

為了讓您更地了解我們的鋼筋籠繞筋機小導管尖頭機真實拍攝品質可靠,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。
以下是:鋼筋籠繞筋機小導管尖頭機真實拍攝品質可靠的圖文介紹


移動盤的固筋套必須定位準確、固定牢固,這是加工出來的鋼筋籠主筋間距均勻的前提;注意施工開始過程中參數的設定,需要調試,以保證鋼筋籠箍筋的間距和焊接質量。 .鋼筋籠滾焊機主要加工制作抗拔樁鋼筋籠,其主要質量要求如下:(1)螺旋箍筋與主筋點焊數量不低于50%,焊點飽滿,不得出現虛焊、漏焊現象; 2)加強環箍2米一道,環箍搭接焊縫長度要求不低于10d,焊縫寬度不低于0.8d,焊縫高度不低于0.3d; (3)鋼筋籠定位保護塊2米一道,每道4個,均勻分布,定位塊必須焊牢。 四、操作規程?所有人員進入施工現場必須戴合格帽,系好下顎帶,鎖好帶扣;嚴禁赤腳和穿拖鞋、高跟鞋進入施工現場。2、操作人員須經專業培訓、充分了解設備性能后進行設備操作,嚴禁非操作人員擅自操作設備。 3、每天設備開始生產之前,要對設備狀況進行檢查。4、設備運行過程中,要注意檢查電機是否有過熱現象;嚴禁對電氣部分進行遮蓋,要保持散熱順暢鋼筋籠滾焊機 鋼筋籠繞筋機



專業的 安徽亳州注漿泵制造水平滿足客戶“質量、品質、性能”的追求,讓每一個建貿數控鋼筋籠滾焊機廠家有限公司制造的 安徽亳州注漿泵都成為凝結匠心的上乘之作。


直螺紋絲頭的加工檢驗 經自檢合格的絲頭,由質檢員隨機抽樣進行檢驗,以500個同種規格絲頭為一批,隨機抽檢10%,進行復檢。加工鋼筋螺紋的絲頭牙型、螺距、外徑必須與套筒一致,并且經配套的量規檢驗合格。 螺紋絲頭牙型檢驗:牙型飽滿,無斷牙、禿牙缺陷,且與牙型規的牙型吻合,牙齒表面光潔為合格品。 7.4.2直螺紋接頭的連接及檢驗 1、連接鋼筋時,鋼筋規格和套筒的規格必須一致,鋼筋和套筒的絲扣干凈、完好無損; 2、連接鋼筋時應對正軸線將鋼筋擰入連接套筒。 3、接頭連接完成后,應使兩個絲頭再套筒中央位置互相頂緊,標準型套筒每端不得有一扣以上完整絲扣外露。 7.5 成型鋼筋籠應做好儲存工作,防水、防銹蝕。以保證成型鋼筋籠質量鋼筋籠繞筋機



當骨架進入孔口后,應將其扶正徐徐下降,嚴禁擺動碰撞孔壁。然后,由下而上地逐個解去綁扎鋼管的綁扎點及鋼筋十字支撐。當骨架下降到第三吊點附近的加強箍接近孔口,可用型鋼等穿過加強箍筋的下方,將骨架支承于枕木之上。再起吊第二節骨架,使上下兩節骨架位于同直線上進行焊接,焊接時要保證上下主筋順直,焊接長度單面焊為10d、雙面焊5d。焊縫要飽滿、無燒傷主筋、無焊渣殘留。每一處接頭焊接完成,需要自檢并且上報監理工程師,合格后方可進行下一道工序。全部接頭焊好后就可以下沉入孔,直至所有骨架安裝完畢。并在孔口牢固定位,以免在灌注混凝土過程中發生浮籠現象。 吊筋:由測定的孔口標高來計算吊筋的長度,并反復核對無誤后再焊接定位筋。吊筋采用Φ10的鋼筋制作,采用四點支撐。利用護樁在鋼筋籠上拉出十字線,找出鋼筋籠中心,并使其與樁位中心重合。然后在定位鋼筋骨架頂端的頂吊圈下面插入兩根平行的型鋼,并將整個定位骨架支托于枕木上。?為了節省鋼筋籠焊接時間,現場需保持不少于二臺電焊機,分工流水作業。電機電流要適中,不宜過大過小,防止焊接時燒傷鋼筋。鋼筋籠繞筋機



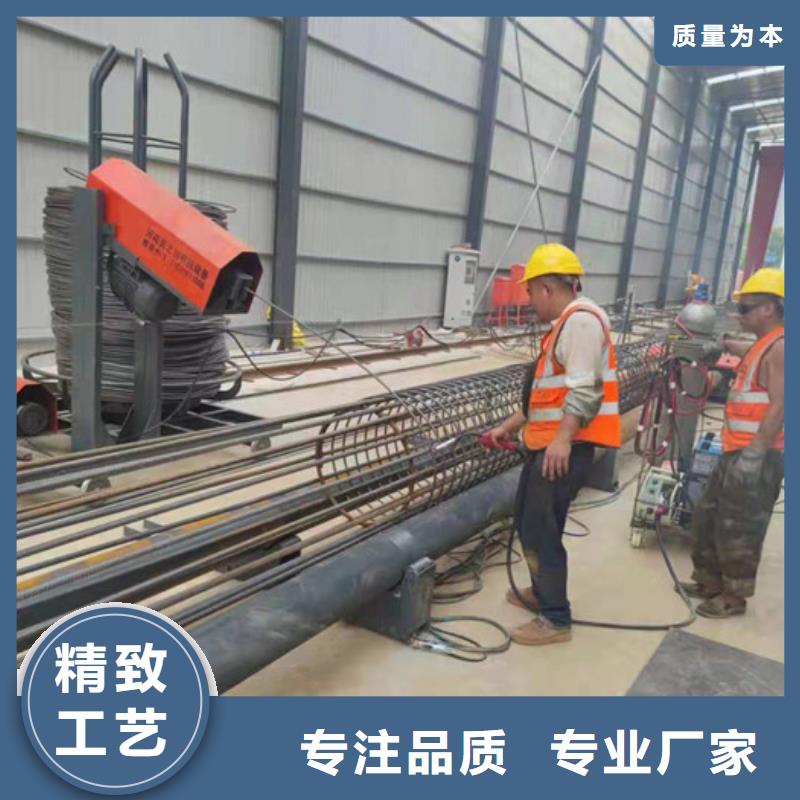
鋼筋籠繞筋機 隨著社會的不斷進步,建筑物所要求的地基承載力也越來越高,因而在樁基的設計上也越來越深;如何在深樁基施工時保證鋼筋籠的成型質量就顯得越來越重要.而鋼筋籠成型機在鋼筋籠的制作上代替了傳統的人工制作方式,很好的解決了人工制作鋼筋籠時存在的鋼筋間距不均勻,尺寸偏差大,鋼筋纏繞不緊易松垮等問題,在鋼筋籠主筋的間距,垂直度,焊接質量等方面都有了明顯的改進,同時提高了生產效率,節約了施工工期,更創造了較好的經濟效益和社會效益.