
數(shù)十年來,盛豐管道防腐保溫工程有限公司始終引導(dǎo)FBE/2FBE防腐鋼管制造品質(zhì),并持續(xù)沉淀,創(chuàng)立數(shù)字化,自動化,模具化的工藝標(biāo)準(zhǔn),各主要FBE/2FBE防腐鋼管部件已實(shí)現(xiàn)專業(yè)化、 規(guī)模化生產(chǎn),絕大多數(shù)FBE/2FBE防腐鋼管產(chǎn)品可以滿足客戶短時間交貨的需要。
系方式")
系方式")
系方式")
玉樹保溫鋼管3-聯(lián)系方式
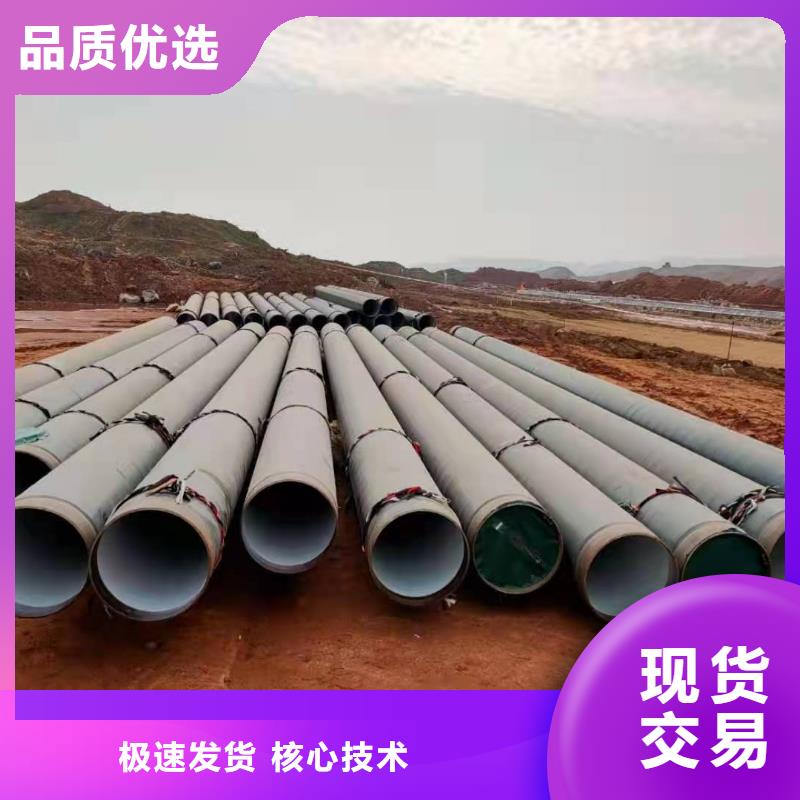
玉樹防腐保溫鋼管,玉樹環(huán)氧粉末防腐鋼管工藝流程:前處理~預(yù)熱中頻~鋼管上線拋丸除銹~除銹后檢測~加熱中頻,環(huán)氧粉末噴涂~冷卻~在線檢測~鋼管下線 一、玉樹環(huán)氧粉末防腐鋼管表面處理 1、基層處理,使用有機(jī)溶劑除去鋼管表面油污,鋼管通過傳送帶傳輸至中頻加熱裝置,進(jìn)行中頻預(yù)熱(預(yù)熱溫度60℃左右),去除油水濕氣等。 2、噴砂處理,用離心拋丸機(jī)將鋼砂高速噴射鋼管表面,銹層,并干凈表面浮塵。達(dá)到Sa2.5級除銹標(biāo)準(zhǔn),粗糙度40一100拌m。 3、除銹后檢測,先目測對有疵點(diǎn)的鋼管進(jìn)行修整或剔除,再按照標(biāo)準(zhǔn)規(guī)定的檢測頻率使用粗糙度測量儀等檢測除銹等級。 二、玉樹環(huán)氧粉末防腐鋼管加熱 經(jīng)過表面除銹處理的螺旋鋼管采用無污染的電感應(yīng)加熱熱源(鋼管通過載有交變大電流的線圈所形成的交變磁場而產(chǎn)生渦流加熱)均勻加熱。加熱的溫度可根據(jù)生產(chǎn)速度、管壁的厚薄以及涂層膠化、固化時間進(jìn)行調(diào)整,一般為230~260℃左右。用測溫儀進(jìn)行連續(xù)測量,以準(zhǔn)確控制鋼管表面溫度。 三、玉樹環(huán)氧粉末防腐鋼管粉末涂裝 FBE環(huán)氧粉末先在流化床內(nèi)充分流化,然后通過靜電噴槍,使粉末顆粒帶負(fù)電,均勻地豁附在接地的經(jīng)預(yù)熱的鋼管表面。對于少量擴(kuò)散的粉末,可通過回收系統(tǒng)回收,不會造成粉塵污染。涂層的厚度根據(jù)要求,由上粉量、生產(chǎn)速度等調(diào)節(jié),設(shè)計(jì)厚度400一1200拼m。 四、玉樹環(huán)氧粉末防腐鋼管粉末熔化、流動、勃合、固化 赫附在預(yù)熱鋼管表面的環(huán)氧粉末受熱熔化,并流動,進(jìn)一步流平覆蓋整個鋼管表面,特別在鋼管表面的凹陷處以及焊道兩側(cè),熔融的涂料流人填平,使涂層與鋼管緊密結(jié)合, 限度減少空隙。流平后的涂層進(jìn)一步膠化、固化。根據(jù)不同的生產(chǎn)速度以及對膠化、固化溫度、時間的要求,采用不同類型的粉末與之相對應(yīng)。 五、玉樹環(huán)氧粉末防腐鋼管涂層冷卻 涂層可進(jìn)行自然冷卻,也可以在固化后進(jìn)行強(qiáng)制冷卻(水冷卻)以達(dá)到加大生產(chǎn)速度,節(jié)約生產(chǎn)場地的目的。 六、玉樹環(huán)氧粉末防腐鋼管在線檢測 在防腐管道表面溫度降至100℃以下后,用火花檢漏儀對涂層做漏點(diǎn)檢測,并在漏點(diǎn)部位做出標(biāo)記,下線后按標(biāo)準(zhǔn)要求進(jìn)行修補(bǔ)。
系方式")