
以下是我們上傳的3PE防腐鋼管-環氧煤瀝青防腐鋼管好品質選我們實拍視頻,您可以點擊觀看。
以下是:3PE防腐鋼管-環氧煤瀝青防腐鋼管好品質選我們的圖文介紹


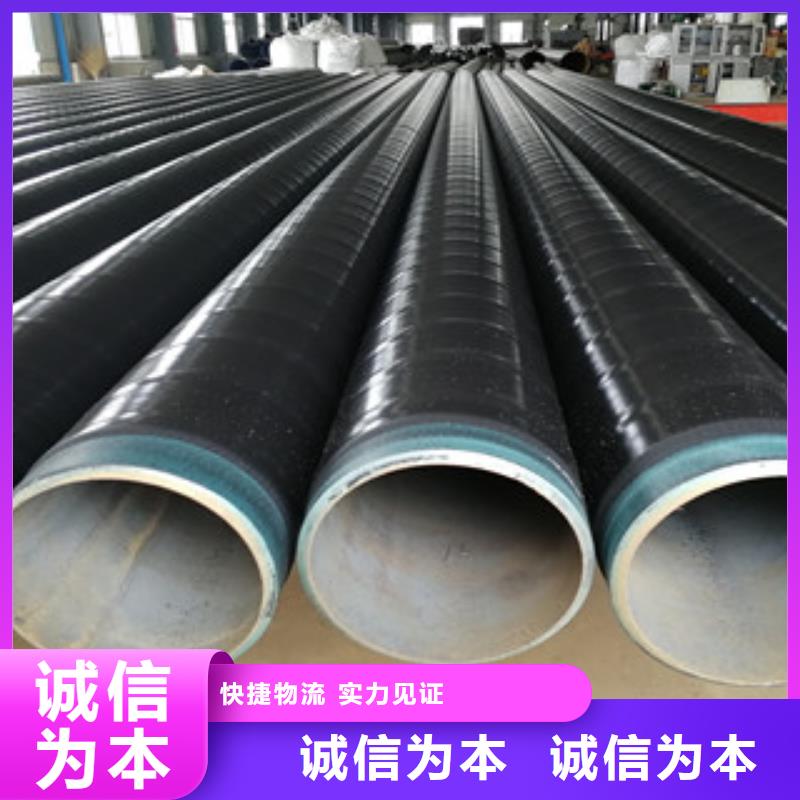
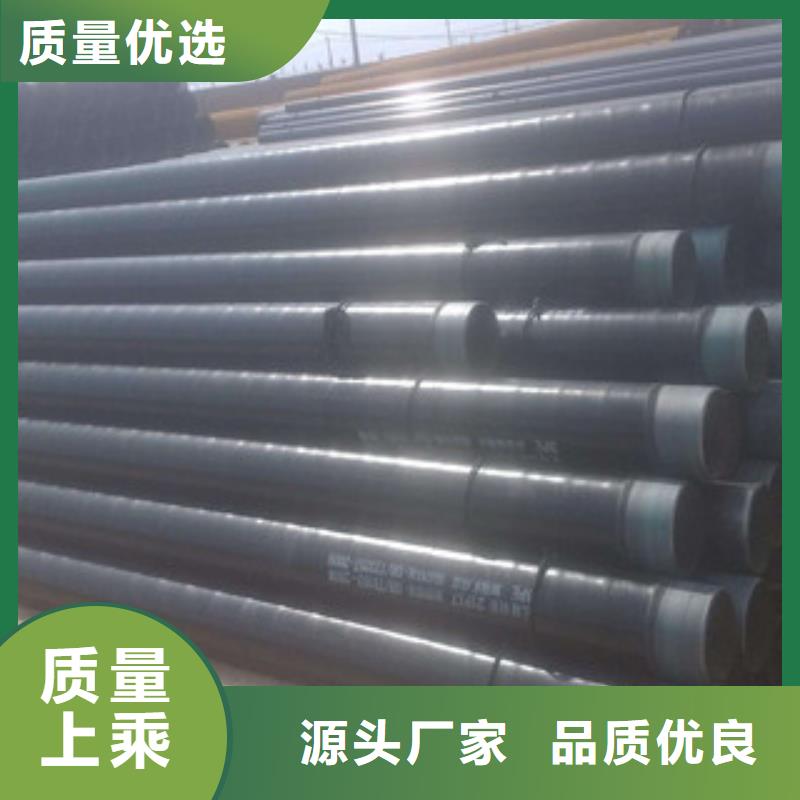
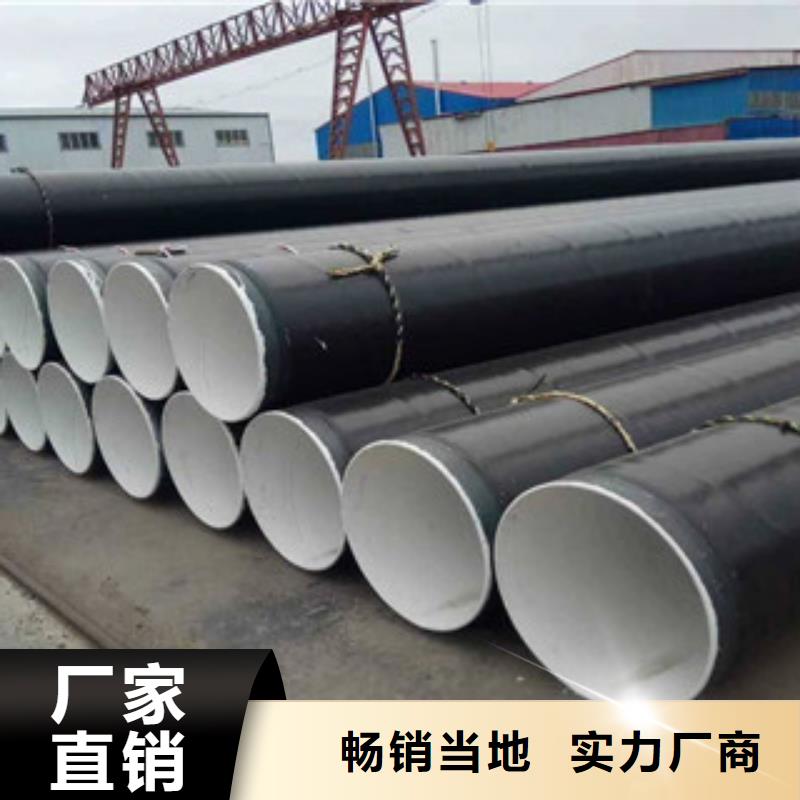
3pe防腐鋼管三層結構聚乙烯防腐層(3pe)綜合了熔結環氧粉末涂層和擠壓聚乙烯兩種防腐層的優良性質,將熔結環氧粉末涂層的界面特性和耐化學特性,與擠壓聚乙烯防腐層。埋地鋼質管道的優質防腐涂料。采用環氧粉末涂敷打底聚乙烯PE及粘劑纏繞或包覆形成的三層PE工藝,是目前普遍采用的鋼管道防腐工藝,也是目前國內西氣東輸及油田輸油、氣,城市供氣。與時俱進的管理模式及營銷理念,將引領我公司與您攜手進入輝煌,共創美好未來!螺旋鋼管制造廠家生產工藝:是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。(1)原材料即帶鋼卷,焊絲,焊劑。(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。(3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。5)采用外控或內控輥式成型。6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接。



(1)內襯不銹鋼復合鋼管焊接方法
采用手工電弧焊,對要求較高的焊縫可以采用鎢極氬弧焊打底,在接近碳鋼部位用手工電弧焊,或者全部采用鎢極氬弧焊。采用鎢極氬弧焊時
,焊絲采用同E309相同成分的A302焊絲。
(2)焊接程序是。
內襯不銹鋼復合鋼管焊接設備應滿足焊接工藝要求。 并符合有關設備標準的規定。采用手工電弧焊時采用直流電焊機。
(3)焊接要求
內襯不銹鋼復合管復材焊縫表面應盡可能與復材表面保持平整,光順,焊接過渡層時,要在保證熔合良好的前提下,盡量減少基材金屬的熔入量,
即降低熔和比。為此應采用較小直徑的焊條或焊絲,為較小的焊接絲能量。對接焊縫的余高應不大于1.5mm。
(4)焊后清理
內襯不銹鋼復合鋼管焊后應仔細清理焊件表面的燭渣,焊瘤飛濺物及其他污物。必要時應對焊縫進行局部修整。焊后清理 完畢,應在基材焊縫附近
的明顯部位打上焊工印記以便日后考查。


第二、這種特殊材質的玻璃鋼儲罐具有很好的緣性,因此在制作緣體上面都是經常會用到這種物質,而且他還有一個顯著地優勢就是能夠有在高頻的情況下仍能夠保護介電性,因此雷達天線罩的制造就廣泛使用了。
第三、它的熱性能良好,玻璃鋼儲罐在瞬時高溫的情況下依然能夠承受出高溫,在熱防護或是耐燒行業經常能夠用到,在航空業上面玻璃鋼等復合性材料是比較理想的。第四、復合型材料目前應用的范圍有化工,環保,燃氣燃料等多個行業,它的使用效力也是越來越廣泛。玻璃鋼儲罐具有很好的耐腐蝕性,對于一些強酸,強堿等難以保存的物質,通過這種特殊材質的儲罐就可以保存好,因為它本身就有很好的耐腐蝕性,即使是在極度嚴苛的環境下面也不用擔心會產生反應。
第三、它的熱性能良好,玻璃鋼儲罐在瞬時高溫的情況下依然能夠承受出高溫,在熱防護或是耐燒行業經常能夠用到,在航空業上面玻璃鋼等復合性材料是比較理想的。第四、復合型材料目前應用的范圍有化工,環保,燃氣燃料等多個行業,它的使用效力也是越來越廣泛。玻璃鋼儲罐具有很好的耐腐蝕性,對于一些強酸,強堿等難以保存的物質,通過這種特殊材質的儲罐就可以保存好,因為它本身就有很好的耐腐蝕性,即使是在極度嚴苛的環境下面也不用擔心會產生反應。



寧夏涂塑復合鋼管技術創新是企業生命活力的源泉,人才是企業立足之本,是企業技術創新的核心,建立和完善技術創新機制和激勵機制,鼓勵和發揮技術人員的積j i性,加大 寧夏涂塑復合鋼管產品開發力度,興昊管道有限公司將一如既往的堅持誠信為本,守法經營,求實創新,團結奮進的企業精神,努力開拓,銳意進取。熱忱歡迎你來電、來函、來人洽談業務,共謀發展。
