



精密管的應用已經在很多的地區得到了應用,主要用在金屬行業,建材行業和一些建筑管道行業進行展開。但是精密管的生產要遵循一定的技術,加工的技術的工藝流程是非常重要的,那么常規的技術是不能少的,下面我們主要來看一下精密管的生產工藝流程。 精密管的生產工藝主要包括冷拔,熱軋和熱擴。主要的加工程序有坯料鋸切工序,環形爐加熱工序,穿孔工序,軋管工序,定徑工序,冷床工序,矯直工序,切管吹灰工序,漏磁探傷工序,表面檢查和測長稱重到打包入庫。 主要的技術標準有結構用無縫鋼管GB/T8162-2008輸送流體用無縫鋼管GB/T8163-2008低中壓鍋爐用無縫鋼管 GB3087-2008液壓支柱用熱軋無縫鋼管GB/T1396-1998高壓鍋爐用無縫鋼管GB5310-2008API套管和油管規范 API5CT管線鋼管規范API5L-44低溫管道用無縫鋼管GB/T18984-2003。
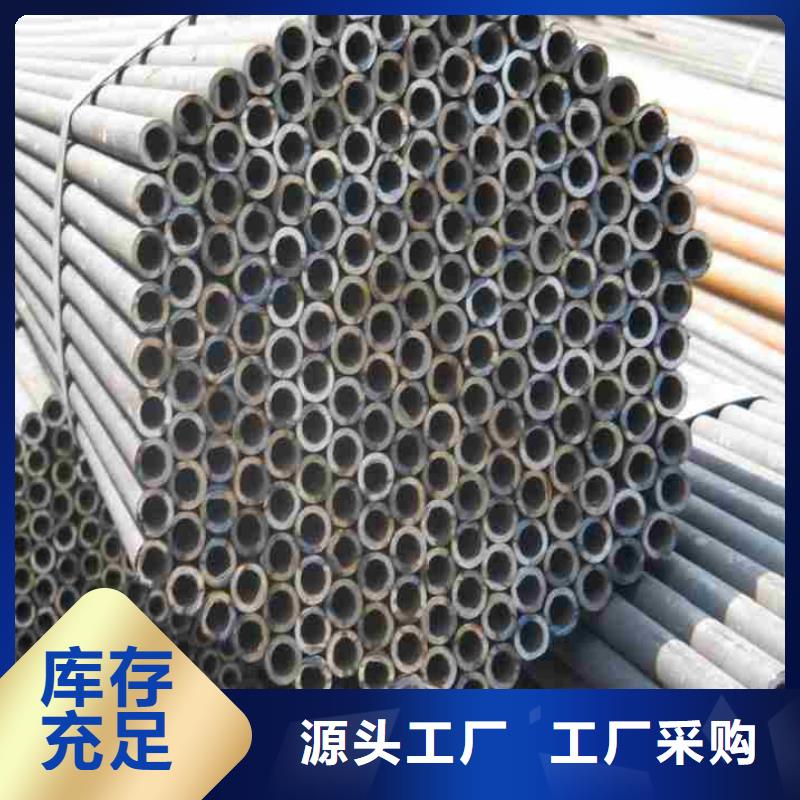
大金鋼管制造有限公司 找湘西厚壁精密管 生產廠家精密管的原料是精密管坯,精密管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200℃。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.精密管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,精密管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后,用油漆噴上編號、規格、生產批號等。并由吊車吊入倉庫中。 精密管分熱軋和冷軋(撥)精密管兩類。

 大金鋼管制造有限公司
大金鋼管制造有限公司
單就生產流程來看,精密管和普通的無縫鋼管類似,從管坯、剝皮,再到穿孔、修磨,每一個生產步驟都力臻完美,可以說,這種類型的管道材料在質量方面是非常不錯的。無縫鋼管雖然是無縫焊接,但往往需要承受很大的壓力,而精密鋼管則不同,這種類型的管道材料,對于內孔和外壁尺寸都有嚴格的要求,因此在質量的方面,往往更加能夠得到保證。 市場中大多數的精密鋼管不但外徑更小,同時,多數都是采用的批量生產的方法,因為精密度高,所以表面質量更好,在性能方面有顯著的優越性。金屬密度大,也是精密鋼管的一大特點,相對于熱軋類的精密鋼管,冷拔類的精密鋼管在精密度方面有更為出色的表現,所以,這種類型的管道材料才會在市面上如此受歡迎。 現在市面上生產的精密鋼管,大多數都是采用熱處理工藝制造而成的,前奏需要進行真空退火,退火的溫度越低,則對于真空度的要求越高,在此過程中,需要經過極為復雜的過程,相對而言,精密鋼管對于技術方面的要求要高出許多,所以,這種管道材料在質量的方面才會具有如此顯著的優勢。
