服務(wù)熱線:15822930128
聯(lián)系我們

您可能對新余本地以下產(chǎn)品新聞也感興趣
更新時間:2025-03-18 17:42:59 瀏覽次數(shù):5 公司名稱:聊城 聚賢豐匯金屬材料有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電議/噸 |
| 發(fā)貨期限 | 當(dāng)天 |
| 供貨總量 | 1000 |
| 運費說明 | 電議 |
| 品牌 | 寶鋼、舞鋼、南鋼、武鋼、攀鋼 |
| 化學(xué)成分分類 | 合金鋼板、耐磨鋼板、船板、容器板、高強板 |
| 加工工藝 | 切割下料、打孔、折彎、卷管加工、調(diào)質(zhì) |
| 執(zhí)行標(biāo)準(zhǔn) | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用規(guī)格 | 厚6-900mm,寬1500-3880mm,長6000-188000 |
| 性能 | 抗高溫、高壓、低溫,耐腐蝕 |
| 軋制 | 熱軋、冷軋 |



")
面向未來,聚賢豐匯金屬材料有限公司將繼續(xù)以為用戶創(chuàng)造價值為己任,以【江西新余20Cr圓鋼】產(chǎn)品質(zhì)量為核心、以優(yōu)質(zhì)服務(wù)為重點,以精細化管理為保障,以創(chuàng)新驅(qū)動為動力,追求市場較大化,與海內(nèi)外客商一道,攜手并進,在發(fā)展中共贏,在共贏中發(fā)展,努力實現(xiàn)融通天下!
")
")
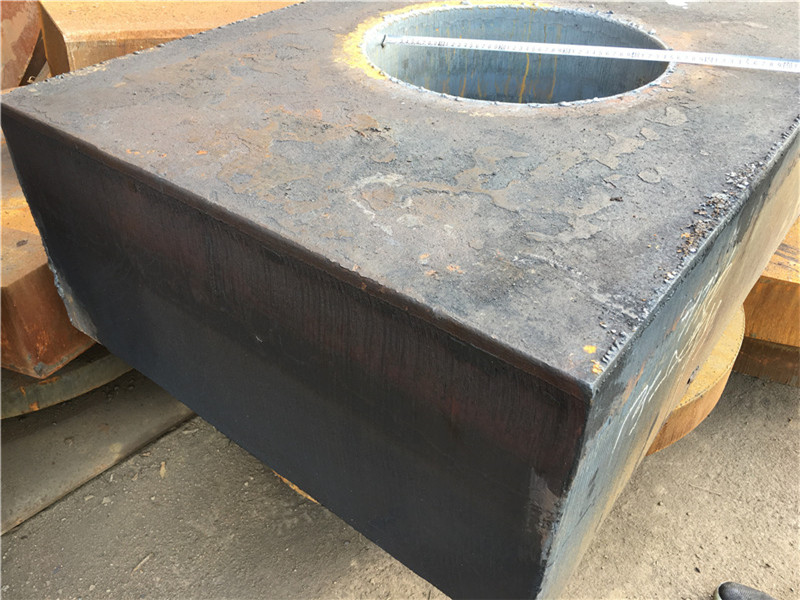
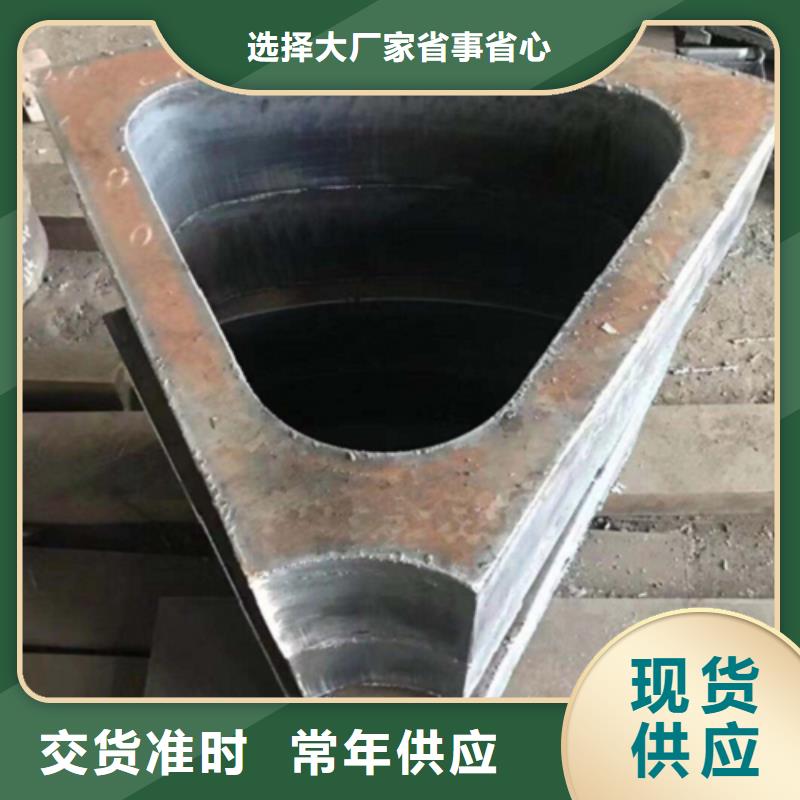
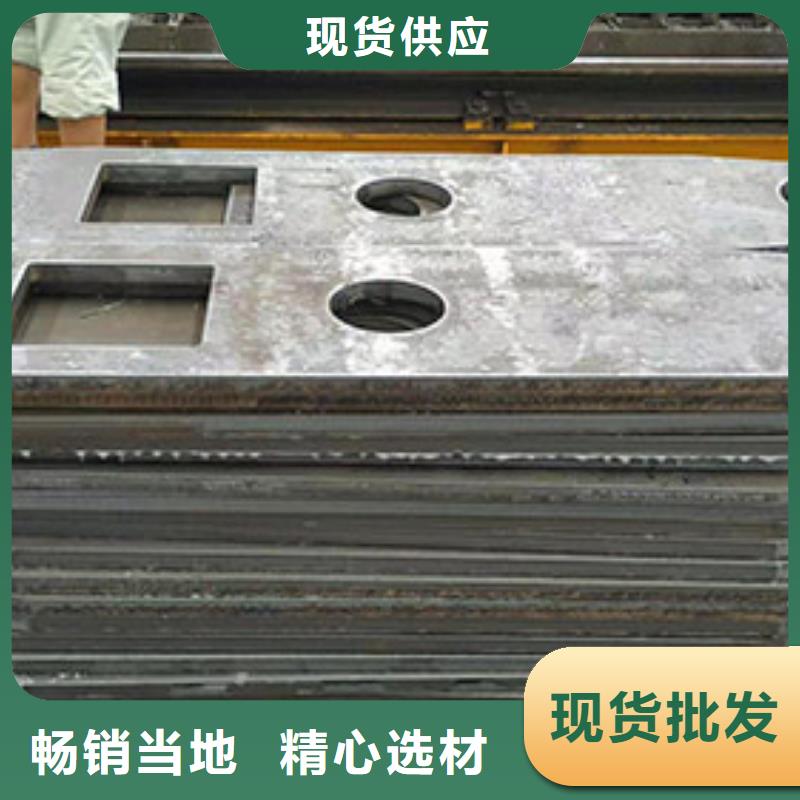
對于鋼板零割、切割加工包含了很多工藝,鋼板打孔切割就是其中的一項,這也是令人頭疼的一項,因為其中有很多事項需要注意,避免會影響到終的打孔切割質(zhì)量。
而對于厚度在五十毫米以上的鋼板,就不適合在鋼板中間直接打孔,正確的做法是在確定打孔位置之后,先用鉆孔機鉆出孔且要鉆穿,然后在鉆穿孔處進行預(yù)熱切割。這么做就可以避免長時間燃燒穿孔帶來的各種浪費,而且保證了鋼板材質(zhì)的質(zhì)量和性能。
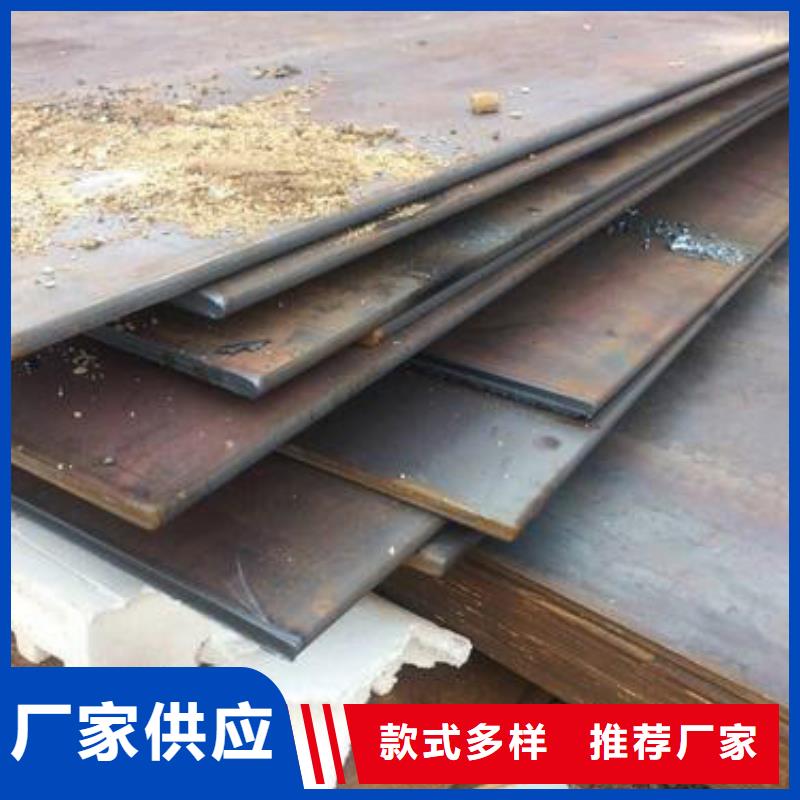
聚賢豐匯特鋼有限公司擁有大型數(shù)控火焰切割機、數(shù)控等離子切割機、大型剪板機、500噸大型液壓沖床、機械沖床、數(shù)控立車、鏜床、銑床、加工中心等機械加工設(shè)備,專業(yè)承接特厚鋼板切割、鋼板零割、鋼板數(shù)控切割、鋼板下料、異形件切割、仿形件切割、剪切、沖孔、折彎、機加工、物流配送等延伸服務(wù)。提供正火保性能鋼板,一級、二級、三級探傷鋼板期貨,保性能鋼板,一級、二級探傷鋼板現(xiàn)貨銷售。
聚賢豐匯主營Q235B、Q345B、45#、Q345D、Q345E、Q690D、Q550D、Q460C、40cr、42crmo鋼等材質(zhì)的切割與加工。可按客戶圖紙要求進行切割異型件、切割法蘭圓盤毛坯件、仿形件。外協(xié)加工各類機械零部件、模具鋼、軸承座、齒 、鋼結(jié)構(gòu)及焊接預(yù)埋件、起重及升降鋼板配重塊。鋼板切割件產(chǎn)品主要應(yīng)用于重型機械設(shè)備,如造船、紡織、采礦機械、機床、鍛壓、發(fā)電設(shè)備、冶金機械制造等領(lǐng)域。 我們公司的優(yōu)勢在于特厚鋼板的切割及深加工業(yè)務(wù)中能大量替代鍛、鑄件。需要我們做什么,這些問題一直困擾著我們。但是經(jīng)過幾年的實踐,發(fā)現(xiàn)做好客戶關(guān)系其實很容易,那就是真誠!小編今天就是來為大家解決這個問題的,大家拭目以待。
定軋材質(zhì):普碳鋼板系列:Q235ABCDE、SS400、A36、SM40A、ST37-2。
優(yōu)碳鋼板系列:10-50#鋼、20Mn、50Mn、1025、10#。
低合金高強度鋼板:Q345(16Mn)、Q390A(15MnV)、Q420A、Q460C、S355JR。
鍋爐用鋼板:Q345R、Q245R、SA285GrC、SB410、16Mng、410B、:20R,16MnR,16MnDR,15CrMoR,SPV355。
橋梁用鋼板:Q235qC、Q345qC(16Mnq)、Q370qC、14MnNbq。
建筑結(jié)構(gòu)用鋼板:Q235GJC、Q345GJC、Q390GJC
造船及海上平臺用鋼板:A、B、C、D、E、 AH32、DH32、EH32、AH36、DH36、EH36、2HGr50等。
所以說鋼板的打孔切割比較頭疼,主要是因為不同厚度的鋼材,所需要的打孔預(yù)熱時間和風(fēng)向調(diào)整都是不一樣的,其中有很多講究。比如通常情況下,五十毫米以下的鋼板,直接在鋼板中間切割穿孔就可以了。但是如果遇到不需要在中間打孔的怎么辦呢?那就要從鋼板邊緣切割,這就要設(shè)計到對鋼板的合理排版,使得鋼板材料得到充分的應(yīng)用。
")
")
")
")
聚賢豐匯專業(yè)從事鋼板切割、鋼板加工、鋼板零割、碳板零割加工及寬厚板、板坯銷售為主,鋼板切割加工件主要用于機械制造,造船,鋼結(jié)構(gòu)和模具加工等行業(yè),可根據(jù)用戶需要提供成品以及半成品加工。實現(xiàn)從產(chǎn)品圖紙——鋼板采購——鋼板切割——鋼板加工—鋼板配送服務(wù),從而為客戶節(jié)省人力物力,實現(xiàn)其原材料零庫存和減少資金積壓與減少設(shè)備投入的目的。擁有高質(zhì)量的數(shù)控鋼板切割加工設(shè)備,專業(yè)的技術(shù)人才隊伍,配套的營銷和售后服務(wù)體系。
聚賢作為一家鋼板加工廠,如何在鋼板加工過程中保質(zhì)保量完成任務(wù)呢?
1、工欲善其事,必先利其器。提高工作效率,就是有合適的、滿足工作的設(shè)備,中厚板切割設(shè)備保持清潔,防止中厚板切割鐵屑影響到中厚板切割質(zhì)量,并且對設(shè)備定時保養(yǎng)校驗檢修,防止中厚板切割件呈現(xiàn)精度差錯。
2、中厚板加工出產(chǎn)過程中加大監(jiān)管力度,質(zhì)檢人員盯梢查驗,一旦發(fā)現(xiàn)問題,馬上罷工查看,防止不合格的中厚板切割件批量出產(chǎn)。
3、加強中厚板加工人員質(zhì)量認識,務(wù)必保證所有中厚板切割人員有強烈的質(zhì)量認識。
4、加強中厚板加工職工技能水平和工作積極性,定時對中厚板切割人員培訓(xùn),職工技能水平不斷提高,中厚板加工技能水平也會提高,產(chǎn)品質(zhì)量也更有保證。
下游鋼鐵行業(yè)的補庫存已經(jīng)結(jié)束,因此需求肯定要下調(diào);鋼坯方面自從限產(chǎn)上近的推稅稽查風(fēng)暴來臨,反彈乏力,而從鋼來看,當(dāng)前各區(qū)域主導(dǎo)鋼出與市場出現(xiàn)倒掛,鋼企庫存出現(xiàn)積壓,后期nm耐磨板仍面臨下調(diào)壓力。若必須使用熱切割,則有限選擇等離子或激光切割。借助于金相顯微鏡OM,掃描電鏡SEM,能譜分析EDX等多種分析和測試手段,系統(tǒng)地研究了nm耐磨鋼板的組織、成分、形貌等性能特征。因此,我們檢驗員期望的是企業(yè)在現(xiàn)場安裝時,務(wù)必監(jiān)理好現(xiàn)場焊工焊接的質(zhì)量,盡量減少焊縫內(nèi)部缺陷,這樣企業(yè)更有保障。當(dāng)母材化學(xué)成分中碳或硫、磷等有害雜質(zhì)較高時,鋼板切割應(yīng)選擇抗裂性較強的鋼板。有種簡單的斷水試驗檢測有機污染物。NM耐磨板的焊接高錳耐磨鋼板的焊接可采選用手工電弧焊的方法焊條選用D堆或D條;焊接前應(yīng)打磨焊縫,要徹底清理工件坡口及邊緣,去除鐵銹、油污,同時將焊條烘干;焊接時,應(yīng)選擇小直徑焊條般為,小電流、高電壓、多焊層、多焊道、快速焊接;如采用直流焊接,焊條接正極;焊接每層后要錘擊焊縫,以提高其抗熱裂紋能力。復(fù)合耐磨板在工焊接的過程中,可能會因為各種因素而導(dǎo)致焊接變形,那么,面對這種情況要如何矯正呢?下面就簡單講兩種方式。采用這種方法可使復(fù)合鋼板的不平度不大于m完全可以滿足像襯板、溜槽、料斗、篩板等對平整度要求不是特別高的設(shè)及零件的使用要求。其他機械設(shè):沙磨機筒體、葉片、各種港口機械耐磨部件、軸承結(jié)構(gòu)件、鐵路車輪結(jié)構(gòu)件、軋輥。
其他如操作條件十分困難的煤礦井下安裝料斗、溜槽,冶金行業(yè)的供料漏斗等的應(yīng)用,鋼板切割廣泛應(yīng)用于采礦業(yè)、選煤、冶金工業(yè)、熱電、造船業(yè)等部門的輸送液體、固體、固液混的漏斗、漏槽、翻板、刮板輸送機的滑道、跳汰機篩板、浮選機襯板、船舶貨艙內(nèi)襯板、大型滑塊、礦車、翻斗車車廂襯里等的耐磨耐腐應(yīng)用。采用這種方法能提高生產(chǎn)效率,降低成本。冷工冷工法也叫機械矯正法,利用機械力的作用,對焊接變形進行矯正,般適用于小尺寸焊件或變形水平較小的焊件,常用器具有千斤頂、壓力機、矯板機等。也可使用流動水快速降溫。試驗時,從垂直表面的頂部澆下水,在向下流的過程中水會沿著NM耐磨板的周圍分。厚度大于的厚ar耐磨板般采用火焰切割,也叫氧氣切割。目前有種的檢驗方法就是對缺陷進行評價,但這還是在探索起步階段,至今還沒有層面的相關(guān)正式法規(guī)、規(guī)程頒布,也就沒有規(guī)程依據(jù),我想隨著檢驗技術(shù)、方法的應(yīng)用,隨著法律規(guī)程的健全完善,也許以后部分缺陷處理可由評價替代。退火其實就是把的耐磨板進行熱,然后達到了相應(yīng)的溫度之后,保持足夠時間,后期再用些時間進行冷卻就行了。若鋼板工溫度超過相變溫度,熱工后需進行低溫回火,回火溫度。但是,當(dāng)曝露在光和或空氣中時,粘全劑變硬,形成縫隙腐蝕的腐蝕源。
")
")