



更新時間:2025-01-20 01:12:27 瀏覽次數:5 公司名稱:聊城 山東中魯金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 6000/噸 |
| 發貨期限 | 3天左右 |
| 供貨總量 | 20000 |
| 運費說明 | 可物流 |
| 最小起訂 | 1kg |
| 質量等級 | 正品受理質量異議 |
| 是否廠家 | 是 |
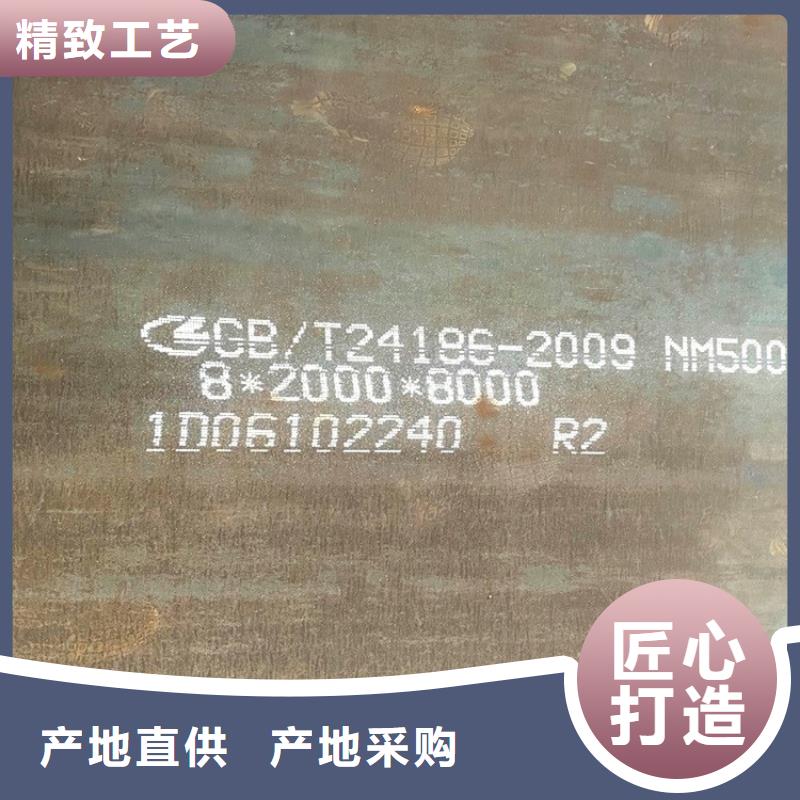
| 產品材質 | NM400-NM450-NM500-MN13 |
| 產品品牌 | 漣鋼-中普-新余 |
| 產品規格 | 厚度3-100MM齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 中國 |
| 加工定制 | 可按需切割下料 |
| 產品型號 | 耐磨鋼板 |
| 可售賣地 | 全國 |



通化耐磨鋼板NM500經銷商電話
山東中魯金屬期待與您合作~公司常年主營:
耐磨鋼板:nm360耐磨板,nm400耐磨板,nm450耐磨板,nm500耐磨板(3-100MM
合金鋼板:40Cr鋼板、42CrMo鋼板、15CrMo鋼板、12Cr1MoV鋼板(3-300MM)
彈簧鋼板:65Mn彈簧鋼板,60Si2Mn彈簧板,另有各種材質彈簧鋼帶(2-60MM
特厚鋼板:普板Q235B,錳板 Q345B(Q355B/16MN) ,碳結板45#(100MM-600MM
耐候鋼板:SPA-H、Q235NHG、Q355NHG等可加工做銹
高強度鋼板:Q345高強板,Q460高強板,Q550高強板,Q690高強板
鍋爐容器板:20G、245R鍋爐板、 Q345R容器板
萬噸庫存厚度0.1mm-600mm
切割零售、擁有萬瓦激光切割·火焰切割等設備數臺~!可為用戶切割各種特殊規格,圖紙加工、


nm400耐磨鋼板焊接方法;nm400耐磨板適用于埋弧焊、手工電弧焊和氣體保護焊等多種焊接方法低強度水準的焊接材料,不易產生低溫裂紋,因此盡量選用低強度的軟性焊材。如果焊接點需要承受磨損,也只在 的焊道使用可產生與母管相匹配硬度的硬性耐磨焊材。 1、盡量減低焊接中氫的輸入,減少開裂可能:焊前去除nm400耐磨板焊接部位的油漆、銹跡、油、焊渣等污跡,保持良好的狀態。這些污跡會引起nm400耐磨板表面的焊接缺陷和低溫裂紋;對焊接材料使用低氫系、超低氫系的焊接材料;必要時,按要求對nm400耐磨板進行預熱或焊后保溫,預熱包括焊前加熱焊縫及多道焊接過程中保持適當的層間溫度。 2、盡量降低焊后殘余應力,減少開裂可能:由于焊縫未填滿時殘余應力極高,由此焊接須連續完成,多道焊時避免層間溫度以下的冷卻;精心設計焊接結構——避免焊接斷面過渡過于劇烈,焊縫過于集中,確保焊接件結構配合合理,焊縫無缺口;保證每個焊接件盡可能長時間地自由收縮。

NM400耐磨鋼板的熱處理工藝有?NM400耐磨板有多種熱處理工藝,它們適用于不同的范圍。如直接淬火和低溫回火不能細化鋼的晶粒,工件淬火變形大,堆焊nm400耐磨板滲碳件表面殘余奧氏大,表面硬度低。操作簡單,成本低。它用于處理變形和沖擊載荷很小的零件。適用于氣體滲碳和液體滲碳。 NM400耐磨板在800-850的低溫下進行預冷和直接淬火回火,可以減少耐磨板的淬火變形,滲層中的殘余奧氏體積也可以稍微減小。堆焊nm400耐磨板表面硬度略有提高,但奧氏體晶粒沒有變化。它廣泛用于制造細晶粒鋼的各種工具。 NM400耐磨板的二次淬火、冷處理和低溫回火主要用于滲碳后未加工的高合金鋼工件。滲碳和高溫回火,一次性加熱淬火,低溫回火,淬火溫度840-860,主要用于鉻鎳合金滲碳工件。 NM400耐磨板二次淬火和低溫回火的對策主要是改善滲層組織。當對心部性能要求不高時,可以在材料的AC1和Ac3之間淬火。當對心部性能要求高時,應在AC3以上淬火。主要用于對機械性能要求高的重要滲碳零件,特別是粗晶粒鋼。但是滲碳后,工件需要在高溫下加熱兩次,增加了工件的變形和氧化脫碳,熱處理工藝復雜。 nm400耐磨板經過一次加熱淬火和低溫回火,淬火溫度為820-850或780-810;對于那些對心部, 820-850淬火強度要求較高,對心部,低碳M和表面硬度要求較高的,在780-810淬火可以細化晶粒。適用于固體滲碳碳鋼和低合金堆焊耐磨400耐磨板,氣體和液體滲碳粗晶粒鋼

1。耐磨鋼板的用途:1)火電廠:中速磨煤機筒體襯板、風機葉輪窩殼、除塵器入口煙道、灰渣導管、斗輪機襯板、分離器連接管、碎煤機襯板、煤斗及破碎機襯板、燃燒器燒嘴、落煤斗及漏斗襯板、空預器支架護瓦、分離器導向葉片。以上部件對耐磨鋼板的硬度和耐磨強度要求不高,可采用材料制成NM360/400厚度6-10mm耐磨鋼板。2)煤場:給料槽及漏斗襯里、料斗襯里、風機葉片、推料機底板、旋風除塵器、焦炭導向器襯里、球磨機襯里、鉆頭穩定器、螺旋給料器時鐘及底座、揉捏機鏟斗襯里、環形給料機、翻斗車底板。煤場運行環境惡劣,對耐磨鋼板的耐腐蝕性和耐磨強度有一定要求。建議使用材料NM400/450 HARDOX400厚度8-26mm耐磨鋼板。3)水泥廠:滑槽襯里、末端襯里、旋風除塵器、粉末選擇機葉片和導向葉片、風扇葉片和襯里、回收斗襯里、螺旋輸送機底板、管道部件、熔塊冷卻盤襯里、輸送槽襯里。這些部件還需要更好的耐磨鋼板,可以用作材料NM360/400 HARDOX400厚度8-30mmd耐磨鋼板。4)裝載機械:卸料機鏈板、料斗襯板、抓斗刃板、自動翻斗車翻斗板、自卸車身。這需要耐磨強度和硬度高耐磨鋼板。建議使用材料NM500 HARDOX450/500厚度在25-45MM耐磨鋼板。5)礦山機械:礦物、石材破碎機襯板、葉片、輸送機襯板、擋板。這些部件需要很高的耐磨性,可用的材料是NM450/500 HARDOX450/500厚度在10-30mm耐磨鋼板。6)施工機械:水泥推料機齒板、混凝土攪拌樓、攪拌機襯板、除塵器襯板、磚機模板。材料為NM360/400厚度10-30mm耐磨鋼板。

NM400耐磨鋼板的熱處理工藝有?NM400耐磨板有多種熱處理工藝,它們適用于不同的范圍。如直接淬火和低溫回火不能細化鋼的晶粒,工件淬火變形大,堆焊nm400耐磨板滲碳件表面殘余奧氏大,表面硬度低。操作簡單,成本低。它用于處理變形和沖擊載荷很小的零件。適用于氣體滲碳和液體滲碳。 NM400耐磨板在800-850的低溫下進行預冷和直接淬火回火,可以減少耐磨板的淬火變形,滲層中的殘余奧氏體積也可以稍微減小。堆焊nm400耐磨板表面硬度略有提高,但奧氏體晶粒沒有變化。它廣泛用于制造細晶粒鋼的各種工具。 NM400耐磨板的二次淬火、冷處理和低溫回火主要用于滲碳后未加工的高合金鋼工件。滲碳和高溫回火,一次性加熱淬火,低溫回火,淬火溫度840-860,主要用于鉻鎳合金滲碳工件。 NM400耐磨板二次淬火和低溫回火的對策主要是改善滲層組織。當對心部性能要求不高時,可以在材料的AC1和Ac3之間淬火。當對心部性能要求高時,應在AC3以上淬火。主要用于對機械性能要求高的重要滲碳零件,特別是粗晶粒鋼。但是滲碳后,工件需要在高溫下加熱兩次,增加了工件的變形和氧化脫碳,熱處理工藝復雜。 nm400耐磨板經過一次加熱淬火和低溫回火,淬火溫度為820-850或780-810;對于那些對心部, 820-850淬火強度要求較高,對心部,低碳M和表面硬度要求較高的,在780-810淬火可以細化晶粒。適用于固體滲碳碳鋼和低合金堆焊耐磨400耐磨板,氣體和液體滲碳粗晶粒鋼

耐磨鋼板通常采用藥皮保護電弧焊,二氧化碳氣體保護焊進行焊接,即可得到滿意的焊接接頭。手工電弧焊應選用低殘留潮氣的堿性焊條,必要時,焊條應按要求進行干燥處理。對實施高硬度鋼板焊接時,建議對鋼板進行預熱,預熱溫度可考慮以下建議值或者焊接規范。注意:焊縫填充料應在構件承受載荷和焊縫承受磨損的許可范圍內,應盡可能的選擇軟的焊材(建議用ER50-6或者70KG高強焊絲)。同時,注意鋼板和構件預熱溫度必須避免超過200℃,以免出現硬度較低的現象。焊接工藝如下:焊接工藝要點1.建議采用實心焊絲進行MAG焊接,焊接保護氣體為(15-25%)CO2的富Ar氣體,氣體流量為18-25/min;2.優先選用低氫焊接材料。手工焊條焊接市,優先選用堿性焊條;3.盡可能減少焊縫數量;盡可能采用眾縫。焊接時盡量不擺動,采用多層多道焊接,焊接熱輸入建議不超過10KJ/cm, 輸入量Q=板厚a/10;4.坡口形狀優先選用U形,可減少母材融入焊縫金屬中的比例,降低焊縫中的含碳量,防止裂紋產生;5.預熱有利于防止產生裂紋。整體預熱有困難時可采用局部預熱;當室溫低于0℃時建議預熱;6.可選用常規焊材或高強焊材。常規焊材:可用50kg級焊絲(如:有梁設計礦用車、焊縫不承載不耐磨)。高強焊材:70-80kg級焊絲,焊絲級別的提高可大幅提高焊縫的疲勞強度(如無梁礦車、焊縫承載、焊縫磨損)。
 通化耐磨鋼板NM500經銷商電話
通化耐磨鋼板NM500經銷商電話