

想要直觀了解【Q235材質鋼板立柱切割,不銹鋼復合管護欄批發價格客戶滿意度高】產品嗎?別猶豫,快來觀看我們的視頻,讓產品自己說話!
以下是:【Q235材質鋼板立柱切割,不銹鋼復合管護欄批發價格客戶滿意度高】的圖文介紹

特厚鋼板用原料制造工藝技術可歸為兩類:一類是對傳統厚鋼錠、連鑄板坯進行特殊處理;第二類是開發高質量的優質鑄錠。采用一類思路的方法有JFE的鍛造一軋制法和焊接復合鋼坯法、住友金屬的連鑄大壓下法、日本鋼管的規定壓縮比和末道次壓下量的軋制法等,其中鍛造一軋制法和焊接復合鋼坯法的實用性較強,利用現有設備即可實施,但由于需要二火成材,具有能耗高的缺點。采用第二種方法的有電渣重熔技術、定向凝固技術等,采用以上技術生產的鋼錠純凈度高、成分均勻、結晶組織致密,內部的非金屬夾雜、各種偏析以及常見的縮孔、疏松等缺陷較傳統鑄錠大為減少,故采用較小的壓縮比也能生產出優質厚鋼板。電渣重熔技術工藝復雜,需專門的設備,投資較大,而定向凝固技術簡單易行,投資較少,但材料利用率較低,輔材消耗量大。

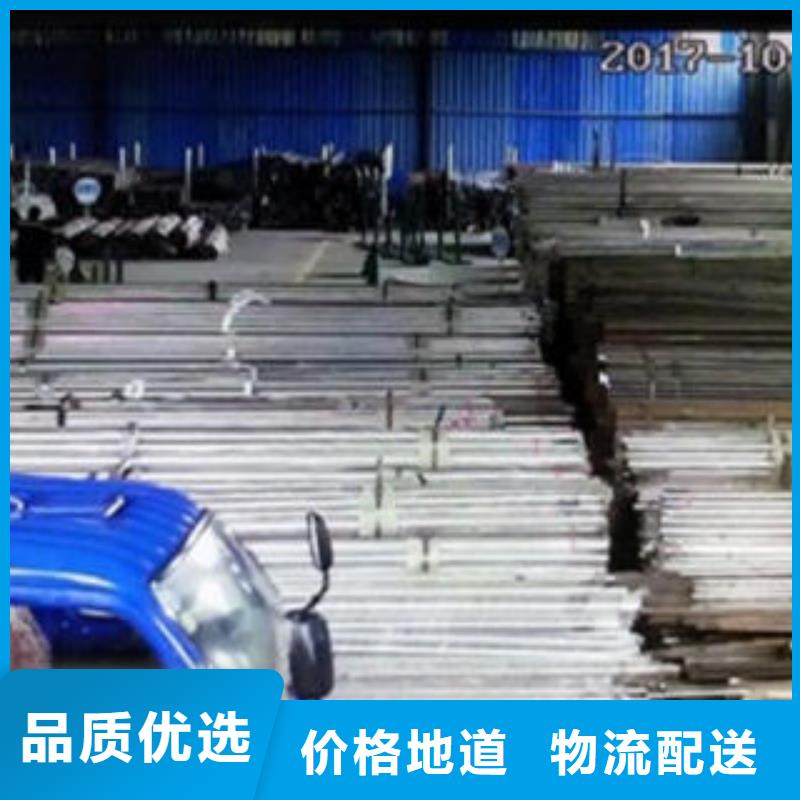
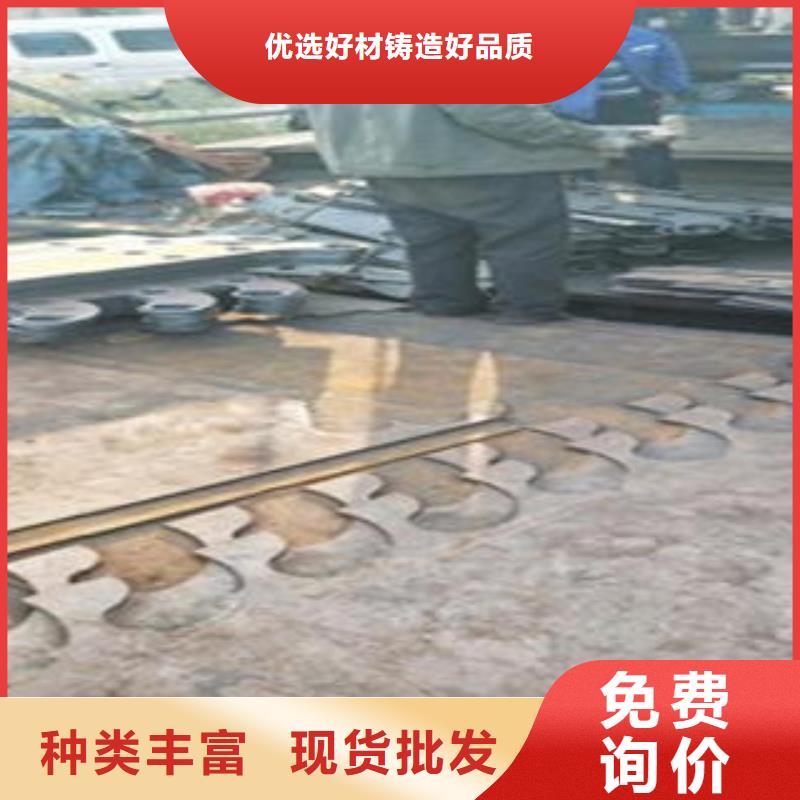
鋼板立柱多重多樣,可以簡單的分為單片型和整體型的。單片型的,是指由單片的鋼板切割而成的,直接焊接在地面預埋鋼板上面,在立柱片上面打孔,和護欄片焊接在一起的。優點是加工簡便,生產周期短,價格低廉;缺點是需要現場施工焊接,施工周期比較長,而且后期需要再次進行表面處理。整體型的,是指有兩片或者兩片以上的鋼板,或者套管焊接而成的一個整體的立柱,生產周期較長,成本稍高一些,但是施工簡單,可以直接用螺栓固定在底預埋鋼板上面,施工周期短,不需要進行后期的表面處理,而且立柱比較牢固,不容易被破壞。其它如使用矯直機進行矯直,變更機架間距,采用托輥,調整各架次的軋輥間隙等措施均可減小或縱向彎曲。需要注意的是,通過調整各架次的軋輥間隙來減輕縱向彎曲需要有熟練的技術才行。輥式冷彎速度的控制,成型輥壓力的調整要合適,盡量減少反復冷彎彎曲疲勞裂紋,并適當進行潤滑和冷卻,進一步減少熱應力裂紋的產生等,控制彎曲半徑,即彎曲半徑不能太小,否則產品表面易產生裂紋,針對高強板在冷成形冷彎工藝中出現的后延性斷裂現象,為了滿足結構設計要求,建議在滿足材料的力學設計要求的前提下優化截面形狀,如增加彎角半徑,減小冷彎角或加大截面形狀等方式處理也是一種行之有效的方法。


鋼板立柱位置的確定:首先在路緣石上用記號筆根據立柱間距做橫線,然后用測量儀器根據路緣石,路肩的邊線擬合段落得整體平順線形,再用線繩和釘子順路方向上布置局部線,反復調整線形,盡可能符合整體線形,***后在這條線上劃出與橫線垂直的縱線,形成十字線,作為樁位的中心,在打入立柱時,嚴格按立柱距十字線打入,以保證立柱在縱向上的基本順直度.鋼板立柱在打樁機導桿上記錄下樁錘的位置,以后每打一根立柱,當樁錘下落到記下的位置時就說明立柱高度達到了設計要求.單施工中由于路緣石頂面存在不等的高程偏差,個別偏差值較大,反映到立柱頂面使其線形不平順,需要對立柱高度進行校正,這將花費額外的費用和時間.鋼板立柱打樁錢應對立柱的頂面高度進行預控,方法如下:首先測量路緣石的頂面標高,利用計算機對測量結果進行曲線擬合,參考路段整體路面縱曲線,形成整體平順曲線,計算路緣石頂面高程頂面高程調整值.



鑫潤通不銹鋼制品有限公司還擁有一支高素質、高技術、高水準的專業技術團隊,秉承“品質優先,客戶至上”的經營理念和“團結、開拓、務實、求精”的管理機制,憑借上乘的質量、優良的服務和良好的信譽,和眾多企業達成良好的合作關系。不斷進取,努力做好 青海橋梁防撞欄廠家產品。


