
保障")
憂")



為了給您提供更的銅止水混凝土抗裂纖維種類齊全產(chǎn)品信息,解鎖銅止水混凝土抗裂纖維種類齊全產(chǎn)品新體驗(yàn),視頻帶你玩轉(zhuǎn)每個(gè)細(xì)節(jié)!
以下是:銅止水混凝土抗裂纖維種類齊全的圖文介紹


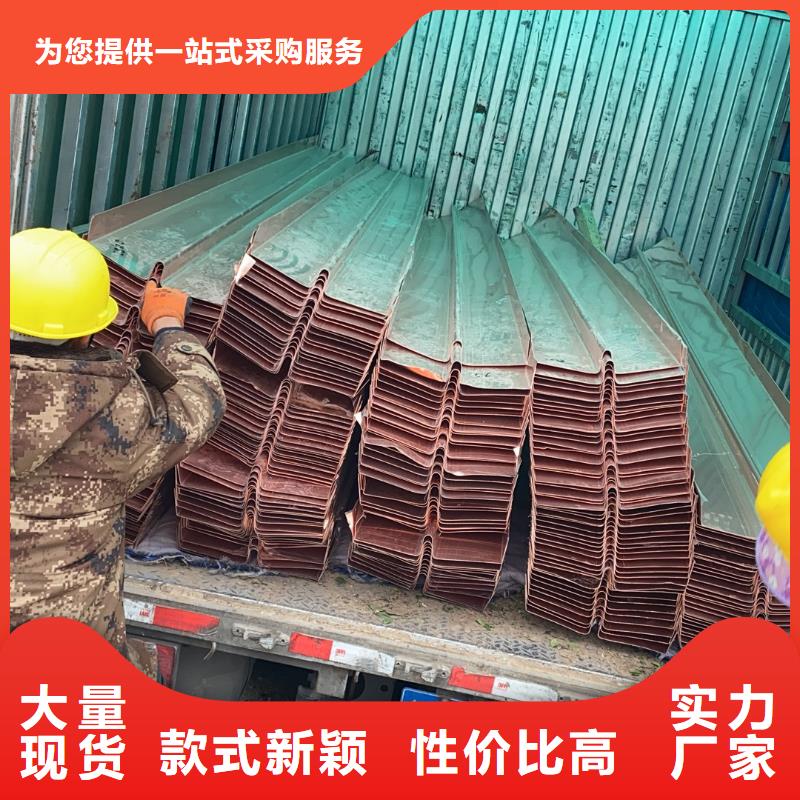
在水利建設(shè)中房屋建筑因各類因素必須留變形縫,變形縫,廣東汕頭銅止水使建筑構(gòu)造不可以融為一體,如果不選用防水(防漏水)對(duì)策水便會(huì)從建筑構(gòu)造的間隙漏水出去,為工程施工質(zhì)量性,因此必須防水技術(shù)性和防水原材料。 運(yùn)用范疇銅止水 運(yùn)用于地底建筑物,堤壩,池體,游泳館,平屋面及其別的工程建筑化學(xué)物質(zhì),變形縫,房屋建筑的伸縮縫防潮中應(yīng)用。本設(shè)備主要是適用于混泥土澆筑時(shí)設(shè)置在沉降縫及建筑變形縫中。 應(yīng)用安裝 止水銅板關(guān)鍵適用于水利水電工程中木地板間,木地板與閘墩間變形縫避免地表水漏水,及其大中型貯水池的滲漏,滲水情形發(fā)生。常常被用以基本防水,壩身防水,壩后防水,走廊防水,及其壩基內(nèi)孔眼防水,工業(yè)廠房防水,溢流式面下橫縫防水等,是現(xiàn)在市場(chǎng)上認(rèn)可的避免疏忽理想化的商品。 因?yàn)橹顾~片的主要用途決策了它前提需要具有耐蝕性強(qiáng),抗拉強(qiáng)度高特點(diǎn),與此同時(shí),在止水銅片安裝技術(shù)性中,也是有許多必須核心處理的工藝難題,不一樣應(yīng)用場(chǎng)所及部位,安裝規(guī)定不一樣。 ,設(shè)定止水銅片的部位并不是一個(gè)一次性現(xiàn)澆混凝土構(gòu)架,必須獨(dú)立混凝土澆筑,由于這種位置都是有一定的差別,未作解決的水源源不絕滲透到房間內(nèi),因此 它是必須應(yīng)用止水銅片,以實(shí)現(xiàn)封口的目地。



興泰工程材料有限公司主要生產(chǎn):【廣東汕頭排水盲管】 等等。公司不斷從客戶的切身利益出發(fā),站在客戶的角度,設(shè)身處地的為客戶考慮,并結(jié)合以自身的專業(yè)知識(shí),為客戶設(shè)計(jì)出更合理的工藝產(chǎn)品。同時(shí),我們擁有實(shí)踐經(jīng)驗(yàn)豐富、高素質(zhì)的設(shè)計(jì)、制造、安裝隊(duì)伍,能按客戶所需,結(jié)合客戶的實(shí)際情況,制造生產(chǎn)客戶需要的產(chǎn)品。精心的設(shè)計(jì)、精湛的制造、精細(xì)的施工、的服務(wù)以及牧陽(yáng)長(zhǎng)期秉持的“讓我們共同前進(jìn)”的理念使牧陽(yáng)贏得了用戶的長(zhǎng)期認(rèn)可和良好的社會(huì)信譽(yù)。


紫銅片止水如何焊接 紫銅止水片焊接質(zhì)量測(cè)試方法 廣東汕頭銅止水1、紫銅止水片焊接接頭可以從外觀質(zhì)量檢驗(yàn) 焊接完成后,采用目測(cè)或量測(cè)檢查焊縫是否平整,光滑,軸線時(shí)間的接口誤差是否滿足招標(biāo)文件技術(shù)條款要求及搭接長(zhǎng)度不小于20mm。 2、焊接接頭部位的煤油滲透測(cè)試 先將用于檢驗(yàn)的部位表面清理干凈,不得留有污漬,用 漿涂抹,待徹底晾干后在焊縫的背面抹上煤油。由于煤油所具有的張力作用,具有滲透細(xì)小縫隙的特性。如果紫銅止水片焊縫不緊密或者鋼材內(nèi)部有疏松、夾層、夾灰時(shí),煤油將紫銅止水片滲漏到鋼材或焊縫的另一面并在 上顯出印漬。 自粘復(fù)合型止水帶是一水平止水片(帶)上或下50㎝范圍內(nèi)不宜設(shè)置水平成型后的止水紫銅片,在安裝時(shí),應(yīng)避免扭曲變形或其他損壞.止水安裝時(shí), 為準(zhǔn)確的確定缺陷位置,避免印漬擴(kuò)散,在涂上煤油后稍停片刻即進(jìn)行觀察,初出現(xiàn)印漬處為缺陷位置。為了保證煤油有足夠的浸潤(rùn)滲透時(shí)間,以保證檢測(cè)的過(guò)程持續(xù)在半小時(shí)以上不出現(xiàn)印漬叫為適宜。 3、焊接接頭的力學(xué)性能測(cè)試方法 接頭拉力試驗(yàn)不應(yīng)該小于母材抗拉強(qiáng)度的80%,這個(gè)地方需要大家嚴(yán)格把控。



xingtai

銅止水片(是由紫銅或純銅生產(chǎn)加工而成),廣東汕頭銅止水因而銅止水片的電焊焊接應(yīng)以紫銅焊接檢驗(yàn)標(biāo)準(zhǔn)。銅止水片電焊焊接宜選用氣割或氬弧焊機(jī),這兒詳細(xì)介紹氣割的操作流程及其常見(jiàn)問(wèn)題。 氣割是用O2與乙炔氣體造成高溫,熔融焊絲與焊接件的金屬材料疑固后產(chǎn)生焊接的焊接工藝。 其具體步驟辦法是:關(guān)掉焊把電源開(kāi)關(guān),將乙炔氣體及O2開(kāi)啟,打火漸漸地開(kāi)啟焊把電源開(kāi)關(guān)引燃焊嘴,將焊絲依據(jù)必須 放到被焊物件上,再慢慢調(diào)準(zhǔn)焊嘴的火焰高低,應(yīng)用火焰溶化焊絲與焊接件的合金凝結(jié)后產(chǎn)生-條焊接。 需運(yùn)用銜接焊的方式 ,其鋼筋搭接尺寸不能低于40mm,與此同時(shí)為得到高寬比和總寬勻稱的焊接,鋼筋搭接焊可選用左焊接方法,即焊炬從右往左邊挪動(dòng)的方式 。氣割的操作過(guò)程方式 包含氧氣乙炔焰的引燃.調(diào)整和滅掉.起焊.電焊焊接全過(guò)程中焊炬和焊絲的健身運(yùn)動(dòng).連接頭和結(jié)尾的使用要點(diǎn)。 1.火苗的引燃 焊炬的握法,應(yīng)左手拿焊炬,將食指和無(wú)名指坐落于氧e調(diào)節(jié)閥處,與此同時(shí)大拇指還能夠電源開(kāi)關(guān).調(diào)整乙炔氣體調(diào)節(jié)閥門,隨時(shí)隨地調(diào)整汽體的總流量。引燃火苗時(shí),先要稍稍打開(kāi)氧s氣調(diào)節(jié)閥門,隨后再開(kāi)乙炔氣體調(diào)節(jié)閥門,二種汽體在焊炬內(nèi)混和后,從焊嘴噴出來(lái),這時(shí)將焊嘴挨近明火就可以引燃。打火時(shí),拿明火的手不必正對(duì)接焊嘴,也不能將焊嘴偏向別人或易燃物,防止出現(xiàn)事故。(留意)一開(kāi)始打火時(shí),很有可能發(fā)生持續(xù)”放鞭炮"聲,緣故是乙炔氣體不純,需釋放不良的乙炔氣體再次打火。有時(shí)候發(fā)生不容易打火的狀況,大部分狀況是氫開(kāi)得過(guò)大而致,這時(shí)候應(yīng)將氧e調(diào)節(jié)閥調(diào)小。
點(diǎn)擊查看興泰工程材料有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
