
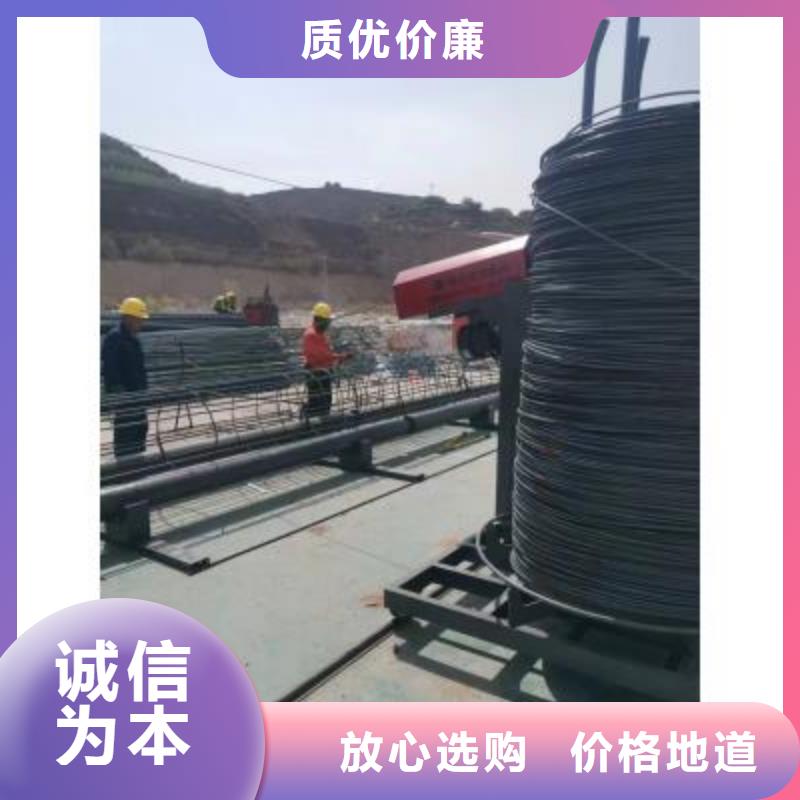





b)上料 把主筋安放到主筋料架上,每次安放主筋的數母符合設計圖紙中鋼筋籠主筋數云要求;把口盤箍筋安放到箍筋料架上,并讓箍筋穿過箍筋矯直機構;鋼筋籠繞筋機
c)穿筋、固定 主筋通過分料盤穿過固定盤到移動盤,并在移動盤對其進行固定,主筋的間距符合設計圖紙要求,按照設計圖紙的要求,把加工好的加強鋼筋箍放到主筋籠內;
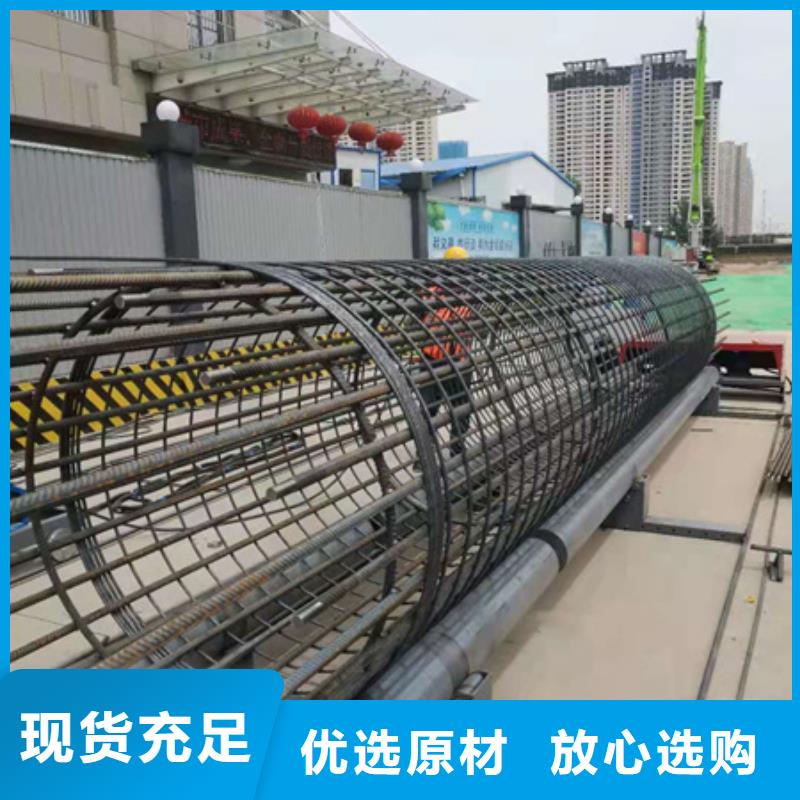
d)起始焊接 將箍筋和主筋交叉焊接固定,箍筋并排連續繞兩圈,并與主筋焊接牢固;
e)正常焊接 分料盤和固定盤同步旋轉,使箍筋連續在主筋上纏繞,并進行焊接;同時移動盤按照箍筋間距設置的參數,在拖動系統下緩慢向前移動,并按照設計要求,對加強鋼筋箍進行定位焊接;
f)終止焊接 一節鋼筋籠箍筋焊接完成后.終止焊接作業;
s)切斷箍筋 根據一節鋼筋籠箍筋預留的長度,把箍筋切斷;
鋼筋接頭采用幫條焊或搭焊時,焊縫長度不應小于幫條或搭接長度,焊縫高度應大于等于0.3d,并不小于4mm;焊縫寬度大于等于0.7d,并不小于10mm。
6.外觀檢查鋼筋籠繞筋機
鋼筋電弧焊接頭外觀檢查應在接頭清渣后逐個進行目測或量測. 接頭處不得有裂紋焊縫表面平整,不得有較大的凹陷、焊瘤。
當有外觀檢查不合格接頭時,經修理或補強后,可提交二次驗收。
鋼筋焊接必須做強度檢驗,以300個同類型接頭(同鋼筋級別、同接頭形式、同焊接位置)作為一批,不足300個時,按一批計。強度檢驗時,從成品中每批切取三個接頭進行拉伸試驗。

鋼筋籠滾焊機運行中工作原理 根據施工要求,鋼筋籠的主筋通過人工穿過固定旋轉盤相應模板圓孔至移動旋轉盤的相應孔中進行固定,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定旋轉盤及移動旋轉盤轉動把繞筋纏。 B. 人員 5-7人/班,工期緊時,可分兩班。C. 耗材 CO2氣體、焊絲、焊條等就近定點采購。D. 機具 除主設備滾焊機外, 還需準備切斷機1臺、對焊機2臺以上、連接設備1臺以上。 籠同心度。 筋籠變形;是10mm以上繞筋較密時,人工更難保證質量。鋼筋籠繞筋機
“信就是命、質還是命。”這是河南建貿全體家人秉承“心經”,也是為之努力目標。通過建立人品合一雙贏服務,對內打造動態狀組織,對外構筑開放平臺,成為機電者和規則制定者。
 建貿機械設備有限公司
靖江云南鋼筋籠繞筋機商家優選
建貿機械設備有限公司
靖江云南鋼筋籠繞筋機商家優選

用其他方式制作骨架時,考慮骨架存放區布置,更可以采用骨架模具生產骨架。人工生產骨架要注意整體布局,合理安排場地,骨架制作、骨架存放與轉運,各工序之間盡可能互不干擾,過程流暢,盡可能實現流水線生產方式。小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架旋轉、小車直行,纏繞筋拉動圓盤自行轉動。調速;按繞筋間距要求的10倍在車輪下方做記號,數鋼筋籠轉10圈整,測量小車行走距離,變頻調速接近該數值為宜,并記住變頻調定值備用。也可直接在鋼筋籠上測量與調整要求的間距值。在主機速度確認不變后,根據變頻器初始參數0-50均分并計算,可以快時間調到所需數值。確認的一個或幾個數值記錄備用。場地足夠時可以不用小車上的圓盤,在***距離上將盤圓材料后倒臥放,靖江鋼筋籠繞筋機纏繞筋直接通過放線器進行繞筋工作,也可以用調直機配合使用。
