
我們誠意滿滿地為您制作了這部復合管鍍鋅管N年生產經驗產品視頻,旨在、多角度地展現產品的各項功能和特點。通過觀看這部視頻,您將更直觀地了解產品的設計理念、材質選擇以及獨特優勢。
以下是:復合管鍍鋅管N年生產經驗的圖文介紹
萬弗萊鋼有限公司
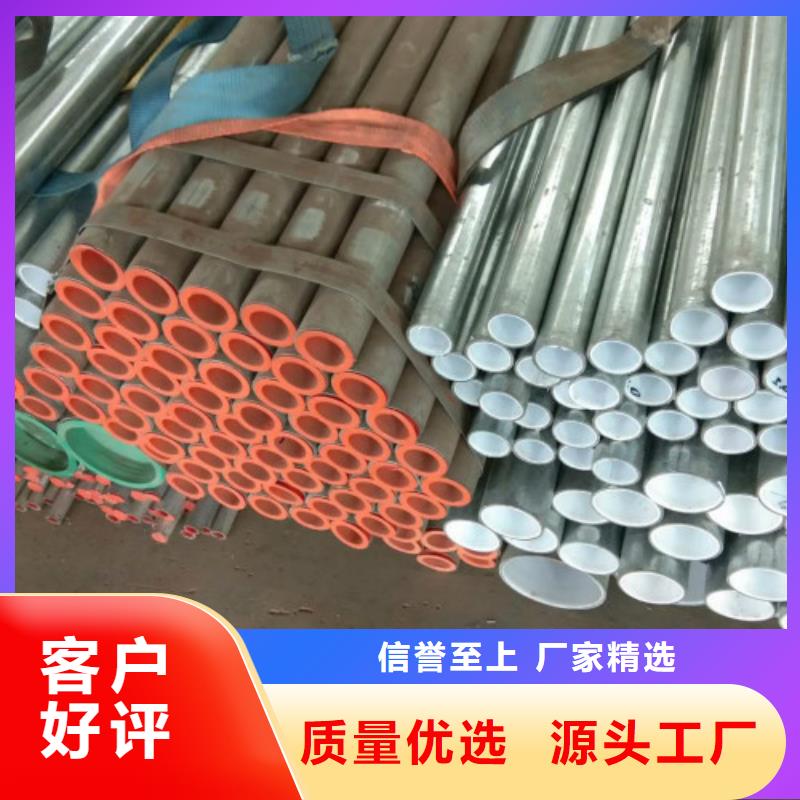
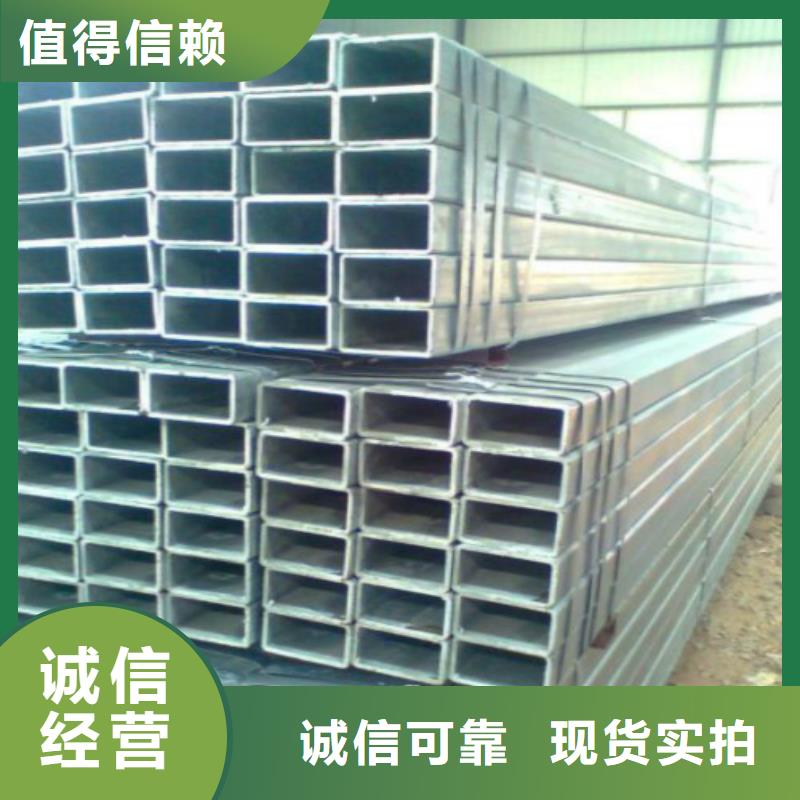
專業生產海口合金管

海口合金管的圖文介紹
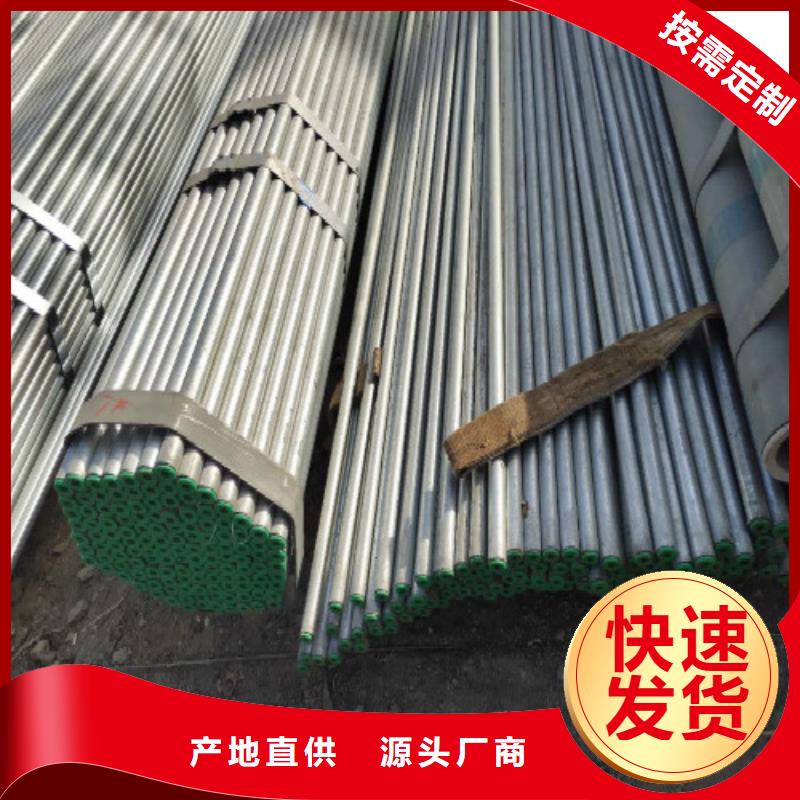
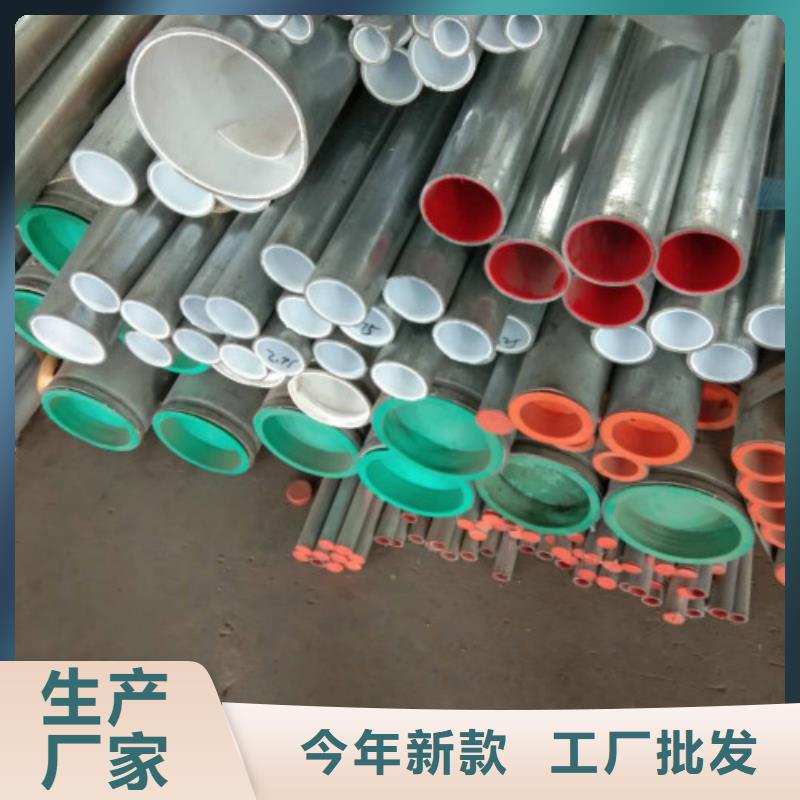
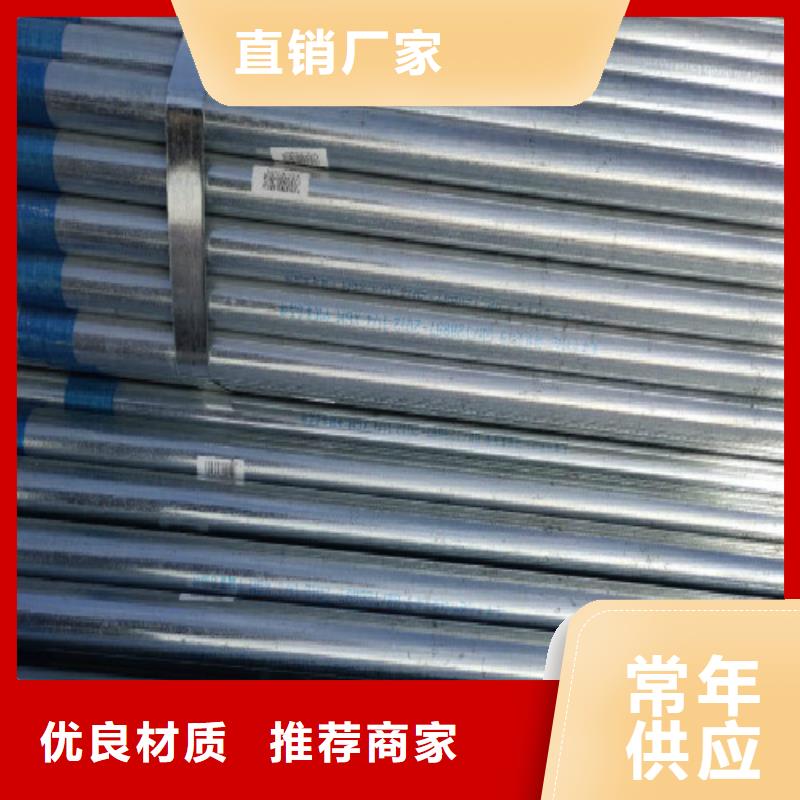
實拍展現品質過硬

如今采購商品牌意識更強了,也都非常精明,買 海南海口合金管的選擇性也更多,很多采購商直接開車到 海南海口合金管生產基地,一天能考察好多個 海南海口合金管廠家,產品到底好不好,他們都能很快知道。所以,只要用心做產品做服務,用戶都能看得見。選擇萬弗萊鋼有限公司,選擇放心。





針孔試驗
管段試件長度約為1000 mm,用電火花檢漏儀對鋼管涂層在規定試驗電壓下進行檢查,涂層厚度不大于0.4mm,試驗電壓為1500 V,涂層厚度大于0.4 mm,試驗電壓為2000 V。檢查有無電火花產生,試驗結果應符合5.5的規定。
附著力試驗
附著力試驗按CJ/T 120-2008中7.4.2進行,試驗結果應符合5.6的規定。
彎曲試驗
DN≤50mm的涂覆鋼管進行彎曲試驗。管段試件長度為(1200±100) mm。
在溫度為(20±5) ℃的環境下,以鋼管公稱通徑的8倍為曲率半徑,彎曲角度為30o,在彎管機或模具上進行彎曲。彎曲試驗時管內不帶填充物,焊縫位于彎曲主面的側面。
試驗后,從彎曲圓弧的中部將試件剖開,檢查內涂層,試驗結果應符合5.7的規定。
壓扁試驗
DN>50 mm的涂覆鋼管進行壓扁試驗。管段試件尺寸長為(50±10) mm。
在溫度為(20±5) ℃的環境下,如圖1所示,將試件置于兩平板之間,在壓力試驗機上逐漸壓縮至兩平板間距離為試件外徑的五分之四,壓扁時涂覆鋼管焊縫垂直于載荷施加方向。試驗后,檢查內涂層,試驗結果應符合5.8的規定。
壓扁試驗
沖擊試驗
從涂覆鋼管的任意位置切取長約100 mm的試樣,在溫度為(20±5) ℃的環境下,如圖2所示,按表2的規定進行沖擊試驗,觀察內涂層的損壞情況。試驗時,焊縫應在沖擊面相反的方向,試驗結果應符合5.9的規定。
表2 沖擊試驗條件
公稱通徑 DN
mm錘重,kg落下高度,mm
15~251.0300
32~502.1500
65
80~3006.31000
沖擊試驗裝置
真空試驗
管段試件長度為(500±50) mm,使用適當的措施堵住管道進出口,從進口逐漸增加負壓至660 mm汞柱,保持1 min,試驗后檢查內涂層,試驗結果應符合5.10的規定。
高溫試驗
管段試件長度為(100±10) mm,將試件放置在恒溫箱中,升溫至(300±5) ℃,并恒溫1 h,然后取出自然冷至常溫。試驗后,取出試件并檢查內涂層(允許外觀顏色變深、發暗現象),試驗結果應符合5.11的規定。
管段試件長度約為1000 mm,用電火花檢漏儀對鋼管涂層在規定試驗電壓下進行檢查,涂層厚度不大于0.4mm,試驗電壓為1500 V,涂層厚度大于0.4 mm,試驗電壓為2000 V。檢查有無電火花產生,試驗結果應符合5.5的規定。
附著力試驗
附著力試驗按CJ/T 120-2008中7.4.2進行,試驗結果應符合5.6的規定。
彎曲試驗
DN≤50mm的涂覆鋼管進行彎曲試驗。管段試件長度為(1200±100) mm。
在溫度為(20±5) ℃的環境下,以鋼管公稱通徑的8倍為曲率半徑,彎曲角度為30o,在彎管機或模具上進行彎曲。彎曲試驗時管內不帶填充物,焊縫位于彎曲主面的側面。
試驗后,從彎曲圓弧的中部將試件剖開,檢查內涂層,試驗結果應符合5.7的規定。
壓扁試驗
DN>50 mm的涂覆鋼管進行壓扁試驗。管段試件尺寸長為(50±10) mm。
在溫度為(20±5) ℃的環境下,如圖1所示,將試件置于兩平板之間,在壓力試驗機上逐漸壓縮至兩平板間距離為試件外徑的五分之四,壓扁時涂覆鋼管焊縫垂直于載荷施加方向。試驗后,檢查內涂層,試驗結果應符合5.8的規定。
壓扁試驗
沖擊試驗
從涂覆鋼管的任意位置切取長約100 mm的試樣,在溫度為(20±5) ℃的環境下,如圖2所示,按表2的規定進行沖擊試驗,觀察內涂層的損壞情況。試驗時,焊縫應在沖擊面相反的方向,試驗結果應符合5.9的規定。
表2 沖擊試驗條件
公稱通徑 DN
mm錘重,kg落下高度,mm
15~251.0300
32~502.1500
65
80~3006.31000
沖擊試驗裝置
真空試驗
管段試件長度為(500±50) mm,使用適當的措施堵住管道進出口,從進口逐漸增加負壓至660 mm汞柱,保持1 min,試驗后檢查內涂層,試驗結果應符合5.10的規定。
高溫試驗
管段試件長度為(100±10) mm,將試件放置在恒溫箱中,升溫至(300±5) ℃,并恒溫1 h,然后取出自然冷至常溫。試驗后,取出試件并檢查內涂層(允許外觀顏色變深、發暗現象),試驗結果應符合5.11的規定。