零件,一般都采用預(yù)熱加熱或限制加熱速度的措施。合理選擇淬火加熱溫度,也是減少或防
止變形、開裂的關(guān)鍵。
大金鋼管制造有限公司
優(yōu)價(jià)廉的20Cr精密鋼管批發(fā)商")
點(diǎn)擊查看大金鋼管制造有限公司的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】