

我們的現場實拍視頻將帶您走進鋼管折彎冷拔方鋼廠家直銷售后完善產品的世界,產品視頻細節之美一覽無余!
以下是:鋼管折彎冷拔方鋼廠家直銷售后完善的圖文介紹

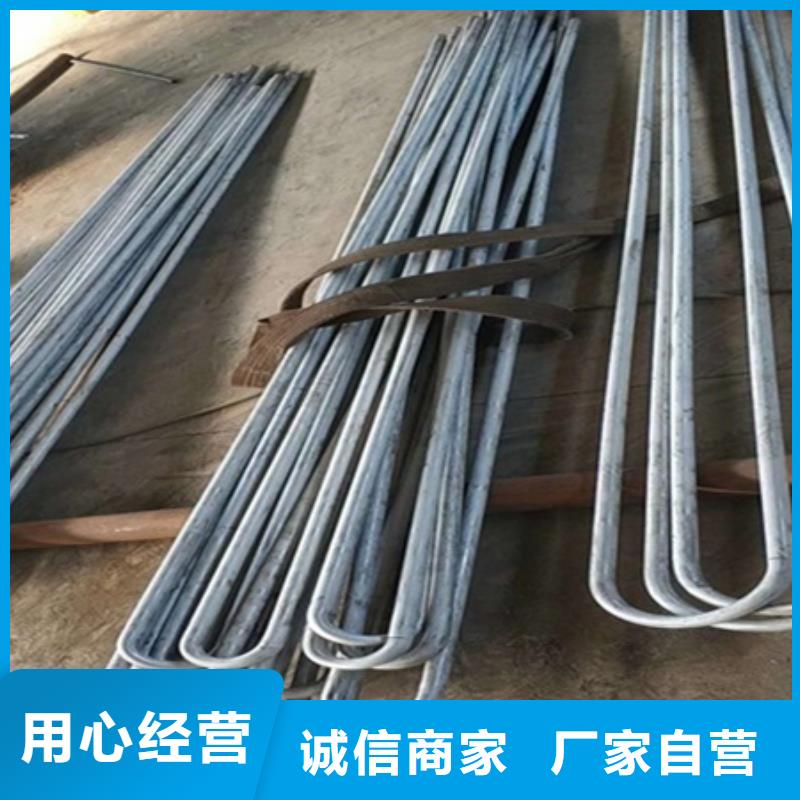
鋼管折彎拉彎廠應廣闊客戶需求,對天津拉彎機設備的組成停止細致解說。拉彎機可分為轉臺式拉彎機和雙轉臂式拉彎機以及各種專用拉彎機拉彎機設備的組成:放卷設備:由放卷機和小車組成,放卷直流電機帶動放卷機放卷,液壓控制小車的升降,小電機控制小車的進出。導輥:也叫穩定輥,前后各一對,用于穩定鋁材程度的作用。S輥:前后各兩對S輥,分別為入S和出S,S輥為膠面,確保鋁帶不受刮傷,前后兩對S輥自身的張力配合收卷的張力,使得鋁帶平直準確度更好。拉彎機主體:由三個單元工作輥組成,是對鋁帶停止彎曲矯直的主要部位。 收卷設備:由收卷機和小車組成,收卷直流電機帶動收卷機收卷,液壓控制小車的升降,小電機控制小車的進出。收卷機的張力控制造用卷取鋁帶,輔佐S輥張力停止拉彎矯直。液壓站:為小車升降,卸卷推板進出,收卷預壓力大小提供動力。 操作臺:操作臺上的按鈕旋鈕開關,完成主機手控制機器作業。


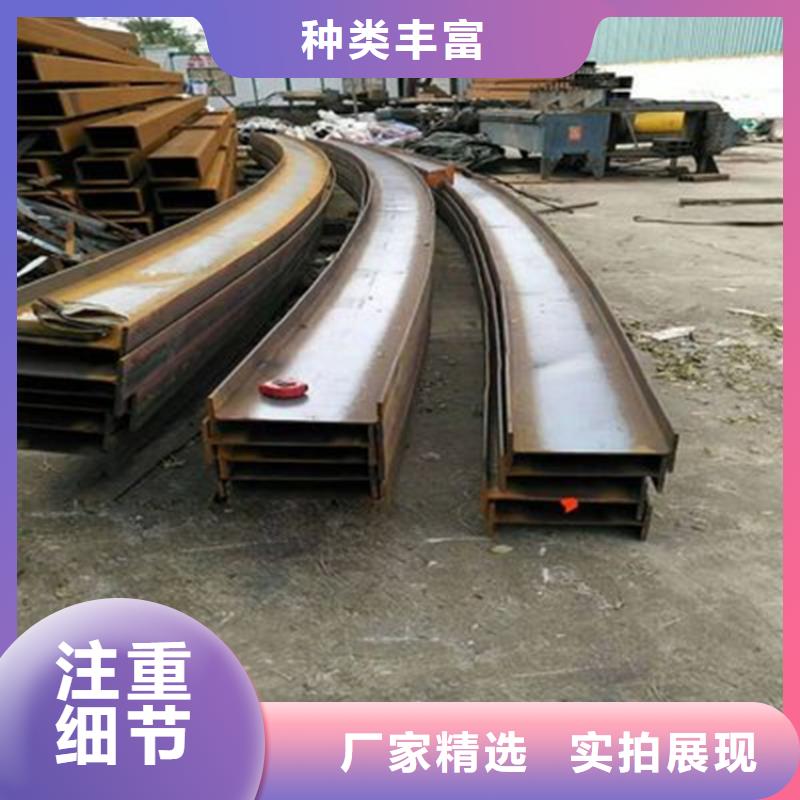
鋼管折彎彎管拉彎按彎曲成形方式能夠分為滾彎、壓彎、推彎和繞彎;按彎曲時能否運用模具能夠分為有模彎和無模彎;按彎曲時有無芯棒能夠分為有芯彎和無芯彎;按彎曲時能否加熱能夠分為冷彎和熱彎。 近年來還呈現了零半徑彎曲、中頻感應彎曲、熱應力彎曲和激光成形彎曲等新的彎管工藝。滾彎是用三個輥輪對管材停止彎曲加工的辦法。其中輥輪3為主動輪,其他兩個為從動輪。滾彎辦法及工作原理與板材滾彎根本相同。
只是管材滾彎所用的輥輪具有與管坯橫截面外形相吻合的工作外表。彎曲時只需改動主、從輥輪間的距離,就能夠完成各種曲率半徑的彎曲。拉彎廠說這種辦法特別合適彎制環形或螺旋線形管件。
不過,滾彎對彎曲半徑有一定的請求,僅適用于曲率半徑較大的厚壁管件,關于小半徑彎曲顯得無能為力。壓彎是早用于彎管加工的工藝辦法。它是在液壓機上應用模具對管坯停止彎曲加工的。壓彎具有模具調整簡單、消費效率高等優點,故在消費中不斷被普遍應用,普通用于彎制帶直段的管件或彎頭號。



宏鉅天成鋼管有限公司主營:(浙江紹興) 本地 浙江紹興冷拔方鋼等產品,主營項目:(浙江紹興) 本地 浙江紹興冷拔方鋼。公司常年備有庫存,不斷地受到新老用戶及業內人士的肯定和信任,我們本著及用戶之所及,想用戶之所想的服務宗旨不斷地拼搏,進取,在此對多年來支持我們的各行各業的新老朋友表示由衷的感謝,愿我們今后的合作更加愉快!


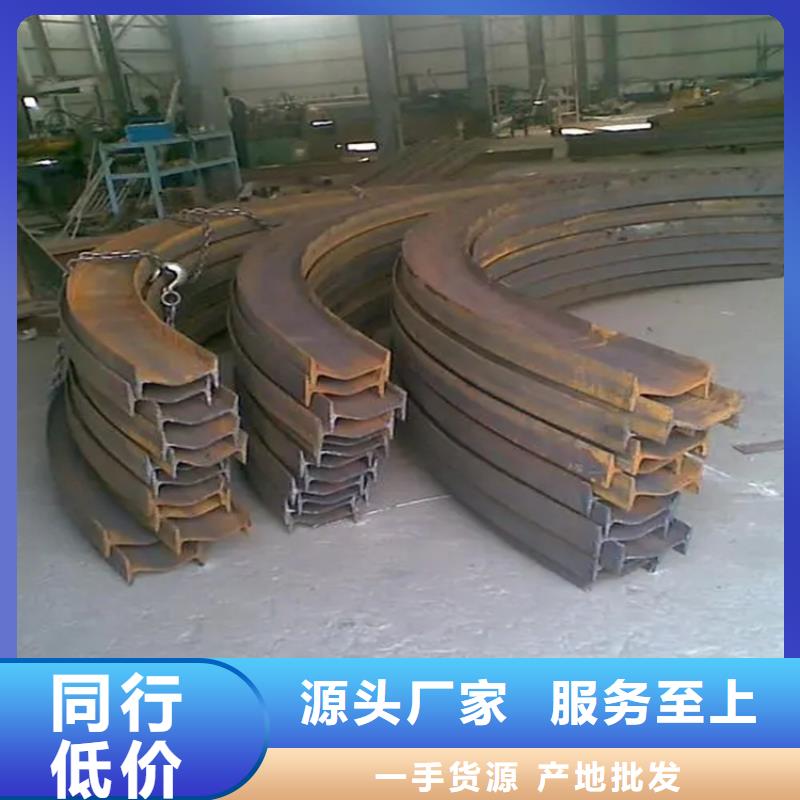
鋼管折彎廠家介紹鋼管折彎的分類鋼管折彎是將金屬薄板、管材和型材彎曲成具有一定曲率、形狀和尺寸的工件的沖壓工藝。 鋼管折彎成型廣泛用于制造高壓容器、鍋爐汽包、鍋爐管、鋼板和船體肋、各種器皿、儀表部件和柜體嵌件。根據工藝特點,鋼管折彎可分為頂彎、壓彎、輥彎和鋼管折彎。壓彎是常用的鋼管折彎方法。 所使用的設備多為通用機械壓力機或液壓機,也有專用折彎機,常用的折彎設備是卷板機。 三輥彎曲機是根據三點定圓的原理,連續彎曲板坯。 三輥卷板機有兩個驅動輥(固定)和一個壓輥(可調)。 通過調節壓輥的上下位置,可以改變壓輥與驅動輥的相對距離。 當鋼管折彎時,版材置于驅動輥和壓輥之間,驅動輥正反向旋轉,使版材往復運動。 通過調節壓輥逐漸下壓,可以將板材彎曲成具有所需曲率的圓柱面、圓錐面和曲率較小的雙曲面。 壓輥一端可升高,方便工件卸料。 還有四輥和多輥卷板機。 四輥卷板機用于軋制厚板滾筒。 四輥以上的多輥卷板機利用多對輥將板材逐漸彎曲成復雜的形狀。對于要求精度高、長度和曲率半徑大、橫向尺寸小的折彎件,可以在專用的鋼管折彎機鋼管折彎上進行。 當鋼管折彎時,板的整個厚度都在拉應力的作用下,所以只發生伸長變形,卸載后回彈引起的變形小,容易保證精度。


