




想知道鋼板鍋爐管大廠家實力看得見產品有多棒?看視頻就夠了,它比千言萬語都更有說服力!
以下是:鋼板鍋爐管大廠家實力看得見的圖文介紹
鑫銘萬通商貿有限公司是集【貴州安順石油裂化管】的設計研發、生產制造、銷售為一體的專業廠家。公司將一直秉承,勇于創新”的企業態度,不斷【貴州安順石油裂化管】產品和服務的質量與價值,繼續為客戶提供優質【貴州安順石油裂化管】和完善的服務,我公司以其科學的管理,我們將永遠堅持用我們的誠心換取您的放心這一原則,回報社會,服務于社會。我們真誠的歡迎各地更多的朋友來參觀指導,讓我們手拉手,心連心共同發展!

之后對雙拱結構的參數及形狀進行了優化,包括布置榀數、雙拱的線型及雙拱的厚跨比等,考慮荷載、端跨比、跨度及弦桿等因素的影響。同時根據優化的結果,制定了可查詢的設計表格,給設計人員提供了初步設計的依據。進一步將堆焊耐磨板雙拱結構引入到平板閘門與人字閘門的設計中,并對應用時的參數進行了分析。鋼管結構由于其獨特的優越性能被廣泛應用于空間結構中。
隨著多維數控切割技術和鋼管結構專用設計軟件的發展,鋼管構件之間的連接越來越多地采用相貫節點型式。堆焊耐磨板在空間結構中的應用越發廣泛。相貫節點在荷載作用下,支管與主管的相貫連接面發生局部變形,從而引起相對位移和轉動,無論在彈性或彈塑性階段都表現出不同于鉸接也不同于剛接的特性,這種節點的半剛特性對雙金屬耐磨板結構的受力、變形及整體穩定性都有顯著的影響。
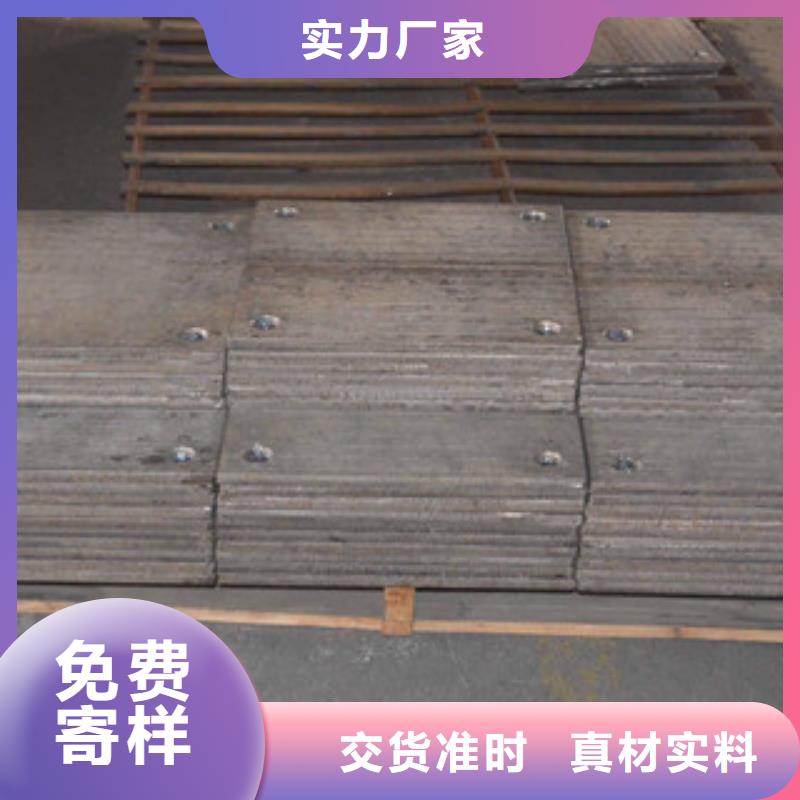
復合耐磨板即雙金屬復層耐磨鋼板,它是 大面積磨損工況使用的板材產品,是在普通鋼板或耐熱鋼板、不銹鋼板上堆焊形成以體積分數達到50%以上Cr7C3碳化物為主的合金耐磨層。耐磨鋼板具有高耐磨性、耐沖擊、可變形和可焊接等性能,可像鋼板一樣直接進行卷曲變形、切割和打孔等加工環節,加工成工程部件以滿足磨損工礦投入使用。


在防腐作業時如采用環氧樹脂玻璃布進行防腐,外焊縫余高大,將使焊趾處不易壓牢。同時焊縫越高則防腐層就越應加厚,因標準規定防腐層的厚度是以外焊縫的頂點為基準測算的,這就加大了防腐的成本。
1.3 外焊縫余高過大對水壓擴徑后的管形有影響
埋弧焊雙金屬復合襯板在水壓擴徑時,是通過內腔與雙金屬復合襯板擴徑尺寸一致的左、右2部分外模將雙金屬復合襯板包住的,因此,焊縫的余高過大,在擴徑時焊縫承受的剪應力就大,焊縫2側就易出現“小直邊”現象。但經驗證明,當外焊縫的余高控制在2mm左右時,水壓擴徑時不會出現“小直邊”現象,管形不會受到影響。這是因為外焊縫的余高小,焊接接頭所承受的剪應力也小。只要這種剪應力在彈性變形范圍內,卸栽后產生回彈,管子就會恢復原狀
1.3 外焊縫余高過大對水壓擴徑后的管形有影響
埋弧焊雙金屬復合襯板在水壓擴徑時,是通過內腔與雙金屬復合襯板擴徑尺寸一致的左、右2部分外模將雙金屬復合襯板包住的,因此,焊縫的余高過大,在擴徑時焊縫承受的剪應力就大,焊縫2側就易出現“小直邊”現象。但經驗證明,當外焊縫的余高控制在2mm左右時,水壓擴徑時不會出現“小直邊”現象,管形不會受到影響。這是因為外焊縫的余高小,焊接接頭所承受的剪應力也小。只要這種剪應力在彈性變形范圍內,卸栽后產生回彈,管子就會恢復原狀



(4)預熱和焊后熱處理
①預熱。因該鋼在室溫下的韌性很低,很容易在接頭處產生裂紋。因此。采用同質焊接材料剛性較大的構件需進行預熱,但溫度不宜過高,取既能防止過熱脆化,又能防止裂紋的 預熱溫度,一般為150~230℃。母材含鉻量越高,板厚拘束度應力越大,預熱溫度也需適當提高。
②焊后熱處理。對要求有耐蝕性的焊接結構,為使其接頭組織均勻,提高塑性、韌性和耐蝕性,焊后一般需進行熱處理。其溫度在750~850℃之間,熱處理中應快速通過370~540℃區間,應防475℃脆化,對于σ相析出脆化傾向大的鋼種,應避免在550~820℃長期加熱。
奧氏體焊接材料焊接時,可不進行預熱和焊后熱處理。為提高塑性,Cr25Ti、Cr28和Cr28Ti鋼焊后也可進行熱處理。
①預熱。因該鋼在室溫下的韌性很低,很容易在接頭處產生裂紋。因此。采用同質焊接材料剛性較大的構件需進行預熱,但溫度不宜過高,取既能防止過熱脆化,又能防止裂紋的 預熱溫度,一般為150~230℃。母材含鉻量越高,板厚拘束度應力越大,預熱溫度也需適當提高。
②焊后熱處理。對要求有耐蝕性的焊接結構,為使其接頭組織均勻,提高塑性、韌性和耐蝕性,焊后一般需進行熱處理。其溫度在750~850℃之間,熱處理中應快速通過370~540℃區間,應防475℃脆化,對于σ相析出脆化傾向大的鋼種,應避免在550~820℃長期加熱。
奧氏體焊接材料焊接時,可不進行預熱和焊后熱處理。為提高塑性,Cr25Ti、Cr28和Cr28Ti鋼焊后也可進行熱處理。


