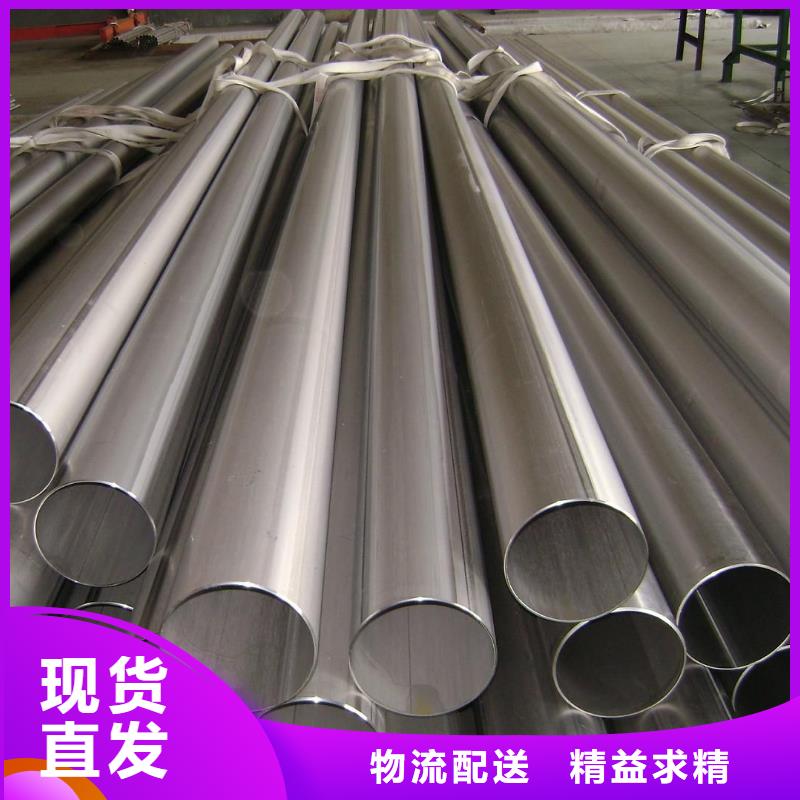


我們的不銹鋼管【槽鋼】支持大批量采購視頻現已上線,從細節到整體,從外觀到性能,讓您了解它的每一個方面。
以下是:不銹鋼管【槽鋼】支持大批量采購的圖文介紹
國耀宏業鋼鐵有限公司憑借具有先進水平的施工設備,采用“工程直銷”式銷售格局,為客戶提供 廣東茂名鍍鋅鋼板,形成了以生產、銷售、維護一體化企業經營特色。我公司兼承“信、和、實、嚴”的企業精神,堅持“創新優先、用戶滿意”的核心理念,正以科技創新和機制創新為動力,向多元化、國際化、高科技型現代企業的目標前進,為美化生產、生活環境做出新貢獻。


此外,超聲波對無害,并且檢測速度快,操作方便,易于實現白動化,因此應用為廣泛。超聲檢測方法除了具有設備簡單,使用方便和性好,檢測范圍廣等根本性的優點外,超聲檢測產生的時域波形 形式,使得計算機 處理、模式識別和人工智能等能夠方便的用于檢測過程。
計算機在超聲檢測中的應用,也使得超聲檢測的可靠性越來越高,目前在奧氏體焊縫的檢測應用巾越來越廣泛。奧氏體不銹鋼管是指在常溫下具有奧氏體組織的不銹鋼管。鋼中含Cr約18%、Ni8%~10%、C約0.1%時,具有的奧氏體組織。
奧氏體鉻鎳不銹鋼管包括的18Cr-8Ni鋼和在此基礎上增加Cr、Ni含量并加入Mo、Cu、Si、Nb、Ti等元素發展起來的高Cr-Ni系列鋼。奧氏體不銹鋼管無磁性而且具有高韌性和塑性,但強度較低,不可能通過相變使之強化,儀能通過冷加工進行強化。
如加入S,Ca,Se,Te等元素,則具有良好的易切削性。奧氏體不銹鋼管除耐氧化性酸介質腐蝕外,如果含有Mo、Cu等元素還能耐尿素等的腐蝕,鋼中的含碳量若低于0.03%或含Ti、Ni,就可顯著其耐晶問腐蝕性能。此外,高硅的奧氏體不銹鋼管對濃有良好的耐蝕性。
由于奧氏體不銹鋼管具有的和良好的綜合性能,在各行各業中了廣泛的應用。在工業中,1Cr17Ni7焊縫結構被廣泛應用于壓力的硬殼式機身結構、艙壁和高溫壓力容器等設備中;0Cr18Ni9、0Cr18NilNb和0Cr21Ni6Mn9N焊縫結構用于液體燃料儲藏。
計算機在超聲檢測中的應用,也使得超聲檢測的可靠性越來越高,目前在奧氏體焊縫的檢測應用巾越來越廣泛。奧氏體不銹鋼管是指在常溫下具有奧氏體組織的不銹鋼管。鋼中含Cr約18%、Ni8%~10%、C約0.1%時,具有的奧氏體組織。
奧氏體鉻鎳不銹鋼管包括的18Cr-8Ni鋼和在此基礎上增加Cr、Ni含量并加入Mo、Cu、Si、Nb、Ti等元素發展起來的高Cr-Ni系列鋼。奧氏體不銹鋼管無磁性而且具有高韌性和塑性,但強度較低,不可能通過相變使之強化,儀能通過冷加工進行強化。
如加入S,Ca,Se,Te等元素,則具有良好的易切削性。奧氏體不銹鋼管除耐氧化性酸介質腐蝕外,如果含有Mo、Cu等元素還能耐尿素等的腐蝕,鋼中的含碳量若低于0.03%或含Ti、Ni,就可顯著其耐晶問腐蝕性能。此外,高硅的奧氏體不銹鋼管對濃有良好的耐蝕性。
由于奧氏體不銹鋼管具有的和良好的綜合性能,在各行各業中了廣泛的應用。在工業中,1Cr17Ni7焊縫結構被廣泛應用于壓力的硬殼式機身結構、艙壁和高溫壓力容器等設備中;0Cr18Ni9、0Cr18NilNb和0Cr21Ni6Mn9N焊縫結構用于液體燃料儲藏。



不銹鋼彎頭應用手輪,請勿借助杠桿或其它工具,以免損壞閥件。手輪順時針為封閉,反之為開啟。子啊使用時要公道,保證準確的使用方法和。5、不銹鋼彎頭閥門填料壓蓋的螺栓應平均地擰緊,不應壓成歪狀態,以免碰傷阻礙閥桿運動或造成泄漏。
生產各類薄壁不銹鋼水管,單卡壓式管件,雙卡壓式管件,不銹鋼水管,卡壓式管件,不銹鋼分水器,溝槽式不銹鋼管件,承插焊接式管件,對焊式管件,配備生產/銷售/物流/指導/安裝/售后服務等配套服務部門。不銹鋼溝槽管件連接的優點1、溝槽管件連接簡單不銹鋼溝槽管件的連接操作是非常簡易的,無需特殊的技能,普通工人經過簡單的培訓即可操作。
這是因為產品已將大量的精細的部分以工廠化方式溶入到了產成品中。管件連接僅需幾分鐘時間,超大限度的簡化了現場操作的難度,節省工時,從而也了工程質量,了工作效率。這也是安裝發展的總體方向。而的焊接和法蘭連接的管道連接方式,不但需要有相應技能的焊接工人,而且費時,工人的操作難度大,并存在焊接煙塵的污染。
由于操作空間和焊接技能的差異,焊接質量和外觀都難以達到滿意的結果,從而影響工程的整體質量。另外,由于溝槽管件為成品件,現場所需要的操作空間小,可真正的實現靠墻靠角安裝,操作難度大為減小,從而節省了占地面積,美化了管道安裝的效果。
生產各類薄壁不銹鋼水管,單卡壓式管件,雙卡壓式管件,不銹鋼水管,卡壓式管件,不銹鋼分水器,溝槽式不銹鋼管件,承插焊接式管件,對焊式管件,配備生產/銷售/物流/指導/安裝/售后服務等配套服務部門。不銹鋼溝槽管件連接的優點1、溝槽管件連接簡單不銹鋼溝槽管件的連接操作是非常簡易的,無需特殊的技能,普通工人經過簡單的培訓即可操作。
這是因為產品已將大量的精細的部分以工廠化方式溶入到了產成品中。管件連接僅需幾分鐘時間,超大限度的簡化了現場操作的難度,節省工時,從而也了工程質量,了工作效率。這也是安裝發展的總體方向。而的焊接和法蘭連接的管道連接方式,不但需要有相應技能的焊接工人,而且費時,工人的操作難度大,并存在焊接煙塵的污染。
由于操作空間和焊接技能的差異,焊接質量和外觀都難以達到滿意的結果,從而影響工程的整體質量。另外,由于溝槽管件為成品件,現場所需要的操作空間小,可真正的實現靠墻靠角安裝,操作難度大為減小,從而節省了占地面積,美化了管道安裝的效果。



根據氣孔產生的部位不同可分為外部氣孔和內部氣孔;根據分布的情況不同又可分為疏散氣孔和連續氣孔等。產生氣孔的主要原因是;大口徑不銹鋼管邊緣上留有水、油、銹等雜質;焊條和焊劑受潮;焊接規范不當;焊條偏心或磁偏吹等。
氣孔的存在會使焊縫的有效工作面積減小,從而降低大口徑不銹鋼管的機械性能,影響焊縫金屬的致密性。5)未焊透大口徑厚壁不銹鋼管的間隙或邊緣未被電弧熔化而留下的空隙稱為未焊透。根據未焊透產生的部位,可分為、邊緣和層間等幾種。
產生未焊透的主要原因是:焊接電流太小、坡口角度太小、鈍邊太大、間隙太小、焊條角度不當、大口徑不銹鋼管有厚銹以及自動埋弧焊時的焊偏等。未焊透缺陷會使焊縫的強度降低,引起裂縫而導致結構的破壞。6)裂縫裂縫是焊縫中危險的缺陷,大部分結構的破壞是由裂縫所造成的。
因此裂縫在焊縫中是不允許存在的一種缺陷。裂縫按其產生的部位不同可分為縱向裂縫、橫向裂縫、熔合線裂縫、裂縫、弧坑裂縫以及熱影響區裂縫等;按裂縫產生溫度及時間的不同,又可分為熱裂縫和冷裂縫兩大類。7)夾雜焊縫中夾有焊渣或非金屬夾雜物,稱為夾雜。
夾雜是焊縫中常見的缺陷之一,產生夾雜的原因很多,如運條不當、焊接電流過小、坡口角度過小、大口徑厚壁不銹鋼管上留有厚銹以及焊條藥皮的物理性能不當等。在多層焊時,若每層熔渣不也會造成夾雜。此外,常見的焊接缺陷還有如燒穿、弧坑未填滿和嚴重飛濺等。
氣孔的存在會使焊縫的有效工作面積減小,從而降低大口徑不銹鋼管的機械性能,影響焊縫金屬的致密性。5)未焊透大口徑厚壁不銹鋼管的間隙或邊緣未被電弧熔化而留下的空隙稱為未焊透。根據未焊透產生的部位,可分為、邊緣和層間等幾種。
產生未焊透的主要原因是:焊接電流太小、坡口角度太小、鈍邊太大、間隙太小、焊條角度不當、大口徑不銹鋼管有厚銹以及自動埋弧焊時的焊偏等。未焊透缺陷會使焊縫的強度降低,引起裂縫而導致結構的破壞。6)裂縫裂縫是焊縫中危險的缺陷,大部分結構的破壞是由裂縫所造成的。
因此裂縫在焊縫中是不允許存在的一種缺陷。裂縫按其產生的部位不同可分為縱向裂縫、橫向裂縫、熔合線裂縫、裂縫、弧坑裂縫以及熱影響區裂縫等;按裂縫產生溫度及時間的不同,又可分為熱裂縫和冷裂縫兩大類。7)夾雜焊縫中夾有焊渣或非金屬夾雜物,稱為夾雜。
夾雜是焊縫中常見的缺陷之一,產生夾雜的原因很多,如運條不當、焊接電流過小、坡口角度過小、大口徑厚壁不銹鋼管上留有厚銹以及焊條藥皮的物理性能不當等。在多層焊時,若每層熔渣不也會造成夾雜。此外,常見的焊接缺陷還有如燒穿、弧坑未填滿和嚴重飛濺等。



用有效功率為常數的這個方式,電測記錄可證實:——熔化過程的線路上有效功率實際為常數(圖4a);——電弧電壓是連貫的,并且在熔化過程中進路上電壓大量(由F=0.25計算曲線到F=0.15的曲線測得點的變化),而電流值降低。
在熔化過程中線路電阻降低,并且所建立的電弧得到改善,弧長增加(比值Va/l)。同樣,令人滿意的情況是,與電弧電阻為常數時的調節相比,有效功率為常數時傾向于調向較高的電弧電阻值。在巳知電路功率,研究很強的輻射電弧時的調節型式可:——因電弧電壓可能比較高,電弧的熱效應很好,——由于電流降低,電極消耗。
操作結果:操作的熔化周期中有效功率平均不變,并在精煉周期中電弧的平均電阻值為常數時,使用TCE調節,當電抗不變,使用常規的調節與使用OrCE調節的周期進行比較,從操作結果可以估計出經濟效果。可得到的收益是;一—能耗降低10KWh/噸,而電極消耗降低0.1公斤/噸,—一實驗目的是希望達到總收益是25KWh/噸和電極消耗為0.25Kg/噸。
一一另外,除去不銹鋼耐火材料的額外消耗:初可得到生產率10%的經濟效益。2、熔化操作,2、1、熔化過程電弧爐生產的狀態勢必要求:在熔化進行過程中,按每一線路上負載所特有的性質分別進行。為了使負載降低,對于使用無燒咀而有冷卻壁板的爐子,這個同樣是很必要的。
在熔化過程中線路電阻降低,并且所建立的電弧得到改善,弧長增加(比值Va/l)。同樣,令人滿意的情況是,與電弧電阻為常數時的調節相比,有效功率為常數時傾向于調向較高的電弧電阻值。在巳知電路功率,研究很強的輻射電弧時的調節型式可:——因電弧電壓可能比較高,電弧的熱效應很好,——由于電流降低,電極消耗。
操作結果:操作的熔化周期中有效功率平均不變,并在精煉周期中電弧的平均電阻值為常數時,使用TCE調節,當電抗不變,使用常規的調節與使用OrCE調節的周期進行比較,從操作結果可以估計出經濟效果。可得到的收益是;一—能耗降低10KWh/噸,而電極消耗降低0.1公斤/噸,—一實驗目的是希望達到總收益是25KWh/噸和電極消耗為0.25Kg/噸。
一一另外,除去不銹鋼耐火材料的額外消耗:初可得到生產率10%的經濟效益。2、熔化操作,2、1、熔化過程電弧爐生產的狀態勢必要求:在熔化進行過程中,按每一線路上負載所特有的性質分別進行。為了使負載降低,對于使用無燒咀而有冷卻壁板的爐子,這個同樣是很必要的。