


我們的實拍cr12mov金屬熱處理讓客戶買的放心視頻將為您呈現產品的真實面貌和卓越性能,讓您更好地了解產品的優點和特點,不容錯過!
以下是:cr12mov金屬熱處理讓客戶買的放心的圖文介紹
專注葫蘆島模具熱處理行業十余年

葫蘆島模具熱處理的詳細介紹
案例豐富持久耐用

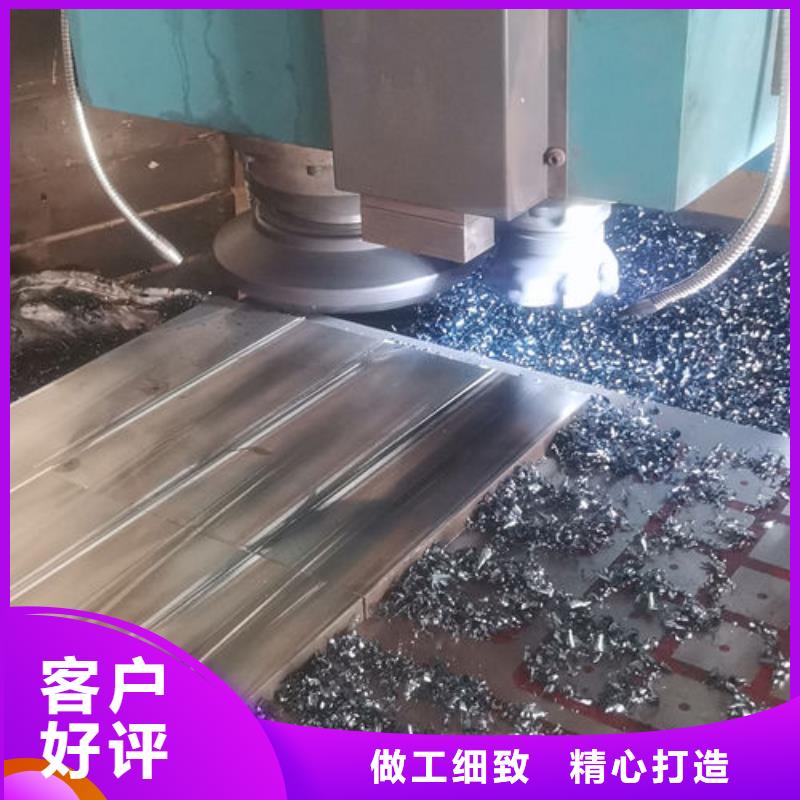
cr12mov型鋼含有很高的C和Cr,導熱性很差,加熱速度要緩慢均勻,大鍛件必須采用預熱加熱或以階梯加熱方式控制加熱速度,鋼件在爐膛的位置適當,有時還要反復翻轉,以使受熱盡量均勻。 1. 鍛造溫度 Cr12型鋼鍛造加熱溫度為1100~1150℃,始鍛溫度為1060~1080℃,終鍛溫度為900~850℃。由于其鍛造溫度范圍窄,除小鍛件外,一般均需兩火以上,到達終鍛溫度時,應立即入爐,進行二火加熱。 2.鍛造工藝方法 2.1 “兩輕一重”打法 即坯料溫度高于1050℃時輕打,在1050~900℃重打,低于900℃時輕打。這種方法可避免出現裂紋和鍛“酥”,因為高溫時,鋼的基體塑性很好,重打雖可加速成形而不易打裂,但難以將Cm打碎;低溫時重打會造成開裂或打“酥”,在1050℃~900℃時,基體強、硬度較高,于此范圍重打,易獲得Cm碎化均勻的效果。 2.2 鍛造比 鍛造比大于3,若Cm偏析嚴重,則應使鍛比大于6。初鍛時,控制變形量每次不超過5%,這樣可使外圍得到輕度變形,并鍛合內部缺陷,以提高塑性。為防止鍛裂,鍛造時還應注意棱角處的溫度不低于800℃,有工廠還將砧鐵等工具預熱到150~400℃,忌用冷砧、冷鉗與熱鍛件接觸,因接觸部位易出現裂紋。
4大優勢值得信賴
多年行業經驗為您提供更好的葫蘆島模具熱處理購物體驗
YEARS OF INDUSTRY EXPERIENCE TO PROVIDE YOU WITH A BETTER SHOPPING EXPERIENCE
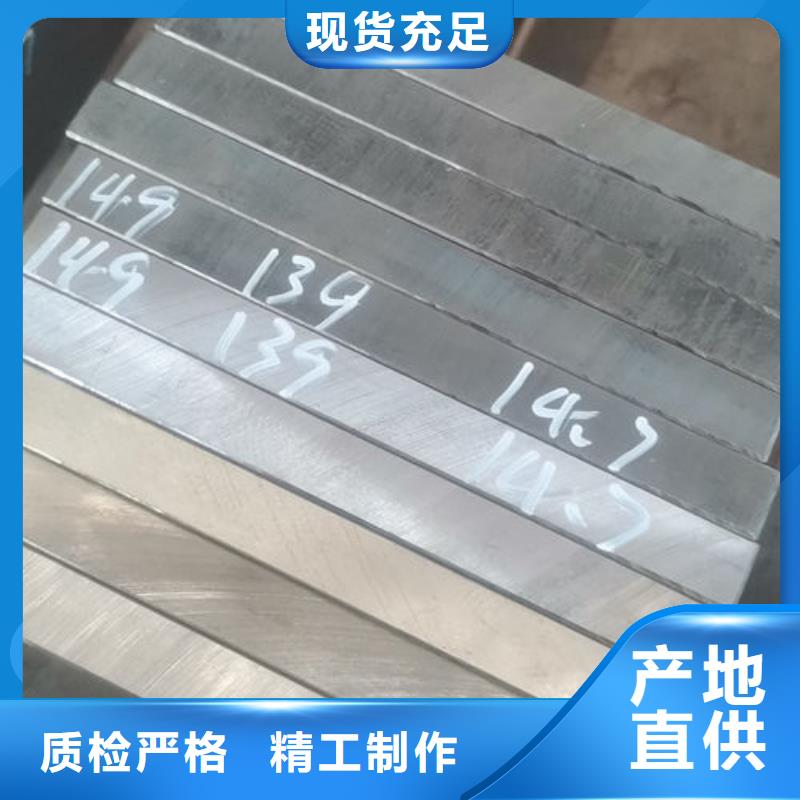
實物展示
專業的葫蘆島模具熱處理生產廠家為您提供一站式采購
PROFESSIONAL PRODUCT MANUFACTURERS PROVIDE YOU WITH ONE-STOP PROCUREMENT



工程案例
細節決定成敗,為您提供葫蘆島模具熱處理的解決方案
DETAILS DETERMINE SUCCESS OR FAILURE,PROVIDING YOU WITH PRODUCT SOLUTIONS






適用范圍廣
WIDE APPLICATION RANGE

