以下是:【無縫鋼管圓盤鋸切片豐富的行業經驗】的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 2天 |
|---|
| 小起訂 | 1 |
|---|
| 質量等級 | 高等 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | Q355B |
|---|
| 產品品牌 | 杰達通 |
|---|
| 產品規格 | 規格全 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 產品型號 | 型號全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 過磅 |
|---|
| 產品顏色 | 碳鋼 |
|---|
| 質保時間 | 一年 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 結構、流體、建筑裝飾、機械加工、壓力容器、電力、化工 |
|---|
| 是否進口 | 否 |
|---|
| 質量認證 | 認證 |
|---|
| 產品表面描述 | 光滑 |
|---|
| 配送服務 | 可配送到廠 |
|---|
以下是:【無縫鋼管圓盤鋸切片豐富的行業經驗】的圖文視頻
【無縫鋼管圓盤鋸切片豐富的行業經驗】,杰達通鋼管有限公司(梅州分公司)為您提供【無縫鋼管圓盤鋸切片豐富的行業經驗】的資訊,聯系人:張經理,電話:0635-8889121、13001750087,QQ:2572770787,發貨地:開發區匯通國際金屬物流園。 廣東省,梅州市 梅州市是明清以來客家人衍播四海的主要出發地,是全球有代表性的客家人聚居地,被譽為“世界客都”。梅州是全國重點僑鄉、港澳臺同胞重要祖籍地,祖籍梅州的華人華僑和港澳臺同胞700多萬。2013年,由聯合國教科文組織設立的中國的移民紀念項目中國(梅州)移民紀念廣場落成。梅州是葉劍英元帥的故鄉、革命老區、海峽兩岸交流基地、廣東全域屬原中央蘇區范圍的地級市。
以下是我們上傳的【無縫鋼管圓盤鋸切片豐富的行業經驗】實拍視頻,您可以點擊觀看。
以下是:【無縫鋼管圓盤鋸切片豐富的行業經驗】的圖文介紹


無縫鋼管現如今企業應用的行業發展真的是很普遍的,比如在建造技術層面,運送層面分析這些,往往通過無縫鋼管公司可以這樣那樣被許多的應用,一定是有鋼管本身的優點及其自身優勢。相比以前應用的那類般鋼管,無縫鋼管選用了系列的新科技的好技術隨后才擁有無縫鋼管扎實的品質。 無縫鋼管現如今應用的行業真的是很普遍的,比如在建造層面,運送層面這些,鍍鋅凹槽管商,往往無縫鋼管可以那樣被許多的應用,一定是有鋼管本身的優點及其優勢。相比以前應用的那類般鋼管,無縫鋼管選用了系列的新科技的好技術隨后才擁有無縫鋼管扎實的品質。 首先:關鍵的便是她們的成形加工工藝不樣。般的鋼管,例如自來水水管,般是根據將平板才經鈑金折彎后電焊焊接來的,這類加工工藝非常簡單不光滑,制成品好加工后能夠在上面發覺條焊接。而無縫鋼管一般是將熔融狀態的鐵水根據環狀雙縫庫存積壓出去后再經過拉申等工藝處理成形,湖南凹槽管,在這類加工工藝下就?有焊接。在特性上,無縫鋼管在承受壓力工作能力上較一般無縫鋼管有非常大,因此常常被用以髙壓機器設備應用。如液壓機器設備的管道聯接等。而一般鋼管的焊接位置是其薄弱點,焊接品質發展也是社會危害其總體結構特性的關鍵技術要素。



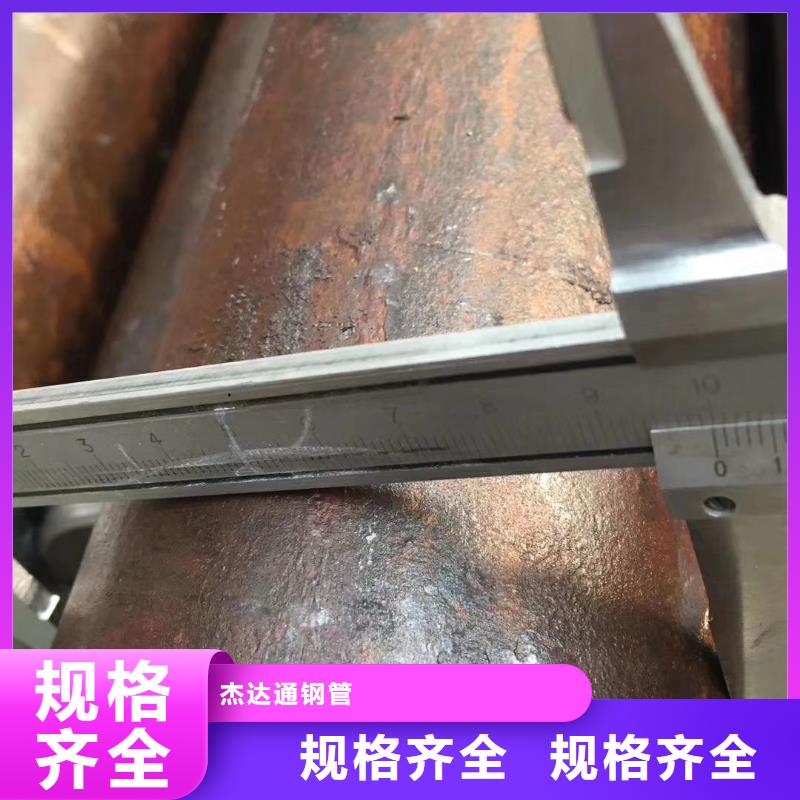
無縫鋼管壁厚不均主要體現為螺旋狀壁厚不均、直線狀壁厚不均及頭尾部壁厚偏厚、偏薄等現象。無縫管連軋工藝調整的影響是導致成品管壁厚不均的重要因素。 具體為:1、無縫鋼管螺旋狀壁厚不均 成因是:穿孔機軋制中心線不正、兩軋輥的傾角不等或頂頭前壓下量太小等調整原因造成的無縫鋼管壁厚不均,一般沿鋼管的全長呈螺旋狀分布。在軋制過程中定心輥打開過早、定心輥調整不當以及頂桿抖動等造成的壁厚不均,一般沿鋼管全長呈螺旋狀分布。 措施:調整穿孔機軋制中心線,使兩軋輥的傾角相等,按軋制表給定參數調整軋管機。針對第二種情況,根據毛管出口速度調整定心輥打開時間,軋制過程中定心輥不要打開過早,以防止頂桿抖動,造成無縫鋼管壁厚不均。定心輥開口度需要根 據毛管直徑的變化作適當調整,并考慮毛管跳動量的大小。2、無縫鋼管直線狀壁厚不均 成因:芯棒預穿鞍座高度調整不合適,芯棒預穿時接觸到某一面的毛管,致使毛管在接觸面上溫降過快,造成無縫鋼管壁厚不均甚至拉凹缺陷。連軋軋輥間隙過小或過大。軋管機中心線偏差。單、雙機架壓下量不均,會造成鋼管單機架方向超薄(超厚)、雙機架方向超厚(超薄)的直線型對稱偏差。臼斷裂,內外輥縫差大,會造成鋼管直線型非對稱偏差。連軋調整不當,堆鋼、拉鋼軋制會造成直線型壁厚不均。 措施:調整好芯棒預穿鞍座的高度、保證芯棒與毛管對中。更換孔型及軋制規格時應測量軋輥間隙,使實際軋輥間隙與軋制表保持一致。用光學對中裝置調整軋制中心線,年度大修時必須校正軋管機中心線。及時更換臼斷裂的機架,實施測量連軋輥內、外輥縫,出現問題并及時更換。連軋時,要避免拉鋼、堆鋼。 無縫鋼管頭、尾部壁厚不均 成因:管坯前端切斜度、彎曲度過大、管坯定心孔不正易造成鋼管頭部壁厚不均。穿孔時延伸系數太大、軋輥轉速太高、軋制不穩定。穿孔機拋鋼不穩定易造成毛管尾部壁厚不均。 措施檢查管坯質量,防止管坯前端切斜度、壓下量大,更換孔型或檢修均應校正定心孔。采用較低的穿孔速度,以確保軋制的穩定性和毛管壁厚的均勻度。當軋輥轉速調整后,匹配的導盤也做相應調整。關注導盤使用狀態并加大對導盤螺栓的檢查力度,降低導盤在軋鋼時的竄動幅度,保證拋鋼穩定。


杰達通無縫鋼管您介紹無縫鋼管熱沖壓成型工藝。該工藝的目的在于將無縫鋼管加熱到合適的溫度,使耐磨管完全馬氏體化,并具有優良的塑性變形。用于加熱的機械設備是專用的連續熱處理爐。加熱到加工硬化溫度以上后,表層很容易在空氣中氧化形成氧化皮,對后續生產加工造成不良破壞。為了更好地防止或減少耐磨管在熱處理爐內的空氣氧化,一般在熱處理爐內設置稀有氣體保護系統,或對管材進行表面抗氧化處理是指將加熱后的無縫鋼管從熱處理爐中取出,放入熱成型模具中。
在這個過程中,需要保證耐磨管盡快遷移到模具中。一方面是為了更好地避免無縫鋼管在高溫下空氣氧化,另一方面是為了更好地保證耐磨性。管材在成型時仍處于較高的溫度,具有優良的塑性變形。沖壓模具及熱處理:耐磨管入模后,應立即在無縫鋼管上成型沖壓模具,以免溫度下降過大影響耐磨管的成型特性。成型后模殼應合模并保持一段時間的壓力。一方面是為了更好地控制零件的外觀。身體的身體,產生優良的規格精度和物理性能。 研究表明,現階段普通熱沖壓模具不銹鋼薄板完成馬氏體向奧氏體轉變的 冷卻速度為27~30℃/s,因此需要保證模具的冷卻速度外殼到管材超過這個臨界點。后處理:成型的零件從模具中取出后,必須進行一些后處理,如采用酸洗鈍化或噴丸去除零件表面的氧化皮,并對零件進行修整修整。由于熱金屬沖壓件的抗壓強度太高,不能用傳統的修邊和沖孔方法進行加工,而必須用激光設備進行。



杰達通鋼管有限公司(梅州分公司)是 [薄壁無縫鋼管]行業中的前排企業,品種主要有: [薄壁無縫鋼管]。“重質量,講信譽,奉顧客為上帝”是我們的企業宗旨;“貼心服務,創造高質量的辦公環境”是我們的永恒追求!本公司始終堅持以人為本,科技創新的主導思想,不斷引進技術人才和管理人才,以質取勝,以誠取信,依靠精良的技術力量,科學的管理模式,完善的服務體系,歡迎各界朋友蒞臨參觀、指導和業務洽談。

在廣東省梅州市采購【無縫鋼管圓盤鋸切片豐富的行業經驗】請認準杰達通鋼管有限公司(梅州分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:張經理-13001750087,QQ:2572770787,地址:開發區匯通國際金屬物流園)。