





主筋上料繞筋機
預先將主筋下料,對焊或套筒連接成圖紙所需長度,然后吊放于主筋儲料架上,以備用;
主筋儲料架,適合儲存9M/12M/18M/22M的鋼筋;整體采用H型鋼焊接組裝而成;并采用分斷式結構,間隔2米/個;便于拆裝和運輸。
第二步: 盤筋上料
將盤筋吊于放線架上,載重2T,1.7M,立柱可定制成伸縮型。
第三步: 主筋穿絲并加緊
工人將主筋抖落分布于分料盤的圓周上;同時,穿入固定盤和移動盤環形模板的導管內;并在移動盤的導管內用螺栓夾緊。
分料盤系統由多個分料盤組成,與固定盤相連,并可跟隨同步旋轉運動;端部的輥輪,可減少旋轉阻力。



當數控鋼筋籠滾焊機出現跑絲的處理方法:檢查下數控鋼筋籠滾焊機是否是應為壓滾簧過緊,滑道拉簧過松,或者是滑道下邊拖絲鋼棍不到位,滑道不滑動。
繞筋機鋼筋出筒后如頭往上翹,調節上邊一組輪適當往下壓,如果出筒之后鋼筋往下翹,調節下邊一組輪適當的往上頂,始終使鋼筋出頭端呈水平狀態。
當數控鋼筋籠滾焊機彎雙筋是靠外一根鋼筋出來后有脫落彎曲芯軸的現象,將預矯直一組輪的外輪適當向內壓,致使雙筋相互靠攏。彎較大的箍筋時彎曲速度應相應減慢。
當數控鋼筋籠滾焊機出現彎絲現象,可以調整下調直塊的角度,看是否和調直器,壓滾槽在一條直線上。
數控鋼筋籠滾焊機的彎曲芯軸的調節:調節起落架汽缸,使彎曲芯軸的上頂點與導線筒孔的下邊成水平或低導線筒孔下邊1-2mm。壓緊氣壓好保持在4兆帕左右以免造成鋼筋變形及設備損壞。
數控鋼筋籠滾焊機在彎曲的過程中出現斷絲現象。首先要檢查調直塊角度看看是否過大,或者是刀退不回,送絲滾上的壓簧過松,材質不好等。



建貿機械設備有限公司集地利人和,憑借科學的管理體系、自動化辦公系統、較強的生產能力、先進的檢測手段和強大的銷售網絡,制造出質量優良、價格公道的 內蒙古烏海鋼筋彎曲中心產品,服務于國內外市場。我們決心把公司建成 內蒙古烏海鋼筋彎曲中心行業內的品牌企業,致力用智慧與才能譜寫中華民族工業騰飛的輝煌樂章!質量鑄就品牌,誠信編織未來,公司竭誠與各界朋友攜手并進、共創輝煌。


3、為了節省金屬,減輕重量,減小焊接結構的變形,并疲勞強度,半自動鋼筋籠滾焊機可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。
4、銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效。焊接時,將圓銅線不斷地送到滾輪與板件之間,銅線呈原狀連續輸送,經過滾輪后又連續繞出且不會污染滾輪。
5、半自動鋼筋籠滾焊機焊接波紋管和膜盒時,因零件薄,剛度小,焊接處窄,多采用輔助夾具滾焊。通常情況下,夾具采用銅合金制造,以保證良好的導電性及散熱能力。
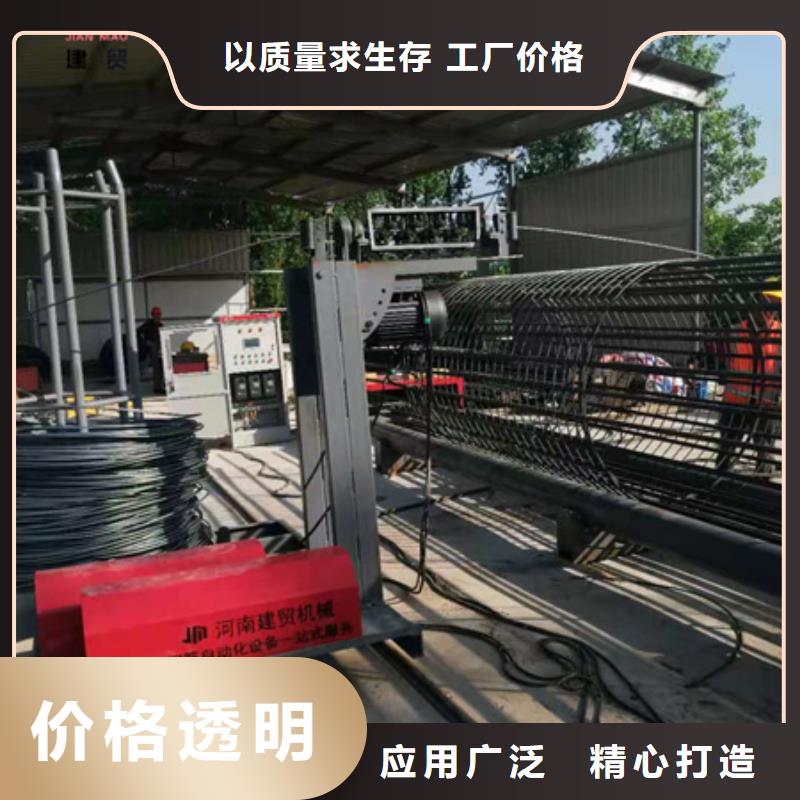
鋼筋籠繞筋機,是建筑行業中以手工工藝制作的各種圓型鋼筋籠,采用半自動的方法去完成其繞筋成型整個工藝過程的專用機械裝備(亦可在膠輥上制作骨架)。廣泛應用于國防、市政的大型高層建筑,高速鐵路,高速公路,跨海大橋的沉孔樁等大型基礎設施。RG3000-12型鋼筋籠成型機主機是采用摩擦傳動原理---即鋼筋籠平置于2組橡膠動力托輥之間轉動,小車載著線材平行于主機勻速行進,產生螺旋狀繞筋,過程中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產全過程。



