


鴻山金屬制造有限公司自成立以來,堅持以守誠、便捷、資源整合、促進行業為理念,堅守主業、專注副業,深挖 河北邯鄲【波形護欄】上下游產業結構,以行業領軍為愿景,為 河北邯鄲【波形護欄】行業的發展為使命,狠抓管理、認真學習、專業培訓,打造出一支專業化團隊,成為了行業的新星。


線膨脹系數越大,熱膨脹速率越大
1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
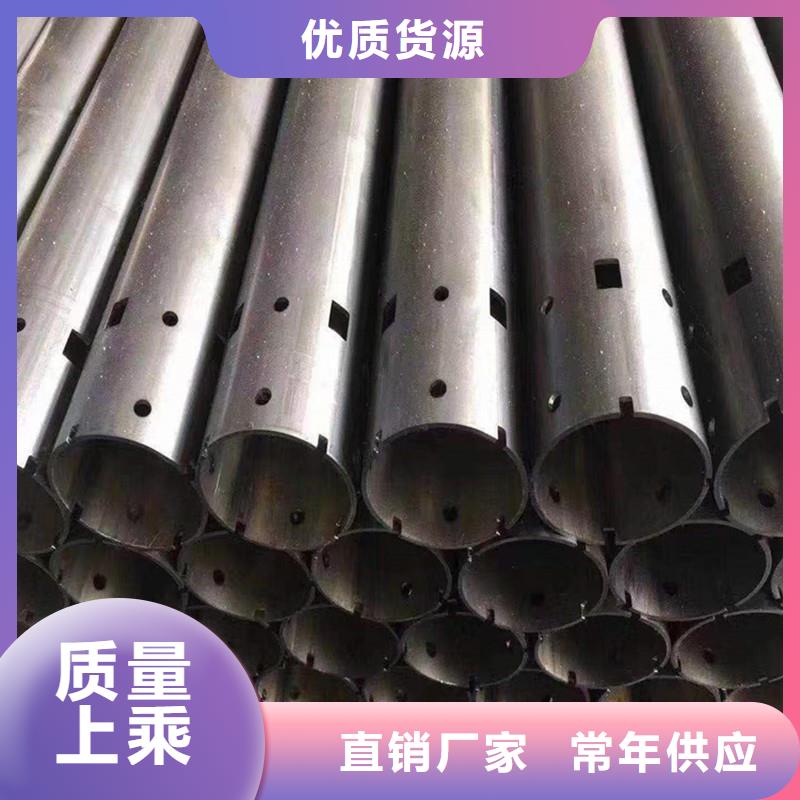
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
, 激光打孔是通過高功率密度、短時間停留(低于激光切割)的脈沖熱源進行打孔的激光加工技術。孔徑的形成可以通過單脈沖或多脈沖實現。 在打孔過程中,首先使用打冷卻時收縮越大,熔池結晶時會產生較大的焊接應力。這種焊接應力不易,導致焊接變形較大。由于焊縫兩側材料的受力狀態不同,很容易在焊縫和熱影響區產生裂紋,甚至導致焊縫金屬和母材剝落。
3.不同材料的導熱系數和比熱容差越大,焊接難度越大。材料的導熱系數和比熱容會使焊縫金屬的結晶條件惡化,激光切管晶粒嚴重變粗,影響難熔金屬的潤濕性。因此,焊接時應選用強熱源,熱源的位置應向導熱性好的母材一側傾斜。
4. 不同材料之間的電磁性能差異越大,焊接就越困難
1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
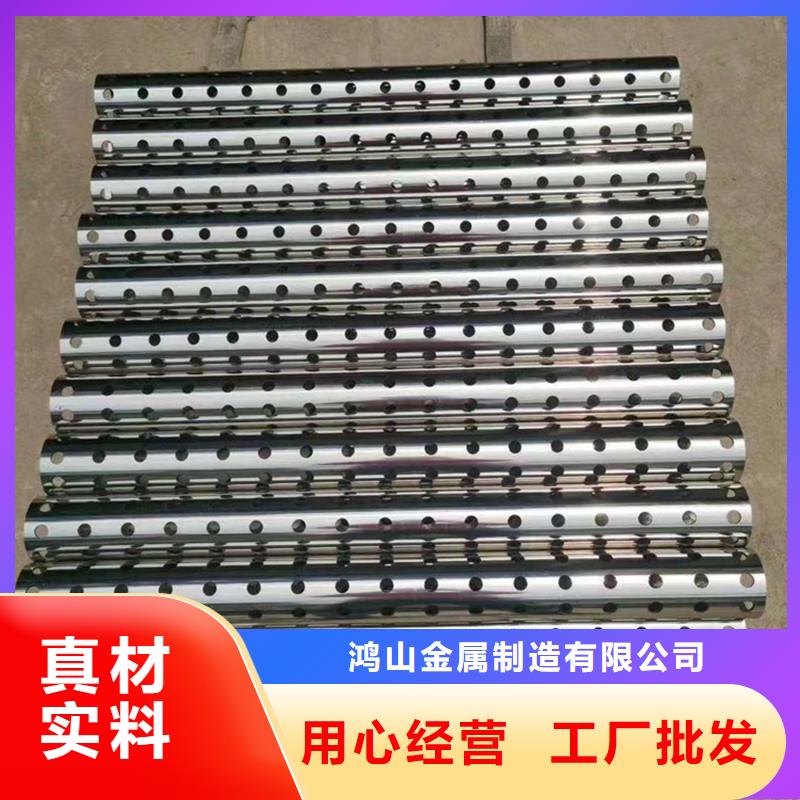
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
。因為材料的電磁差越大,焊接電弧越不穩定,焊縫越差。
5. 不同材料之間形成的金屬間化合物越多,焊接就越困難。由于金屬間化合物的脆性,很容易在焊縫中產生裂紋甚至斷裂。
6. 在異種材料焊接過程中,由于焊接區金相組織的變化或新形成的組織,導致焊接接頭性能惡化,給焊接帶來很大的困難。


1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
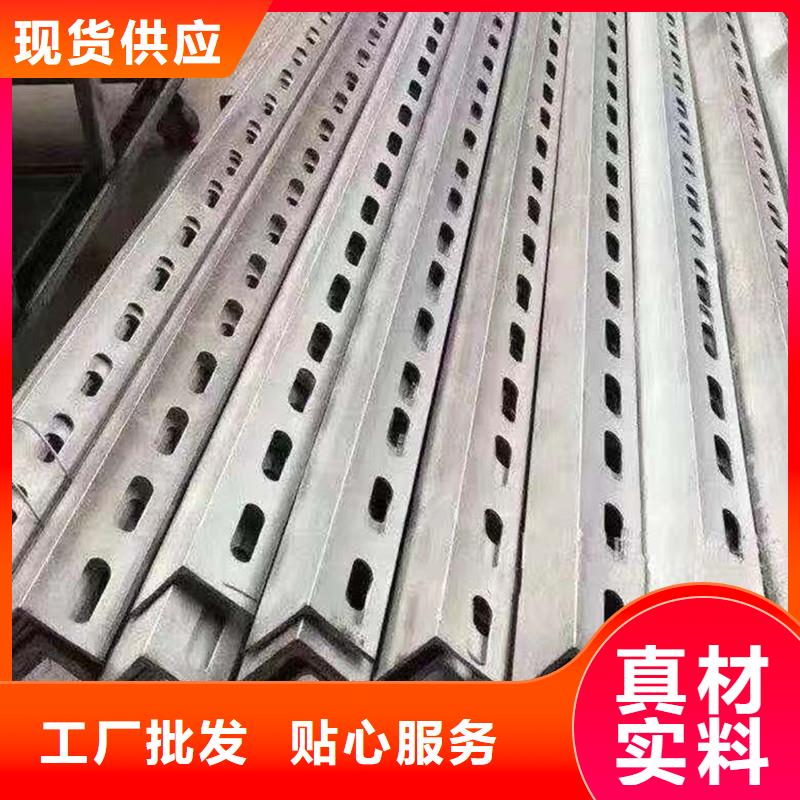
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
,縮短新產品的研發周期,提高工作效率,而且還減少加工的成本,幫助企業創造更多高質量的鈑金加工零件。因此,在實際處理中,我們應該正確理解應用程序的優勢和特點,激光切割技術在金屬板材加工,并不斷提高其利用率,以處理更多高質量的工件和進一步應用打下良好的基礎,以不斷滿足工業發展和消費者的需求,創造更高的經濟效益和社會效益。激光切割已經發展了幾十年,從固態激光器、二氧化碳激光器到光纖激光器。激光加工機床技術日趨成熟,中國巨大的潛在市場也為激光加工機床在鈑金行業的大規模應用提供了廣闊的空間激光切管。隨著競爭的加劇,鈑金產業鏈各階段的利潤空間被壓縮,降價空間逐漸縮小,加工技術轉型勢在必行。與此同時,中國逐漸成為國際制造業中心。隨著外資的增加,對金屬加工的需求也在增加,因此對鈑金加工能力的需求也 激光打孔是通過高功率密度、短時間停留(低于激光切割)的脈沖熱源進行打孔的激光加工技術。孔徑的形成可以通過單脈沖或多脈沖實現。 在打孔過程中,首先使用打在增加,這促進了激光切割熔絨的發展和復雜性。1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門



