


無需長篇大論,觀看鍍鋅H型鋼母線鋁排廠家實力雄厚視頻,讓你瞬間愛上我們的產品。
以下是:鍍鋅H型鋼母線鋁排廠家實力雄厚的圖文介紹
隨著大數據、物聯網、智慧城市等新型產業發展帶來行業的契機,闊恒興旺國際貿易有限公司始終以前瞻的眼光,緊跟時代潮流,堅持以專業化的發展戰略,專注技術與應用不斷開發適合客戶需求的新 山西無氧紫銅排產品;務實守信,開拓創新,攜手廣大合作伙伴“揚帆起程領航未來”。


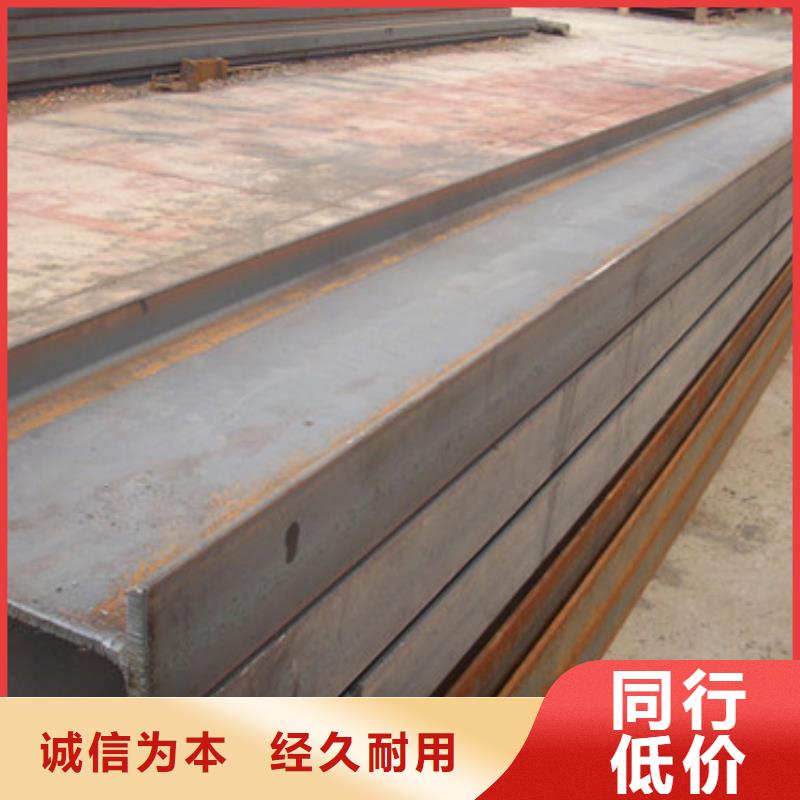
打開悉數H型鋼有熱軋成型及焊接組合成型兩種出產辦法。焊接H型鋼是將厚度適宜的帶鋼裁成適宜的寬度,在接連式焊接機組大將邊部和腰部焊接在一起。焊接H型鋼有金屬耗費大、出產的經濟效益低、不易確保產品功能均勻等缺陷。因而,H型鋼出產以軋制辦法為主。H型鋼和一般工字鋼在軋制上的首要區別是,后者能夠在兩輥孔型中軋制,前者需要在全能孔型中軋制。選用近終形連鑄異型坯、經過四輥全能軋制工藝出產的熱軋H型鋼具有優質、、低耗、低成本等顯著特色,在進步鋼鐵資料質量、進步運用經濟效益方面具有巨大的優越性。高頻焊接H型鋼:將分流器端片(T型材、H59-1黃銅)兩件與電阻片(厚1.5、寬20、長45,錳銅板)5片;以高頻加熱的辦法;用銅磷專用焊料焊接;要求:釬焊進程≤1min,要點處理:定位和焊接問題(以往釬焊進程選用氣焊辦法)。



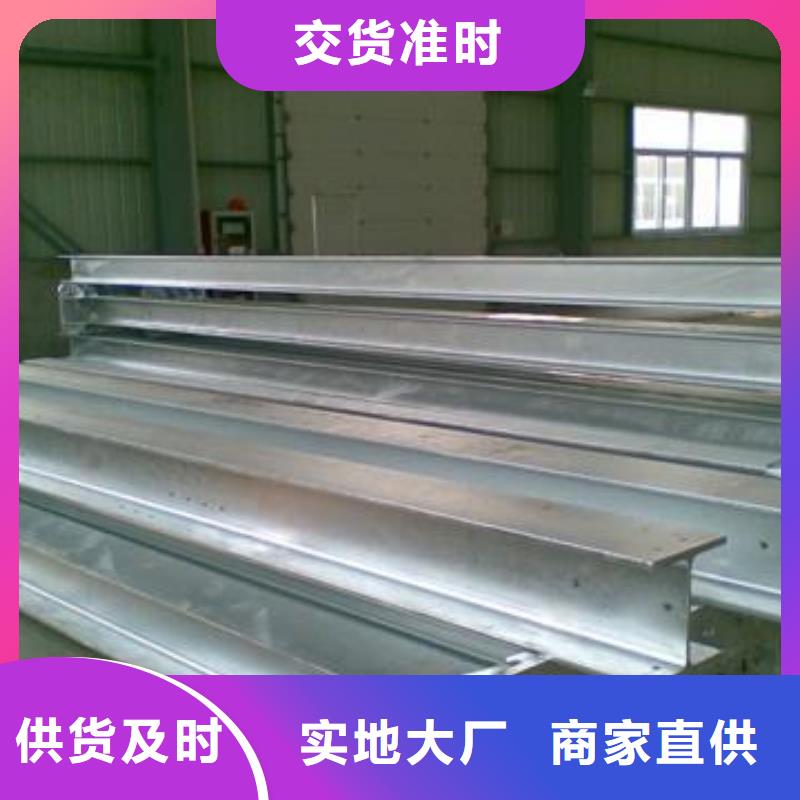
焊接H型鋼在組立前應標出翼板中心線與腹板定位線,同時檢查翼緣板、腹板編號、 材質、尺寸、數量的正確性,合格后方可進行組立。在H型鋼自動組立機上進行組立時,先進行翼緣板與腹板的T型組立,并進行定位焊接。然后將T型與翼緣板組立成H型。組立時翼緣板的拼接縫與腹板拼接縫應錯開200mm以上。H型鋼進行胎架組裝時,組裝用的平臺和胎架應符合構件裝配的精度要求,并具有足 夠的強度和剛度,組裝前需經專職人員驗收合格后才能使用焊接H型鋼組立時定位焊縫嚴禁出現裂紋或氣孔,定位焊必須由持相應合格證的焊工施焊,所用焊接材料與正式施焊相同。定位焊需要預熱時,預熱溫度應高于正式施焊預熱溫度。可以看到這臺經過改裝的冷彎機是專門應對200-600H型鋼的,是制作大跨度橫梁的必備工具,上面有6個龍門架,12套頂輥壓輥來固定這種大型H鋼。彎曲過程中保證不變形,且擁有數控系統,要多大的彎曲半徑就是多大的。


今年哥斯達黎加的銷售繼續增長;首次進入洪都拉斯,中南美洲等,東南亞市場領域繼續擴大馬鋼市場銷售繼續保持穩定。今年 季度,面對貿易保護主義抬頭和貿易迫在眉睫,貿易戰的陰影,柏勝通過深挖渠道,供應和營銷聯動,協同攻擊和其他舉措實現H型梁海外銷售,市場份額有雙穩定和良好的開端,而且性能引人矚目。結果的背后與公司的高度關注和密切關注密不可分。根據公司的要求,根據生產線調整計劃,龍產品部門針對今年的H型梁海外銷售戰略,重點關注海外銷售和渠道優勢,并為重型H推出“前哨戰” - 在2019年進入國際市場。馬鋼H型梁首先進入中東并獲得了大量的科威特石油公司項目訂單。但是,由于當地市場對價格的敏感性,再加上馬鋼 歐標規范的生產調度限制,導致中東市場深入開發困難。經過銷售人員的不斷努力,經過多次溝通和協商,馬鋼終于找到了突破口,并與中東鋼鐵經銷商簽訂合同,向美國標準H型鋼出口1000噸阿曼。


