
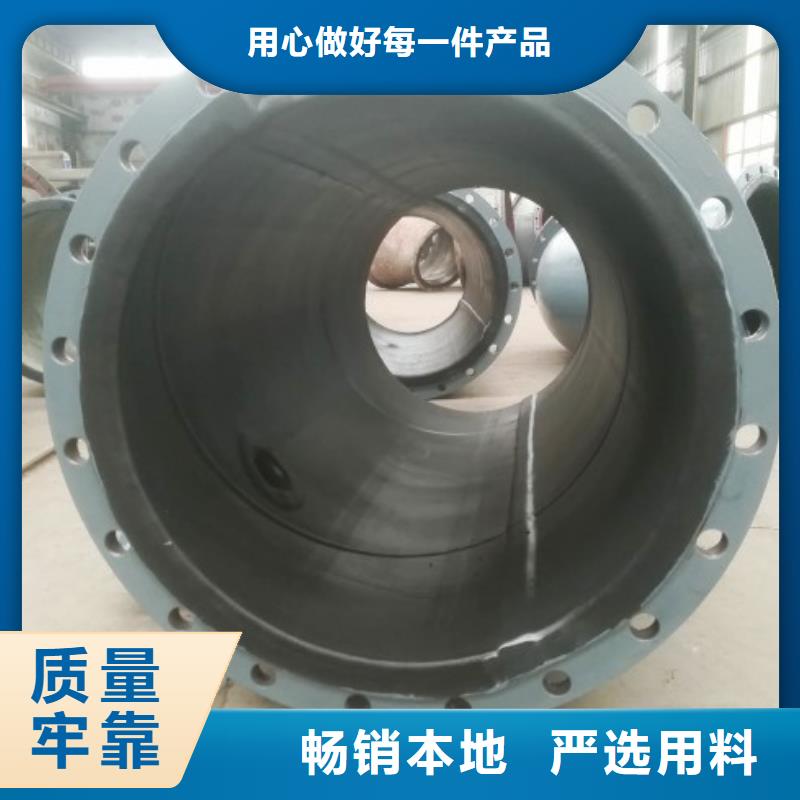





邵陽鋼襯塑的詳細介紹
用途廣泛自主研發

縱橫機械制造有限公司在成立之時就確定了以人為本,以科技促進發展的理念,始終以“立足 湖南邵陽鋼襯塑事業,為客戶解決問題”為使命,圍繞公司主營業務履行社會責任,嚴格確立在任何時間都能站在客戶的角度、讓我們的客戶做有效的 湖南邵陽鋼襯塑,并以良好的服務和滿意的治理效果贏得了廣大客戶的認可。



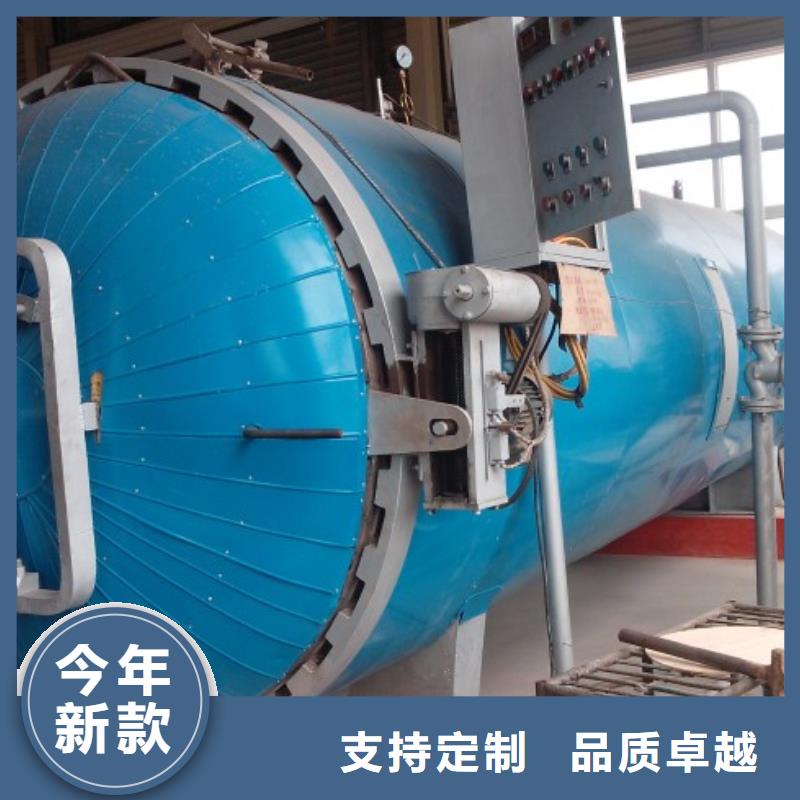
硫化制造技術要求:
1)安裝硫化封頭后:
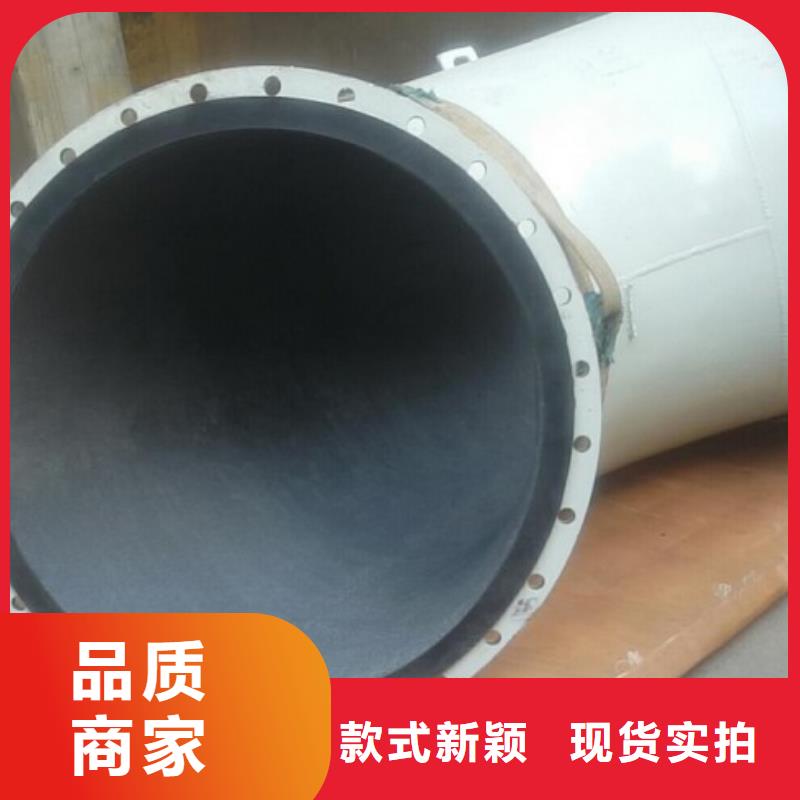
密封面的襯膠層及密封圈須用模壓硫化工藝生產。不應有徑向貫通劃痕。
硫化封頭密封性好,須能保壓0.6MPa以上。
2)硫化三要素:
按照作業指導書規定時間、溫度、壓力硫化,硫化工作必須嚴格依照材料的硫化曲線進行操作。
3)內襯固化后:
固化橡膠檢驗和接收后,緊接著要進行修整。應當磨去瑕疵和表面雜質以得到光滑、規整的表面。
粘接強度硫化試樣及檢驗:
為了質量控制之目的,應隨同正在安裝內襯的高壓蒸氣負載的管子準備一個襯有橡膠并且粘接同一批次生膠板,備用檢測粘接強度。粘接強度大于12KN/m,檢驗方法按GB/T 15254-2014 《硫化橡膠與金屬粘接180°剝離試驗》的規定執行。
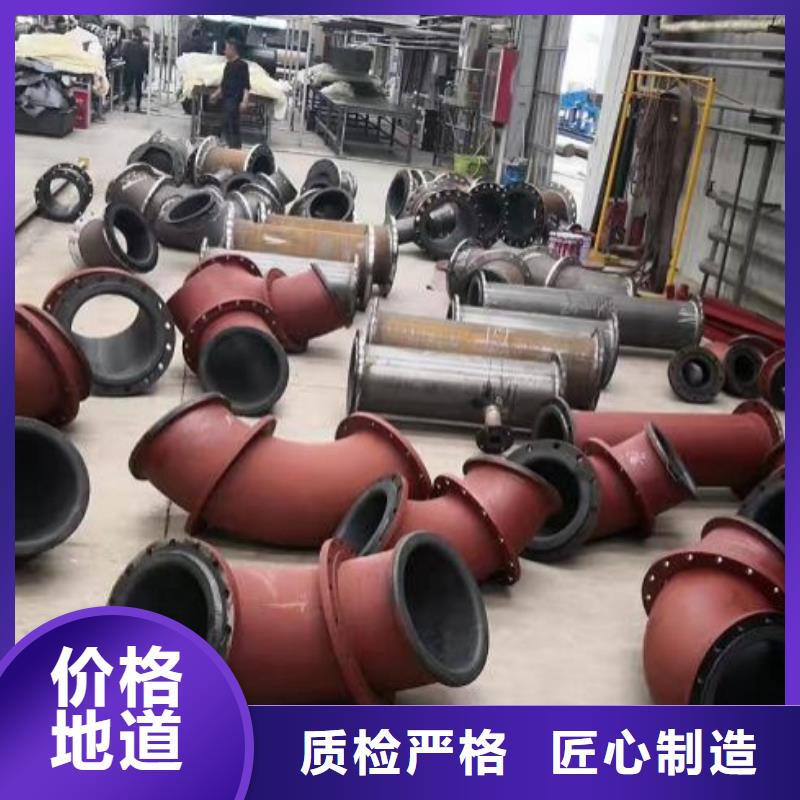
外防腐技術要求(根據甲方要求實施)
1)鋼管外壁處理
鋼材表面油污,采用噴砂除銹,達到Sa 2.5級(SSPC稱近白級),Sa 2.5級正式名稱為:“非常徹底的噴射或拋射除銹”,其定義為:鋼材表面應無可見的油脂、污垢、氧化皮、鐵銹和油漆涂層等附著物,任何殘留的痕跡應僅是點狀或條紋狀的輕微色斑。
2)三油兩布,定型膠、刷膠、纏帶。
3)GB 50268和SY/T 0447的要求,對防腐層進行外觀、厚度、漏點和粘結力檢驗。外觀、厚度、漏點應在防腐層實干后、充分固化前檢驗,粘結力可在實干或固化后檢驗




縱橫機械制造有限公司現有員工一百多人,擁有整合各種運輸車輛三百余臺、倉庫、分撥場地四千多平方米,年生產【湖南邵陽鋼襯塑】四萬余噸。

