

我們精心制作的紫銅片止水廠家供應(yīng)價格產(chǎn)品視頻已經(jīng)準(zhǔn)備就緒,【解鎖新品!】紫銅片止水廠家供應(yīng)價格產(chǎn)品視頻,帶你穿越新品體驗之旅!
以下是:紫銅片止水廠家供應(yīng)價格的圖文介紹
金鴻耀工程材料有限公司生產(chǎn)的 西藏林芝雙壁打孔波紋管性價比高,廠家直銷,售后服務(wù)好,如果對我方 西藏林芝雙壁打孔波紋管產(chǎn)品有任何疑問或需要更更多的資料,請盡管來電告知.我們樂意隨時提供服務(wù)。
價格")
價格")
價格")
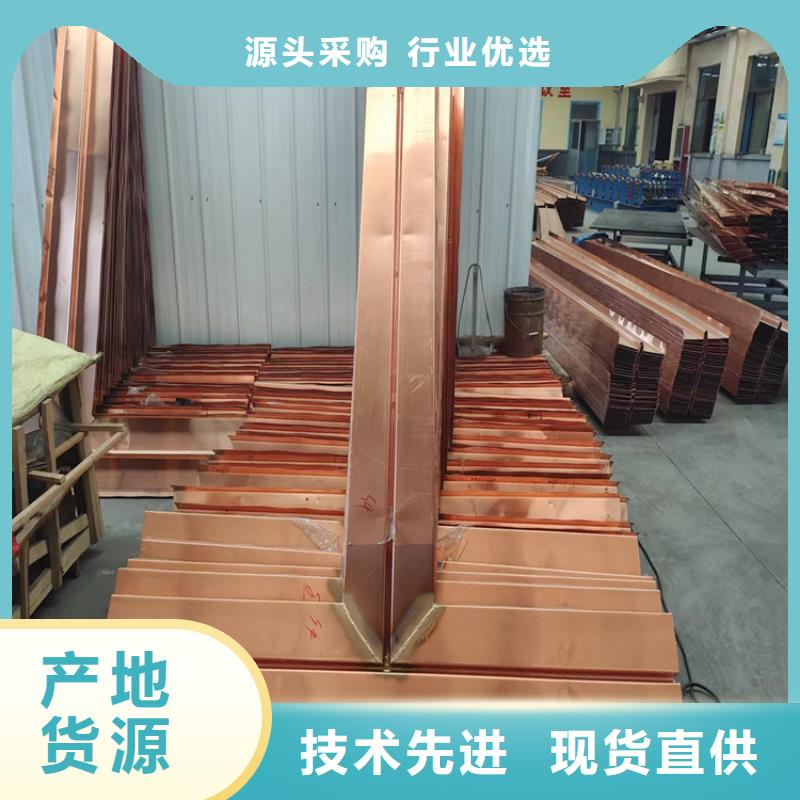
由于止水銅片具有抗腐蝕能力強(qiáng),抗拉強(qiáng)度高,延展性強(qiáng) ,以及可塑性強(qiáng)等特點(diǎn),西藏林芝止水銅片廣泛的應(yīng)用于基礎(chǔ)止水、大壩止水以及隧道止水等當(dāng)中。為了減少洪澇災(zāi)害以及便于對蓄水的利用,很多大型蓄水建筑都需設(shè)置止水銅片大壩止水。大壩止水同其他止水建筑一樣,需要在施工前期以及施工過程中,對各個環(huán)節(jié)做到嚴(yán)格把關(guān),因為一旦出現(xiàn)病危狀況,那么從人力、物力以及財力方面,都是一項非常重大的損失。那么,首先就是對于大壩止水的材料選擇方面。 總體來講,大壩止水工程所采用的止水材料包括橡膠止水、銅止水和不銹鋼止水等,其中常用的形式為651型橡膠止水帶或國標(biāo)止水帶,以及W型止水銅片、F型銅止水。以三峽大壩為例,三峽大壩混凝土工程中,所應(yīng)用的止水帶主要為銅止水帶和塑料止水帶。 對于大壩止水,我們選用的止水材料大都選擇 標(biāo)準(zhǔn)規(guī)格型號,以期達(dá)到 的止水效果。除了常規(guī)的原材料準(zhǔn)備外,因止水施工過程中的轉(zhuǎn)角設(shè)施,我們還會用到銅止水接頭做為止水銅片的銜接,按其厚度可分別采取折疊、咬接或搭接,咬接或搭接的形式,需要注意搭接需采用雙面焊,且搭接長度要求不小于20mm。在焊接作業(yè)前須遞交試焊樣品報監(jiān)理單位批準(zhǔn)后方可進(jìn)行,要求焊工只有經(jīng)過考試合格后方可施焊并掛牌上崗。同類材料的銜接接頭,均需采用與母體相同的焊接材料,銅止水接頭如需用黃銅焊絲,需經(jīng)監(jiān)理工程師批準(zhǔn)后方可使用。 使用的銅止水主要為開敞型中的Ω型,根據(jù)銅止水帶厚度分為Ⅰ型和Ⅱ型。Ⅰ型銅止水帶主要設(shè)置在大壩混凝土受水壓力較大的部位(壩前甲塊EL110.0m以下),距迎水混凝土表面3m處,在此處設(shè)有兩道銅止水帶,間距為1.5m,其中間設(shè)有三角排水槽。Ⅰ型銅止水帶厚度為1.6mm,下料寬度為750mm,加工成型后寬度500mm。Ⅱ型銅止水帶主要設(shè)置在受水壓力較小的部位(壩前甲塊EL110.0m以上順接Ⅰ型)、廊道過縫周邊、壓力鋼管和排砂鋼管過縫周邊以及主副廠房分縫處,厚度為1.2mm,成型后寬度500mm。 塑料止水帶主要651型橡膠止水帶,設(shè)置在縱縫和橫縫封閉灌區(qū)止?jié){、主副廠房電梯井施工縫、分層水平施工縫、排水管溝等分縫處。
價格")
價格")
價格")
在銅片止水(其他金屬止水材料,西藏林芝止水銅片如鋼板止水帶、不銹鋼止水帶等)的加工成型過程中,加工硬化和加工殘余應(yīng)力是使銅片止水破壞的重要原因,特別是形狀結(jié)構(gòu)較復(fù)雜的部件,如銅止水接頭的T型接頭、十字型接頭,更容易使銅片破壞。制定加工工藝時,可采取分級模壓、加溫的方法減小加工硬化和加工殘余應(yīng)力的影響, 必要時可退火殘余應(yīng)力。但接頭連接的方法不采用黏結(jié)劑接頭,因為其黏結(jié)強(qiáng)度低,耐老化性能差,隨時間容易變硬、變脆。采用硫化、焊接方法時,止水帶的接頭質(zhì)量與硫化、焊接工具、模具、焊接工藝等因素有關(guān)。 目前工程中一般采用T2M態(tài)(軟態(tài))銅材軋制為銅止水片。與硬態(tài)銅相比,軟態(tài)銅具有較大的延伸率,適應(yīng)接縫變形能力好。同時,在長興加工時不宜發(fā)生破壞。DL/T5115中曾規(guī)定銅片的伸長率不小于20%,而GB/T2059規(guī)定銅片的延伸率不小于30%。在實際的應(yīng)用過程中,盡量使止水銅片的延伸率滿足30%的要求。 在銅止水片上復(fù)合密封止水材料可以提高抗繞滲能力。根據(jù)實驗結(jié)果,當(dāng)無接縫位移時,在混凝土中埋入深度為20cm的止水銅片,在1.5MPa的水壓力作用下將發(fā)生繞滲。在該銅片上復(fù)合寬度為10cm、厚度為3mm的GB塑性止水材料,當(dāng)銅片止水與混凝土之間發(fā)生1.0cm的相對錯動時,在2.5MPa在水壓力作用下仍然沒有發(fā)生繞滲。GB復(fù)合型止水銅帶可以減少繞滲
價格")
價格")
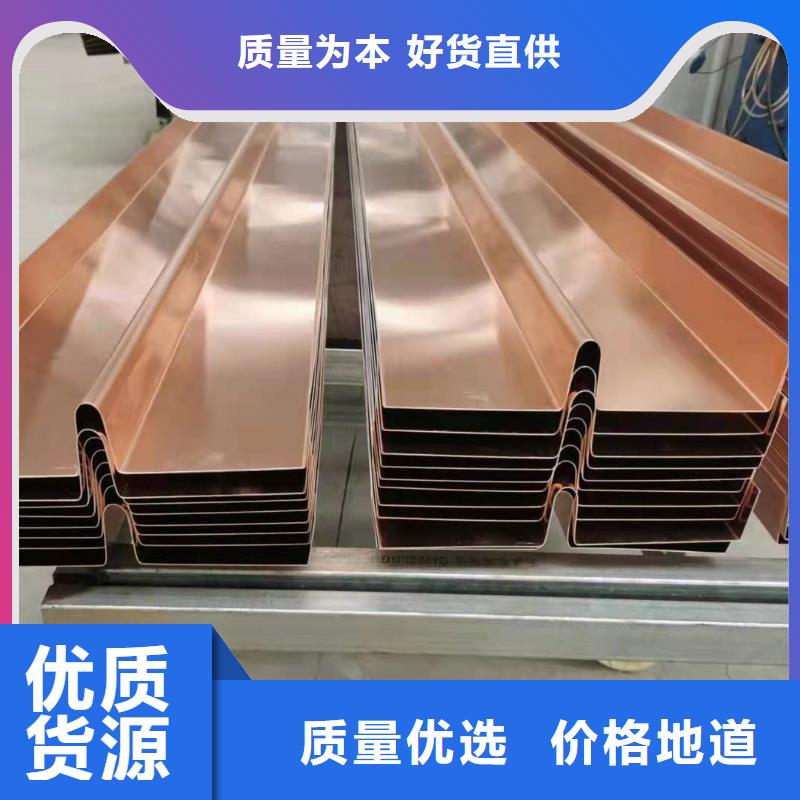
止水銅片止水銅板進(jìn)行成型加工過程中可能會出現(xiàn)表面起皮的現(xiàn)象,西藏林芝止水銅片表面起皮為板帶材表面局部或呈帶狀破裂翻起,使帶材表面的完整性和光潔性受到破壞。起皮一般沿軋制方向呈連續(xù)或斷續(xù)分布,并在起皮處可以觀察到金屬皮與金屬基體之間較為光滑,無黏結(jié),有時存在污染物、夾雜等。引起起皮的原因主要為鑄錠本身存在組織缺陷,如氣孔、夾雜(渣)等.另一方面,熱軋壓合及當(dāng)軋件表面在前工序受到外來物損傷,如磕碰傷、雜物壓入等,在后續(xù)加工過程中造成金屬流動出現(xiàn)斷續(xù)而造成。對于鑄錠內(nèi)部組織缺陷,板帶厚度越小,起皮越容易暴露;同時起皮料經(jīng)過進(jìn)一步軋制,會出現(xiàn)壓漏或孔洞現(xiàn)象。 銅片止水加工生產(chǎn)過程中,應(yīng)保持平整,表面的浮皮、銹污、油漬均應(yīng)干凈。如有砂眼、釘孔、裂紋應(yīng)予焊補(bǔ)。現(xiàn)場接長宜用搭接焊。搭接長度應(yīng)不小于20mm,且應(yīng)雙面焊接(包括“鼻子”部分)。經(jīng)試驗?zāi)軌虮WC質(zhì)量亦可采用對接焊,但均不得采用手工電弧焊。 保證焊接接頭表面的光滑、無砂眼或裂紋,不滲水。在工廠加工的接頭應(yīng)抽查,抽查數(shù)量不少于接頭總數(shù)的20%。在現(xiàn)場焊接的接頭,應(yīng)逐個進(jìn)行外觀和滲透檢查合格。焊材需采用止水銅板母材的剪條,將脫氧劑放在焊粉中,焊粉采用氣劑301。 焊接火焰選用中性焰:氧化焰會使熔池氧化,在焊縫中形成脆性的氧化亞銅;碳化焰則會產(chǎn)生一氧化碳和氫氣,進(jìn)入焊縫形成氣孔。焊前首先將焊件預(yù)熱:預(yù)熱溫度為400~500℃。由于高溫銅液容易吸收氣體,是焊縫金屬產(chǎn)生多孔性的缺陷,同時,焊縫熱影響區(qū)的晶粒粗大,還會使焊接接頭的力學(xué)性能降低,所以焊縫的焊接層數(shù)越少越好,焊接時采用單道焊。焊后捶擊焊接接頭,使金屬晶粒變細(xì),從而提高其力學(xué)性能。 銅片止水安裝也需嚴(yán)格按照標(biāo)準(zhǔn)執(zhí)行,不得在表面上打孔,避免歪曲變形或其他損壞,安裝時,其中線應(yīng)與縫中線重合,其差錯不大于±5mm,兩邊平段歪斜差錯紫銅止水不大于±5mm,應(yīng)對鼻子部分進(jìn)行加固固定,防止?jié)补嗷炷習(xí)r發(fā)生移位、偏離等情形。止水銅板安裝澆灌過程中,應(yīng)安排值班技術(shù)人員全程監(jiān)工,注意檢查止水片變形偏移情況,如有偏移,應(yīng)立即予以糾正。混凝土澆灌人員應(yīng)加強(qiáng)對紫銅止水片周邊砼的平倉、振搗,防止骨料集中或欠振、漏振。振搗時振搗器不得觸及止水片,并保持30cm以外的距離。 不得使用變形、裂紋和撕裂的聚氯乙稀(PVC)或橡膠止水帶,銅止水片與橡皮止水的連接一般為垂直連接,連接方法采用氯丁膠粘接,粘接長度大于70MM,粘接前,將橡皮止水的凸起割掉形成平面,用手挫打毛,然后將粘接面涂上氯丁膠進(jìn)行粘接,粘接必須牢固,防止裂縫。粘接后,將表面用螺栓加鐵板進(jìn)行固定。
價格")
價格")
價格")
點(diǎn)擊查看金鴻耀工程材料有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】