以下是:異型管鍍鋅帶方管規格齊全的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議/米 |
|---|
| 發貨期限 | 1 |
|---|
| 供貨總量 | 9998 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 1 |
|---|
| 材質 | 異性管 |
|---|
| 產地 | 山東 |
|---|
| 品牌 | 萬盛達 |
|---|
以下是:異型管鍍鋅帶方管規格齊全的圖文視頻
異型管鍍鋅帶方管規格齊全,萬盛達鋼鐵有限公司專業從事異型管鍍鋅帶方管規格齊全,聯系人:陳經理,電話:13814281222、13310655558,QQ:13310655558,發貨地:聊城經濟開發區發貨到上海市 黃浦區、徐匯區、長寧區、靜安區、普陀區、閘北區、虹口區、楊浦區、閔行區、寶山區、嘉定區、浦東新區、金山區、松江區、青浦區、奉賢區、崇明區,以下是異型管鍍鋅帶方管規格齊全的詳細頁面。 上海市 上海市,簡稱滬或申。是中華人民共和國直轄市、中國共產黨誕生地、中心城市、超大城市、上海大都市圈核心城市、中國歷史文化名城、世界一線城市。上海基本建成國際經濟、金融、貿易、航運中心,形成具有全球影響力的科技創新中心基本框架。上海市總面積6340.5平方千米,轄16個區。2022年,上海市常住人口為2475.89萬人。
異型管鍍鋅帶方管規格齊全的詳細視頻已經上傳,從產品的外觀到內在,從功能到性能,視頻將為您呈現一個真實、的產品形象。
以下是:異型管鍍鋅帶方管規格齊全的圖文介紹


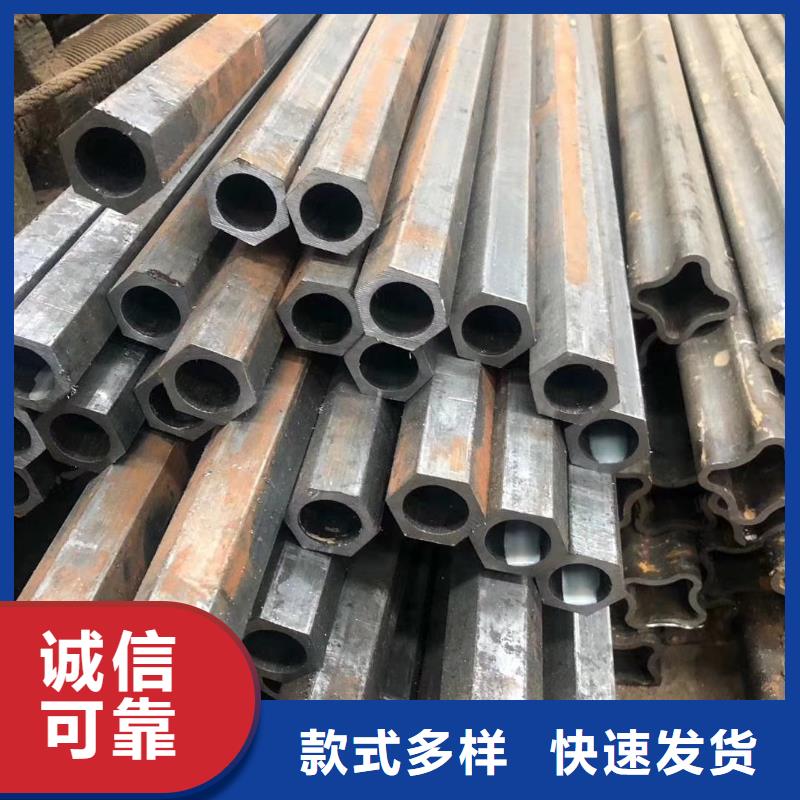
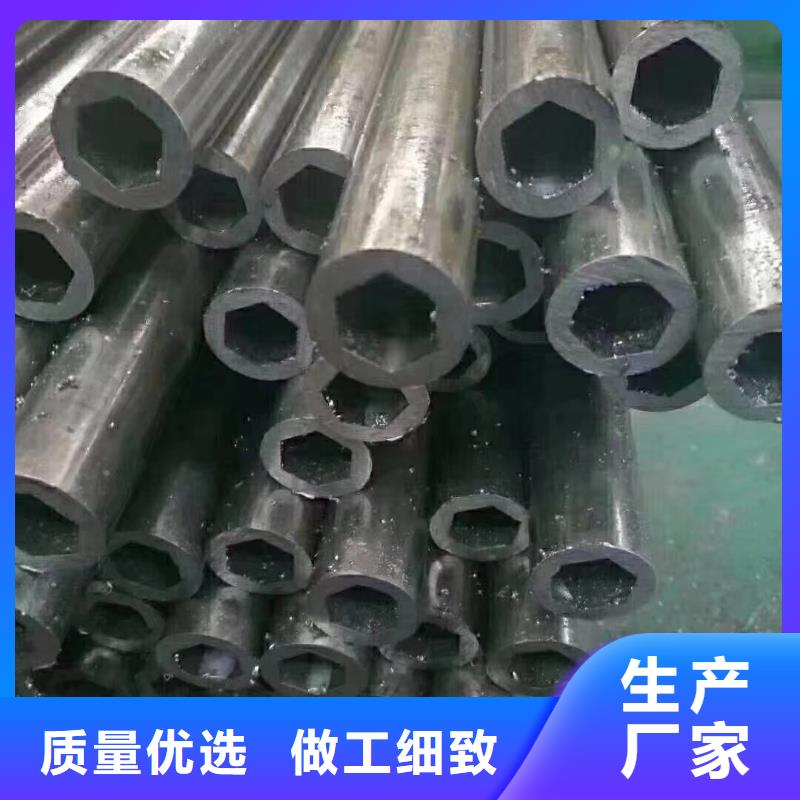
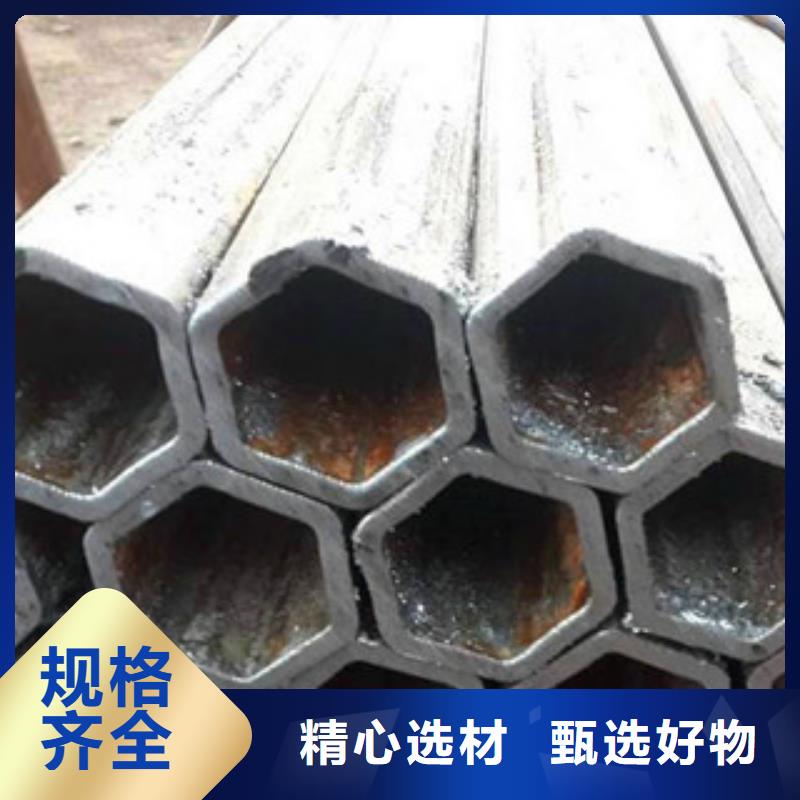
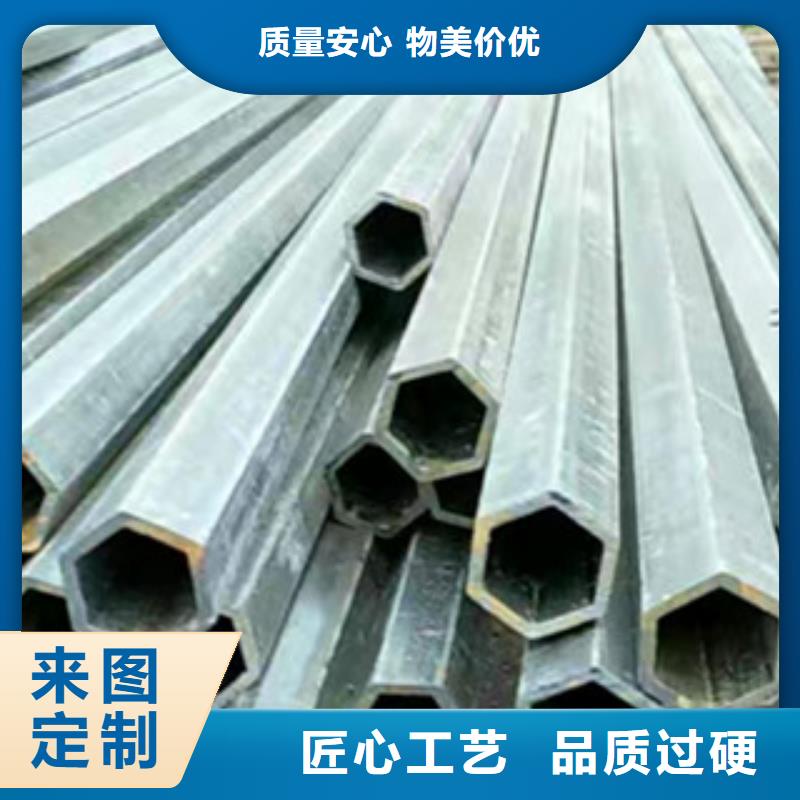
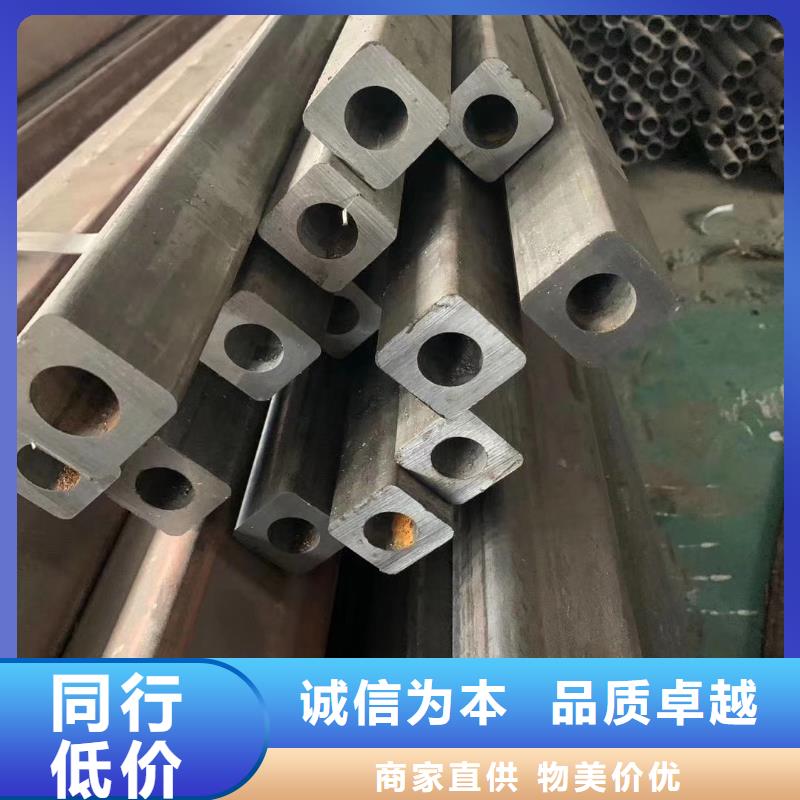
# 冷拔無縫異型管包括橫斷面輪廓非圓形的、等壁厚的、變壁厚的、沿長度方向變直徑和變壁厚的、斷面對稱和不對稱的等。如方形、矩形、錐形、梯形、螺旋形等。異型管更能適應使用條件的特殊性,節約金屬和提高零部件制造的勞動生產率。其廣泛應用在航空、汽車、造船、礦山機械、農業機械、建筑、輕紡以及鍋爐制造等方面。生產異型管的方法有冷拔、電焊、擠壓、熱軋等,其中冷拔法得到了比較廣泛的應用。冷拔無縫異型管分異型方管、異型矩管、異型焊管、螺旋焊管,規格包括:20*20mm-500mm,壁厚0.6mm-20mm,螺旋鋼管.螺旋鋼管規格,219mm-2020mm,壁厚5mm-20mm。該類型異型管具有以下四個特點:熱軋型鋼的自由扭轉剛度比冷軋型鋼高,所以熱軋型鋼的抗扭性能要優于冷軋型鋼;冷軋成型鋼允許截面出現局部屈曲,從而可以充分利用桿件屈曲后的承載力;而熱軋型鋼不允許截面發生局部屈曲;冷拔無縫異型管一般材質為其精密度比較高,比普通的拉拔鋼管表面光滑,節約成本,是機械業的 ;熱軋型鋼和冷軋型鋼殘余應力產生的原因不同,所以截面上的分布也有很大差異。冷彎薄壁型鋼截面上的殘余應力分布是彎曲型的,而熱扎型鋼或焊接型鋼截面上殘余應力分布是薄膜型。 # 精密鋼管,是一種非常精密的鋼管材料。經過了熱軋或者冷撥的處置,促使它的內外壁擁有高精度、無泄漏、沒有氧化層等長處。因此,精密鋼管在工業上有著非常普遍的運用。猜你估計會想看《精密管保管與儲存的佳方法》。因為精密鋼管的特征,所以,它可以用于生產各式各樣不一樣的元件,如焊接管、無縫管等。也因為它可以高經受高壓的特征,精密鋼管也可以作很多種變形和各式各樣加工處置,這也是精密鋼管的大特征。精密鋼管也因此有著非常普遍的用處,比如汽車、摩托車、各式各樣機械等等。精密鋼管有著非常繁雜的加工流程,先后要經過管胚,檢查,剝皮等十幾個程序,因此,精密鋼管有著非常好的質量,才會被普遍運用到不一樣的工業當中。精密鋼管是一種結構非常精密的管道。有著普遍的用處,我們也應該相信它的用處,才可以更OK地對其進行運用,這對于我們來講也是相當重要的方面。值得我們重視。 # 異型管一般是根據斷截面來區分的,按材料來說又可分為無縫鋼管異型管,鋁合金異型管,塑料異型管。下面主要介紹一下鋼管異型管。鋼管異型管可分為橢圓形異型鋼管、三角形異型鋼管、六角形異型鋼管、菱形異型鋼管、八角形異型鋼管、半圓形異型鋼圓,不等邊六角形異型鋼管、五瓣梅花形異型鋼管、雙凸形異型鋼管、雙凹形異型鋼管、瓜子形異型鋼管、圓錐形異型鋼管、波紋形異型鋼管。橢圓異型管,一般是在圓形管的基礎上擠壓成鴨蛋形狀,橢圓異型管分為正橢圓和平橢圓,正橢圓是指弧度對稱的鴨蛋形,平橢圓是指兩個長面平行直線狀,兩個短面成圓弧狀。 #



萬盛達鋼鐵有限公司是一家集研發、生產、銷售、施工及售后服務于一體的穩步快速發展的專業化 上海六角管、冷鍍鋅管、Q355B方矩管廠家、冷鍍鋅管廠家廠家,總部設立于經濟開發區。在打造 上海六角管、冷鍍鋅管、Q355B方矩管廠家、冷鍍鋅管廠家品牌文化的同時,公司堅持用企業文化企業核心競爭力,使企業在發展中樹立起良好的社會形象。“行遠必自邇、追求無止境”,始終堅持質量穩定、服務周到、全程一體化服務于全國各地 上海六角管、冷鍍鋅管、Q355B方矩管廠家、冷鍍鋅管廠家消費者。


異型管鋼坯加熱的三種方式:在異型管生產中,鋼坯的加熱過程實際上就是熱源的傳熱過程,溫度差是傳熱的基本條件,有溫度差才會發生熱的傳播,根據傳熱過程中物體溫度有無變化,傳熱可分為穩定態傳熱和不穩定態傳熱兩種狀態。穩定態傳熱是指在傳熱過程中,物體各處的溫度不隨時間變化的傳熱現象。不穩定態傳熱是指物體在加熱過程中,溫度在不斷升高,熱量不斷地由物體表面傳向內部,即溫度隨時間變化的傳熱現象。 異型管鋼坯加熱,其熱源的傳播有輻射、傳導、對流三種方式:(一)輻射對流與傳導兩種傳熱方式必須是物體接觸才能傳遞熱能,而輻射則是物體間不必接觸就可以將熱能由一物體傳導到另一物體的傳熱方式;(二)傳導傳導傳熱一般由同一物體的高溫部分傳至低溫部分,也可由高溫物體傳至與其緊密接觸的低溫物體。異型管鋼坯傳導傳熱具有以下特點:一是傳導傳熱只有粒子的微觀熱運動,沒有宏觀的運動或位移。因此傳導傳熱主要發生在金屬、耐火材料等固體中。 二是微粒之間必須碰撞接觸,才能進行傳導傳熱。因此當固體內存在大量孔隙時,傳導傳熱便大大削弱,加熱爐常用的隔熱材料就是根據這一原理制成的;(三)對流熱交換是由于流體作宏觀運動時,在接觸過程中實現熱能從高溫到低溫的轉移。故這種傳熱方式的媒介只能是液體(包括流動的異型管鋼坯金屬熔體)和氣體。對流熱交換可以發生在流體與固體表面之間,也可以發生在流體內部。 不銹鋼異型管的作用:鉻,決定不銹鋼異型管性屬的元素只有一種,這就是鉻,每種不銹鋼都含有一定數量的鉻。鉻之所以成為決定不銹鋼性能的主要元素,根本的原因是向鋼中添加鉻作為合金元素以后,促使其內部的矛盾運動向有利于抵抗腐蝕破壞的方面發展。在異型管等結構鋼和工具鋼中,鉻能顯著提度、硬度和耐磨性,但同時降低塑性和韌性。鉻又能提高鋼的抗氧化性和耐腐蝕性,因而是不銹鋼、耐熱鋼的重要合金元素。 鎳是優良的耐腐蝕材料,也是合金鋼的重要合金化元素。鎳在鋼中是形成奧氏體的元素,但低碳鎳鋼要獲得純奧氏體組織,含鎳量要達到24%;而只有含鎳27%時才使鋼在某些介質中的耐腐蝕性能顯著改變。所以鎳不能單獨構成不銹鋼,但是鎳與鉻同時存在于不銹鋼異型管中時,含鎳的不銹鋼卻具有許多可貴的性能。但由于鎳是較稀缺的資源,故應盡量采用其他合金元素代用鎳鉻鋼。



螺旋鋼管工藝;螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管.(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。(3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。(5)采用外控或內控輥式成型。(6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。(7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。 (8)焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。(9)采用空氣等離子切割機將鋼管切成單根。 (10)切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。 (11)焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。 (12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。(13)每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。 淺析異型管拉伸試驗的步驟; 拉伸試驗是將異型管制成試樣,在拉伸試驗機上將試樣拉至斷裂,然后測定一項或幾項力學性能,通常僅測定抗拉強度、屈服強度、斷后伸長率和斷面收縮率。拉伸試驗是金屬材料基本的力學性能試驗方法,幾乎所有的金屬材料,只要對力學性能有要求,都規定了拉伸試驗。特別是那些形狀不便于進行硬度試驗的材料,拉伸試驗成為的力學手段。 異型管拉伸試驗主要有以下步驟:(一)用刻線機在原始標距范圍內刻劃圓周線,將標距內分為等長的10格。用游標卡尺在試件原始標距內的兩端及中間處兩個相互垂直的方向上各測一次直徑,取其算術平均值作為該處截面的直徑,然后選用三處截面直徑的小值來計算試件的原始截面面積;(二)根據異型管的拉伸強度和原始標本截面積估計的大負荷,配置相應的擺錘,選擇合適的測力度盤;(三)開始試機,使表上升約10mm,為了重量板凳系統的影響。倡議旨在調整指針為零,主動驅動的指針和指針靠攏,調整自動繪圖設備;(四)先將異型管樣品裝夾在上夾頭內,再將下夾頭移動到合適的夾持位置,后夾緊試件下端;(五)開動試驗機,預加少量載荷(載荷對應的應力不能超過異型管材料的比例極限),然后卸載到零,以檢查試驗機工作是否正常;(六)啟動試驗機,加載緩慢而均勻地旋轉仔細觀察指針和策劃力測量繪圖設備的圖形。注意捕獲的屈服載荷值,計算其屈服點應力的記錄。在屈服階段,加載速度可以更快。將達到大,遵守“縮頸”的現象。試樣斷裂立即停止,記錄的大負荷值;(七)取下異型管拉伸標本、記錄紙;(八)用游標卡尺測量斷后標距及縮頸處小直徑。 防止異型管轉爐噴濺的六個方法:異型管轉爐噴濺產生的原因有以下三個:(一)當渣中TFe含量過低,熔渣粘稠,熔池被氧流吹開后熔渣不能及時返回覆蓋液面,CO氣體的排出帶著金屬液滴飛出爐口,形成金屬噴濺。熔渣返干也會產生金屬噴濺。可見,形成金屬噴濺的一些原因與發性噴濺正好相反。(二)熔池內碳氧反應不均衡發展,瞬時產生大量的CO氣體,這是發生發性噴濺的根本原因。由于操作上的原因,熔池驟然受到冷卻,抑制了正在激烈進行的碳氧反應;當熔池溫度再度升高到一定程度,碳氧反應重新以更猛烈的速度進行,瞬間排出大量具有巨大能量的CO氣體從爐口排出,同時還挾帶著一定量的鋼水和熔渣,形成了較大的噴濺。(三)除了碳的氧化不均衡外,還有如爐容比、渣量、爐渣泡沫化程度等因素也會引起噴濺。在鐵水Si、P含量較高時,渣中SiO2、P2O5含量也高,渣量較大再加上熔渣中TFe含量較高,其表面張力降低,阻礙著CO氣體通暢排出,因而渣層膨脹增厚,嚴重時能夠上漲到爐口。此時只要有一個不大的推力,熔渣就會從爐口噴出,熔渣所夾帶的金屬液也隨之而出,形成噴濺。同時泡沫渣對熔池液面覆蓋良好,對氣體的排出有阻礙作用。嚴重的泡沫渣可能導致爐口溢渣。 要防止異型管轉爐噴濺的產生,需要采取以下方法:一、吹煉過程位控制的基本原則是繼續化好渣、化透渣、快速脫碳、不噴濺、熔池均勻升溫。吹煉中期的特點是強烈脫碳,在這個階段中,不僅吹入的氧氣全部用于碳的氧化,而且渣中的氧化鐵也大量被消耗,流動性下降,出現返干現象,影響硫、磷的去除甚至于發生回磷現象,噴濺也嚴重。為了防止異型管中期爐渣返干,應該適當提。二、保持合理的爐型是在現有技術和設備條件下控制噴濺有效的方法,如應有適當的高度和液面,根據冶煉鋼種采取合適的底吹模式,如果發現上漲較高,要及時采取措施進行處理,處理操作應采取勤、輕處理原則。三、做好熱平衡,力求做到熱量略富裕,這樣既能保住終點碳,又不因為熱量太富裕冷卻料用量大噴濺難控制。還可以采用留渣操作,濺渣護爐時不要把爐渣濺干,在爐內留部分爐渣,剩余的爐渣在下爐吹煉時有利于前期快速成渣,同時減少了冷卻劑的加入量和爐渣的泡沫化程度,并將泡沫化高峰前移,從而達到控制異型管轉爐噴濺的目的,在爐渣嚴重泡沫化時,短時間提高位,使氧超過泡沫的熔池面,用氧氣射流的沖擊破壞泡沫,減少噴濺。四、在某種程度上復吹轉爐煉鋼的氧操作主要是通過位的變化來調節和控制爐渣中有合適的(FeO)含量,以滿足吹煉過程各期的需要。如果(FeO)控制不當,會給吹煉帶來困難,因此控制噴濺的關鍵就是要控制吹煉位。五、正確地控制前期溫度,如果前期溫度低,爐渣中積累起大量的氧化鐵,隨后在元素氧化,熔池被加熱時,往往突然引起碳的激烈氧化,容易造成發性噴濺。在爐溫很高時,可以在提的同時適當加一些石灰,稠化熔渣,有時對抑制噴濺也有些作用,但加入量不宜過多,加入的石灰化完后,如果不繼續加人石灰就應當適當降,以免在硅錳氧化結束和熔池溫度升高后強烈脫碳時發生嚴重噴濺。六、后期的任務是進一步調整好爐渣的氧化性和流動性,繼續去除硫、磷使熔池異型管鋼液成分和溫度均勻,穩定火焰,便于準確地控制終點,壓速度要緩慢,切忌過快,否則會引起噴濺。冶煉低碳鋼,很多采用的是增碳法,所以后期非常注意加強熔池攪拌以加速后期脫碳,均勻熔池的溫度和成分。為此在過程化渣不太好,或者中期爐渣返干較嚴重時,后期應首先適當提化渣。而在接近終點時,再適當降,以加強熔池攪拌,使熔池的溫度和成分均勻化,提高金屬和合金收得率并減輕對爐襯的侵蝕。

您是想要在上海市采購高質量的異型管鍍鋅帶方管規格齊全產品嗎?萬盛達鋼鐵有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的異型管鍍鋅帶方管規格齊全產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:陳經理-13310655558,QQ:13310655558,地址:《經濟開發區》。