


我們為您呈現了一部精彩絕倫的生產線【聯合沖剪機】好貨采購產品視頻,讓您感受產品的獨特之處。
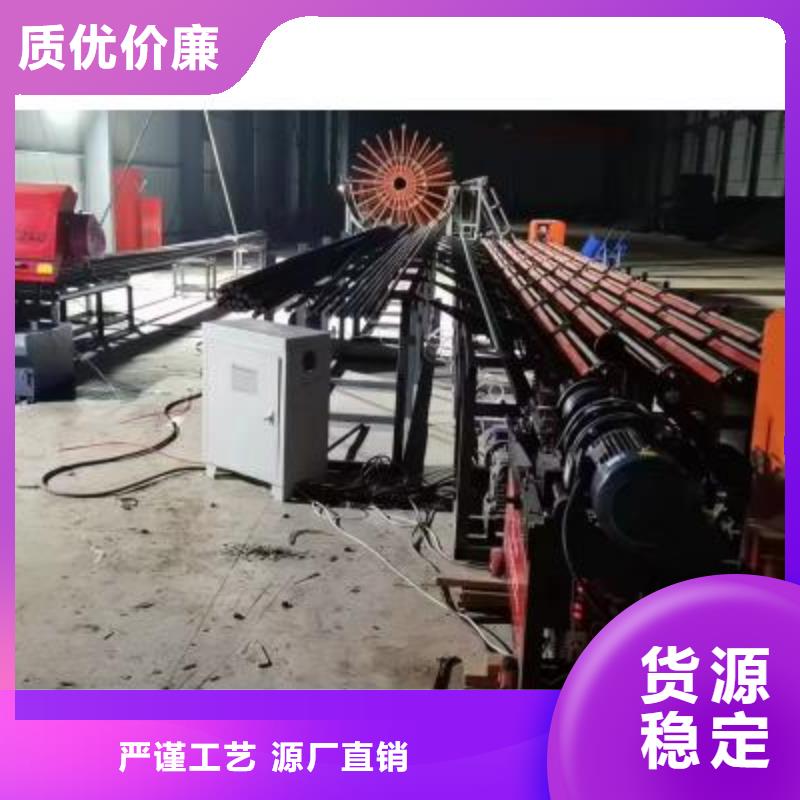
以下是:河南洛陽生產線【聯合沖剪機】好貨采購的圖文介紹

液壓油中雜質含量。取數滴液壓油放在手上,用手指捻一下,若有較多的金屬顆粒或閃光點(陽光下),證明液壓油富含機械雜質過多。須進行不少于42h以上的沉積,然后將其過濾后運用。
當令替換液壓油。停機后,操作作業設備使其置于 方位,封閉發主意,運用液壓油自重,趁液壓油熱的時候放油(容易把機械雜質、油污帶出),然后徹底清潔油箱及管路,參與新油。準確清潔液壓系統。
切忌運用火油或柴油作清潔液。清潔時應選竭盡或許大的流量,使管路中液流呈紊流狀況,并結束各個實行元件的動作,以便將污染物從各個泵、閥與液壓缸等元件沖刷出來。清潔結束后,在熱狀況下排掉清潔液,替換新油。


始終秉承 液壓噴濕機廠家品質、優質、良好服務之經營理念,積累5年 液壓噴濕機廠家的產品生產營銷經驗,真正擁有 液壓噴濕機廠家核心技術。始終致力于 液壓噴濕機廠家產品服務的提供、研發。力求讓客戶對我們的 液壓噴濕機廠家產品服務永遠滿意,真正使合作過程輕松、愉悅、互利共贏。



銅仁鋼筋頭打磨機使用視頻
套絲機還具有管子切斷功能:把管子放入管子卡盤,撞擊卡緊,啟動開關,放下進刀裝置上的割刀架,扳動進刀手輪,使割刀架上的刀片移動至想要割斷的長度點,漸漸旋轉割刀上的手柄,使刀片擠壓轉動的管子,管子轉動4圈5圈后被刀片擠壓切斷.
電動套絲機是指設有正反轉裝置,用于加工管子外螺紋的電動工具。又名:電動切管套絲機,絞絲機,管螺紋套絲機。把1980年前的手動管螺紋絞板電動化。它使管道安裝時的管螺紋加工變得輕松,快捷。降低了管道安裝工人的勞動強度
套絲機工作時,先把要加工螺紋的管子放進管子卡盤,撞擊卡緊,按下啟動開關,管子就隨卡盤轉動起來,調節好板牙頭上的板牙開口大小,設定好絲口長短.然后順時針扳動進刀手輪,使板牙頭上的板牙刀以恒力貼緊轉動的管子的端部,板牙刀就自動切削套絲,同時冷卻系統自動為板牙刀噴油冷卻,等絲口加工到預先設定的長度時,板牙刀就會自動張開,絲口加工結束.關閉電源,撞開卡盤,取出管子
套絲機還具有管子切斷功能:把管子放入管子卡盤,撞擊卡緊,啟動開關,放下進刀裝置上的割刀架,扳動進刀手輪,使割刀架上的刀片移動至想要割斷的長度點,漸漸旋轉割刀上的手柄,使刀片擠壓轉動的管子,管子轉動4圈5圈后被刀片擠壓切斷.
電動套絲機是指設有正反轉裝置,用于加工管子外螺紋的電動工具。又名:電動切管套絲機,絞絲機,管螺紋套絲機。把1980年前的手動管螺紋絞板電動化。它使管道安裝時的管螺紋加工變得輕松,快捷。降低了管道安裝工人的勞動強度
套絲機工作時,先把要加工螺紋的管子放進管子卡盤,撞擊卡緊,按下啟動開關,管子就隨卡盤轉動起來,調節好板牙頭上的板牙開口大小,設定好絲口長短.然后順時針扳動進刀手輪,使板牙頭上的板牙刀以恒力貼緊轉動的管子的端部,板牙刀就自動切削套絲,同時冷卻系統自動為板牙刀噴油冷卻,等絲口加工到預先設定的長度時,板牙刀就會自動張開,絲口加工結束.關閉電源,撞開卡盤,取出管子


鋸斷面
歪斜 1、鋸齒鈍化
2、進給過大
3、選齒失誤
4、導向磨損,松動
5、張力太小
6、齒部分齒受損
7、導向臂分開太寬
8、齒尖粘結切屑
9、鋸帶安裝歪斜 1、更換新鋸帶
2、適度減小進給量
3、合理選擇鋸齒,一般情況下:大料用大齒;小料、薄料用小齒;結構鋼材適當選擇變齒
4、更換/調整導向塊
5、調節張力
6、檢查工件硬度和內含過硬渣塊,確定加工條件
7、調整導向臂在適當位置
8、檢查刷子和切削液
9、重新調整、扶正鋸帶
通過觀察“鋸屑”狀態判斷“進給率”和“帶速”匹配的正確與否 通過觀察鋸切產生的鋸屑厚度和形狀可以判斷鋸切時的選齒、給定線速度、進給率(量)等參數是否正確。觀察下列三種鋸屑:
1、鋸屑又厚又重,呈現蘭色,盤卷密實,說明鋸切數據不正確。是低帶速高進給率所至,應提高帶速降低進給率;
2、鋸屑又碎又薄,盤卷松緊不一,說明鋸切數據不正確。是高帶速低進給率所至,應降低帶速增大進給率;
3、鋸切產生厚薄均勻,盤卷松緊適當,如同彈簧般的螺旋狀鋸屑,說明鋸切數據正確。
歪斜 1、鋸齒鈍化
2、進給過大
3、選齒失誤
4、導向磨損,松動
5、張力太小
6、齒部分齒受損
7、導向臂分開太寬
8、齒尖粘結切屑
9、鋸帶安裝歪斜 1、更換新鋸帶
2、適度減小進給量
3、合理選擇鋸齒,一般情況下:大料用大齒;小料、薄料用小齒;結構鋼材適當選擇變齒
4、更換/調整導向塊
5、調節張力
6、檢查工件硬度和內含過硬渣塊,確定加工條件
7、調整導向臂在適當位置
8、檢查刷子和切削液
9、重新調整、扶正鋸帶
通過觀察“鋸屑”狀態判斷“進給率”和“帶速”匹配的正確與否 通過觀察鋸切產生的鋸屑厚度和形狀可以判斷鋸切時的選齒、給定線速度、進給率(量)等參數是否正確。觀察下列三種鋸屑:
1、鋸屑又厚又重,呈現蘭色,盤卷密實,說明鋸切數據不正確。是低帶速高進給率所至,應提高帶速降低進給率;
2、鋸屑又碎又薄,盤卷松緊不一,說明鋸切數據不正確。是高帶速低進給率所至,應降低帶速增大進給率;
3、鋸切產生厚薄均勻,盤卷松緊適當,如同彈簧般的螺旋狀鋸屑,說明鋸切數據正確。


