以下是:山東省青島市合金板耐磨板源頭廠家直銷的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議 |
|---|
| 發貨期限 | 電議 |
|---|
| 供貨總量 | 電議 |
|---|
| 運費說明 | 電議 |
|---|
| 品牌 | 君晟宏達 |
|---|
| 加工服務 | 定制加工 |
|---|
| 經營范圍 | 全國 |
|---|
| 實力 | 實體廠家 |
|---|
| 型號 | 型號齊全 |
|---|
| 范圍 | 合金板耐磨板供應范圍覆蓋山東省 棗莊市、東營市、濟寧市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺市、威海市、萊蕪市、日照市、淄博市、青島市、濟南市 四方區、黃島區、嶗山區、李滄區、城陽區、膠州市、即墨區、平度市、膠南區、萊西市等區域。 |
|---|
以下是:山東省青島市合金板耐磨板源頭廠家直銷的圖文視頻
【君晟宏達】為客戶提供多樣化產品,包括濟寧船板、濱州合金板、泰安鍋爐容器板、威海壓力容器板、萊蕪低合金板、濟南船板、四方船板、嶗山耐候板等,適配多元場景需求。合金板耐磨板源頭廠家直銷,君晟宏達鋼材(青島市分公司)【君晟宏達鋼材(青島市分公司)sdjs11857-42】專業從事合金板耐磨板源頭廠家直銷,聯系人:王世杰,發貨地:匯通物流園,以下是合金板耐磨板源頭廠家直銷的詳細頁面。 山東省,青島市 青島市,山東省轄地級市,別稱島城、膠澳,副省級市、計劃單列市、特大城市,青島都市圈核心城市,國務院批復確定的中國沿海重要中心城市和濱海度假旅游城市、國際性港口城市。總面積11293平方千米。截至2022年10月,青島市轄7個區、代管3個縣級市。截至2022年末,常住人口1034.21萬人。
想要了解合金板耐磨板源頭廠家直銷產品嗎?點擊觀看我們上傳的視頻介紹,它將用更直觀的方式展現產品的特點和優勢,讓您對產品有更深入的了解。
以下是:山東青島合金板耐磨板源頭廠家直銷的圖文介紹


b.工具鋼:(a)碳素工具鋼;(b)合金工具鋼;(c)高速工具鋼。c.特殊性能鋼:(a)不銹耐酸鋼;(b)耐熱鋼;(c)電熱合金鋼;(d)電工用鋼;(e)高錳耐磨鋼。7、按冶煉方法分類(1)按爐種分a.平爐鋼:(a)酸性平爐鋼;(b)堿性平爐鋼。 b.轉爐鋼:(a)酸性轉爐鋼;(b)堿性轉爐鋼。或(a)底吹轉爐鋼;(b)側吹轉爐鋼;(c)頂吹轉爐鋼。c.電爐鋼:(a)電弧爐鋼;(b)電渣爐鋼;(c)感應爐鋼;(d)真空自耗爐鋼;(e)電子束爐鋼。(2)鋼材按脫氧程度和澆注制度分a.沸騰鋼;b.半鎮靜鋼;c.鎮靜鋼;d.特殊鎮靜鋼。 合金結構鋼牌 采用數字和標準的化學元素符 表示。用兩位數字表示平均含碳量(以萬分之幾計),放在牌 頭部。合金元素含量表示方法為:平均含量小于1.50%時,牌 中僅標明元素,一般不標明含量;平均合金含量為1.50%~2.49%、2.50%~3.49%、3.50%~4.49%、4.50%~5.49%、……時,在合金元素后相應寫成2、3、4、5……。 例如:碳、鉻、錳、硅的平均含量分別為0.30%、0.95%、0.85%、1.05%的合金結構鋼,當S、P含量分別≤0.035%時,其牌 表示為“30CrMnSi”。優質合金結構鋼(S、P含量分別≤0.025%),在牌 尾部加符 “A”表示。例如:“30CrMnSiA”。



在廣大用戶的支持下,君晟宏達鋼材(青島市分公司)的【橋梁板】產品占有相當的市場份額。獲得了用戶的信任和贊譽。隨著銷售網絡在各大城市的完善,我們售后服務的質量也相繼提高,我們將以優質的【橋梁板】產品,完善的服務珍惜您對我們的信任。
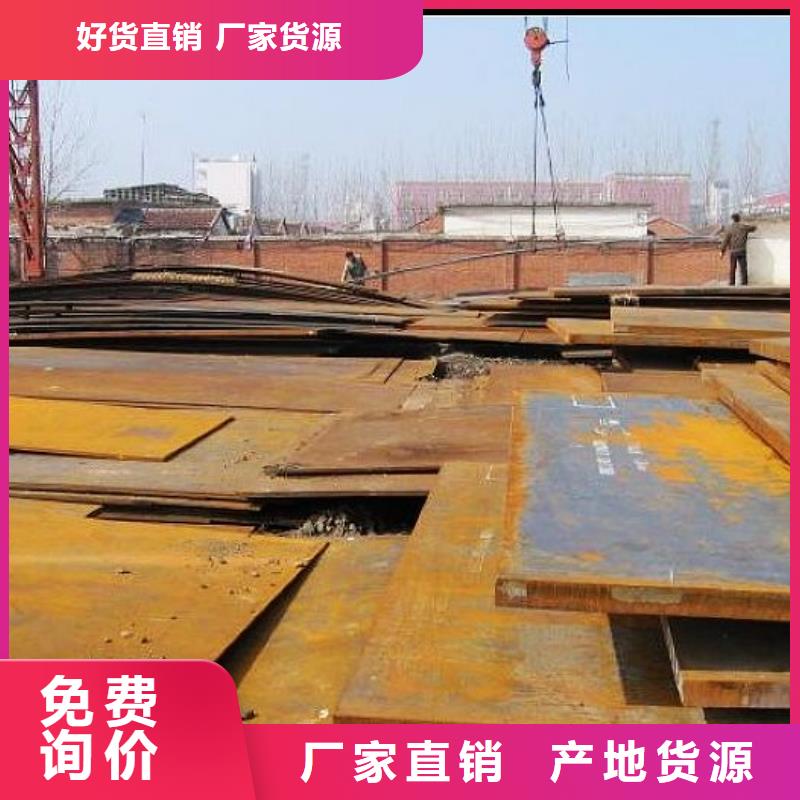
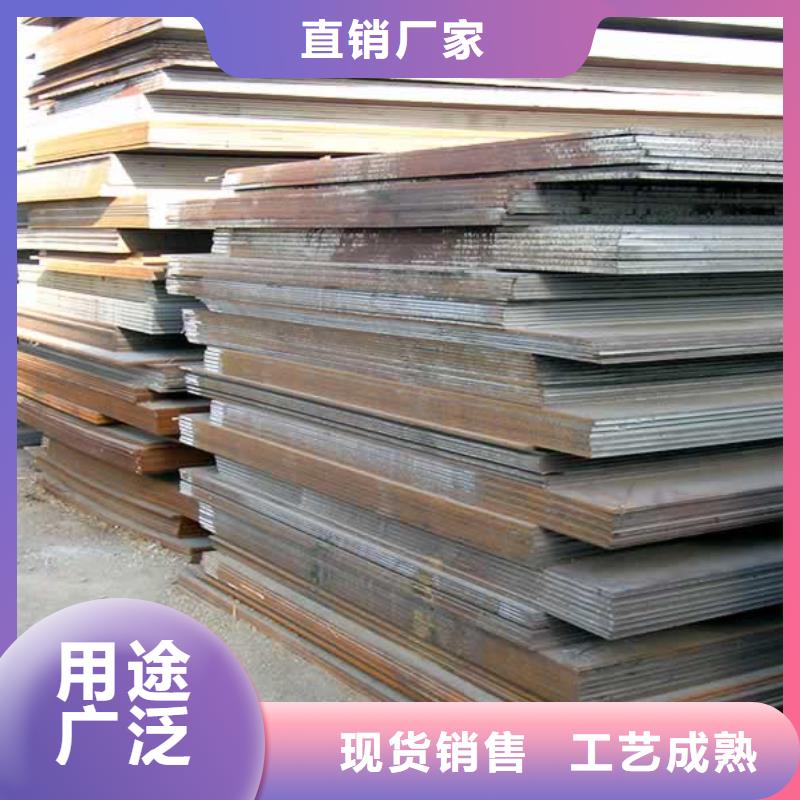
合金板耐磨板源頭廠家直銷


該鋼適宜制造要求一定強度和韌性的大、中型塑料模具。42Cr2Mo鋼是超高強度鋼,具有高強度和韌性,淬透性也較好,無明顯的回火脆性,淬火時變形小,調質處理后有較高的疲勞極限和抗多次沖擊能力,低溫沖擊韌度良好,高溫時有高的蠕變強度和持久強度。 焊接材料針對15CrMo鋼的焊接性的工作特點,根據以往的經驗,參照國外提供的焊接工藝卡,我們選擇了兩種方案進行焊接試驗。方案Ⅰ:焊接預熱,采用ER80S-B2L焊絲,T1G焊打底,E8018-B2焊條,焊條電弧焊蓋面,焊后進行局部熱處理。 方案Ⅱ:采用ER80S-B2L焊絲,T1G焊打底,E309Mo-16焊條,焊條填充電弧焊蓋面,焊后不進行熱處理。焊絲和焊條的化學成分及力學性能見表1。焊后熱處理采用方案Ⅰ焊接的試件,焊后應進行局部高溫回火處理。熱處理的工藝為:升溫速度為200℃/h,升到715℃保溫1小時15分鐘,降溫速度100℃/h,降到300℃后空冷。 合格合格84..6方案Ⅱ525/520母材50。合格合格79.4109.296.715CrMo焊接工藝2.1焊接材料針對15CrMo鋼的焊接性及現場高壓管道的工作特點,根據以往的經驗,參照國外提供的焊接工藝卡,我們選擇了兩種方案進行焊接試驗。方案Ⅰ:焊接預熱,采用ER80S-B2L焊絲,T1G焊打底,E8018-B2焊條,焊條電弧焊蓋面,焊后進行局部熱處理。



采用氧-焰對試件進行加溫,先用測溫筆粗略判斷試件表面的的溫度(以筆跡顏色變化快慢進行估計),后用半導體點溫計測定,測量點至少應選擇三點,以保證試件整體均達到所要求的預熱溫度。焊接時,層采用手工鎢極氬弧焊打底,為避免仰焊處焊縫背面產生凹陷,送絲時采用內填絲法,即焊絲通過對口間隙從管內送入。 其余各層采用焊條電弧焊,共焊6層,每個焊層一條焊道。方案Ⅰ和方案Ⅱ的焊接工藝參數見表3、4。按方案Ⅰ焊表3方案Ⅰ的焊接工藝參數焊道名稱焊接方法焊接材料焊材規格/mm焊接電流/A電弧電壓/V預熱及層間溫度熱處理規范打底層鎢板氬弧焊ER80S-B2Lφ2.填充層焊條電弧焊E8018-B2φ3.2585~9023~25150℃715。 ×75min蓋面層焊條電弧焊E8018-B2φ3.2585~9023~25表4方案Ⅱ的焊接工藝參數焊道名稱焊接方法焊接材料焊材規格/mm焊接電流/A電弧電壓/V預熱及層間溫度熱處理規范打底層鎢板氬弧焊ER80S-B2Lφ2.填充層焊條電弧焊E309Mo-16φ3.290~9522~24//?。 4焊后熱處理試件焊后按JB4730-94壓力容器無損檢測標準進行的超聲波探傷檢驗,焊縫Ⅰ級合格。按JB4708鋼制壓力容器焊接工藝評定標準進行焊接工藝評定試驗。評定結果見表5。表5焊接工藝評定試驗結果試驗方案拉伸試驗彎曲試驗沖擊韌性試驗aky(J/cm2)抗拉強度δb/Mpa斷裂部位彎曲角度面彎背彎焊縫熔合線熱影響區(HAZ)方案Ⅰ550/530母材50。

合金板耐磨板源頭廠家直銷,君晟宏達鋼材(青島市分公司)【君晟宏達鋼材(青島市分公司)sdjs11857-42】為您提供合金板耐磨板源頭廠家直銷產品案例,聯系人:王世杰,電話:【18762195566】、【18762195566】,發貨地:匯通物流園。