

聯系我們

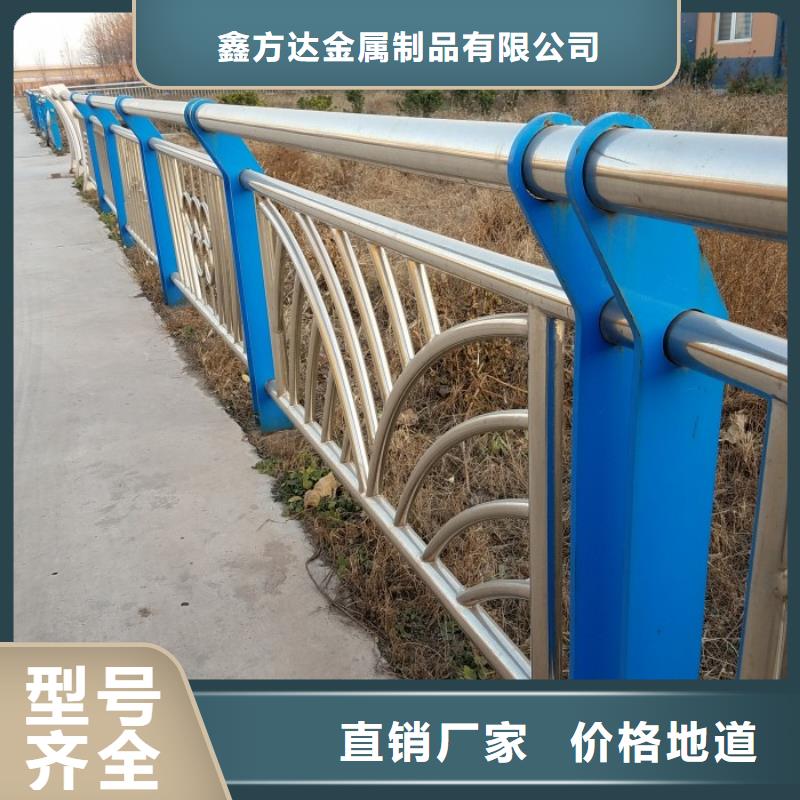
不銹鋼復合管護欄產品性能
更新時間:2025-01-28 07:05:01 瀏覽次數:2 公司名稱:聊城 鑫方達金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 山東 |
| 品牌 | 鑫方達 |
| 材質 | 不銹鋼復合管/碳素鋼 |
| 是否可定制 | 可定制 |
| 發(fā)貨期限 | 電議 |


鑫方達金屬制品有限公司主營產品有 陜西【波形護欄】,本公司庫存量充足,品種齊全,并且可以根據客戶要求加工定做。公司歷經幾年的發(fā)展,現已成為行業(yè)領先、工藝技術裝備水平高、品種規(guī)格齊全的射線防護生產銷售于一體的企業(yè),并與各大廠商組建聯合銷售。我公司以“雄厚的技術力量、高品質的產品、合理的價格及周到快捷的服務作為不懈進取的準則;不斷的向新老客戶提供更好、更新、更的技術支持。誠信為根,質量為本、價格合理是我們的宗旨。鑫方達金屬制品有限公司歡迎新老客戶來公司參觀指導或來電、來函洽淡業(yè)務。服務三保:保證質量、保證時間、保證數量服務宗旨:雄厚的實力、優(yōu)質的產品、低廉的價格、的服務。鄭重承諾:保證以優(yōu)質的質量、良心的價格、完善的服務來答謝新老顧客的信賴!


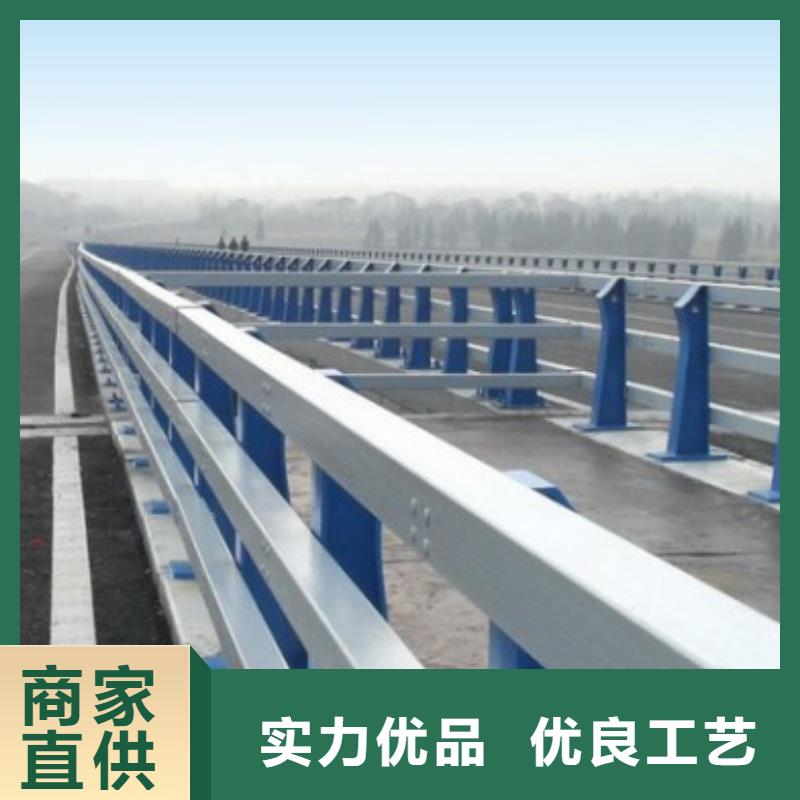
不銹鋼復合管護欄廠家是工業(yè)用“防護欄”,主要用于工廠、車間及倉庫間設備與設施的防護與保護。常用鋼材所制,如圓鋼管,方鋼管或壓型鋼板道路防撞欄桿。表面處理工藝:全自動靜電粉末噴涂(即噴塑)或噴漆橋梁防撞護欄。
常年從事生產、銷售各種不銹鋼復合管、橋梁護欄、防撞護欄、燈光護欄、道路隔離欄、景觀護欄、鋁合金護欄、護欄鋼板立柱、橋梁護欄立柱、橋梁鋼板立柱、不銹鋼立柱、橋梁防撞立柱、護欄立柱、不銹鋼碳素鋼復合圓管、方管、矩形管、橢圓管系列等新型金屬材料。
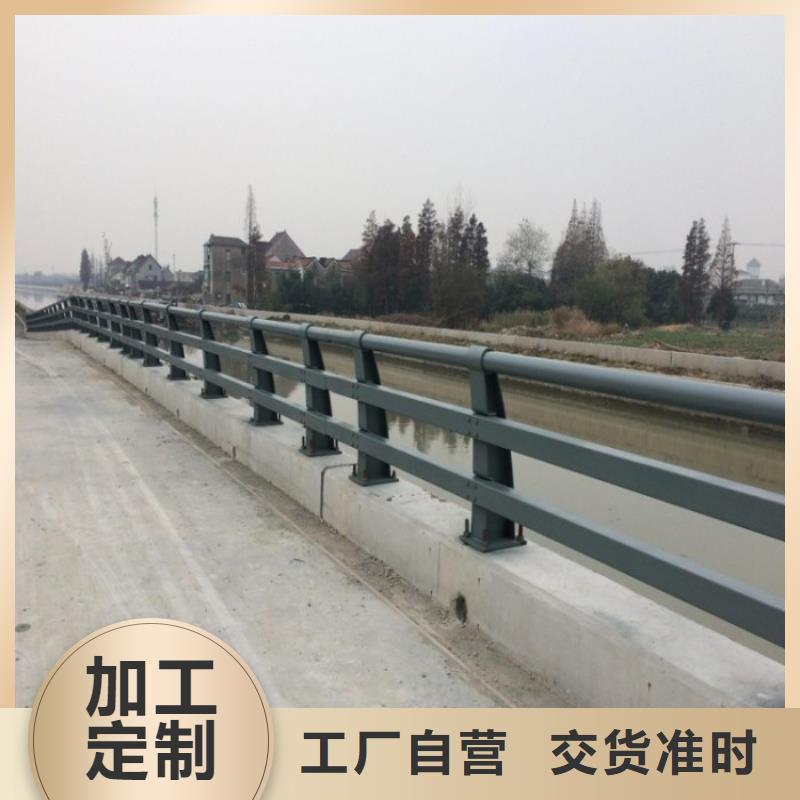
室外用防撞護欄的表面處理所用原料為防水性的材料。制成防撞護欄廠家外形美觀,且不易生銹。我占地面積8萬多平方米,員工近百人,集生產、銷售、設計、制作、安裝為一體,并具有一整套完善的運營模式。防撞護欄廠家的它的防潮性和運用壽命有必定的聯系。
這些防撞護欄廠家長時間在露天環(huán)境下運用,風吹日曬的,必定會對它的運用壽命產生影響,所以咱們在出產這些防撞護欄廠家的時分,就要注重去它外表的防腐功能要求,一起在運用的時分,要常常做好它的清潔保養(yǎng)作業(yè),只要這樣,才干延伸這些防撞護欄廠家的運用壽命,為咱們路途的通行帶來愈加的保證。



不銹鋼復合管護欄道路護欄知識內襯不銹鋼復合管常見的安裝的步驟1.切斷:使用手鋸、高速砂輪切斷或先用管子切割器切割至三分之一鋼管壁厚出,再用手鋸將管鋸開。切忌用切割器將管子切斷,以免內襯不銹鋼分離脫落。2.加工螺紋,使用套絲機、車床或手動管子鉸鈑加工管端螺紋,螺紋長度為規(guī)定長度。
3.修整:用工具(如銼刀、擴口器)去掉管端毛刺并修整端口。4.連接:復合管連接方法與普通鍍鋅管基本相同,用鉗或其它工具連,大口徑管道也可以采用溝槽或法蘭連接。焊接的步驟供大家進行參考:1、不銹鋼復合管焊條凡間有鈦鈣型和低氫型兩種。
焊接電流盡能夠采用直流電源,有利于克制焊條發(fā)紅和熔深淺。鈦鈣型藥皮的焊條不合適做全地位焊接,只適合平焊和平角焊;低氫型藥皮的焊條可做全地位焊接。2、不銹鋼復合管焊條在運用時應堅持枯燥。為避免發(fā)生裂紋、凹坑、氣孔等缺陷,鈦鈣型藥皮焊前經150-250℃烘干1h,低氫型藥皮焊前經200-300℃烘干1h。
不克不及屢次反復烘干,不然藥皮易零落。3、焊口清算潔凈,還避免焊條沾上油及其它臟物,以免添加焊縫含碳量并影響焊接質量。4、為避免加熱而發(fā)生晶間侵蝕,焊接電流不宜過大,普通應比碳鋼焊條低20%左右,電弧不要過長,層間快冷,以窄道焊為宜。
5、應盡量采用短弧焊接,弧長普通2-3mm,電弧過長易發(fā)生熱裂紋。6、運條:應采用短弧疾速焊,普通不答應橫向擺動,其目標是削減不銹鋼復合管焊接熱量和熱影響區(qū)寬度,進步焊縫抗晶間侵蝕才能和削減熱裂紋的傾向。7、不銹鋼復合管的焊策應穩(wěn)重選用焊條,避免焊條選用欠妥呈現熱裂紋或高溫熱處置后惹起σ相析出,使金屬脆化。



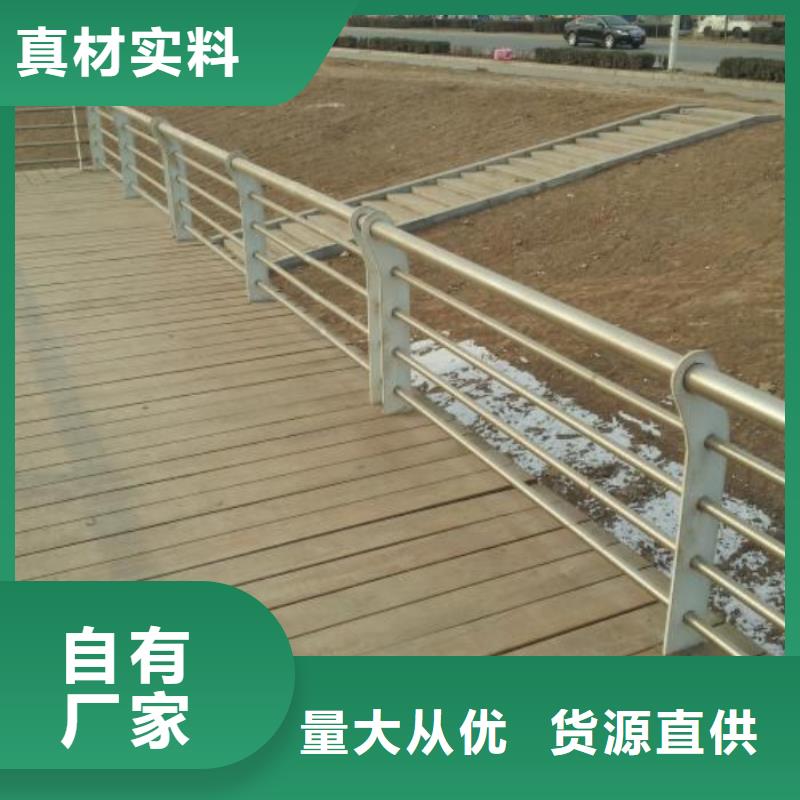
不銹鋼復合管在以后的使用以及市場中的應用會更加地廣闊的,各種的功能也是會有更多地變化的,因此的話不銹鋼復合管的前景廣闊,企業(yè)要出來質量,更加好的市場效應!不銹鋼復合管護欄主要應用在應用于橋梁護欄、道路護欄、工廠圍欄、庭院圍欄等。
它兼?zhèn)洳讳P鋼管的美觀不生銹及碳鋼管的硬度好價格低的優(yōu)點,正廣泛應用于各個領域。在生活中起著比較好的的防護作用。下面我們來簡單了解一下不銹鋼復合管護欄的生產工藝。1.初步整圓階段:扇形塊打開直到所有扇形塊都到鋼管內壁,此時步長范圍內鋼管內圓管中各點半徑大小都幾乎一致,不銹鋼鋼管得到初步整圓。2.名義內徑階段:扇形塊過去段位置開始降低運動速度,直到抵達要求位置,這個位置是質量要求的廢品管內圓周位置。3.彈復補償階段:扇形塊在2階段的位置開始進一步將低速度,直到抵達要求位置,這個位置是工藝設計要求的彈復前鋼管內圓周位置。
鑫方達不銹鋼復合管護欄防撞護欄知識內襯不銹鋼復合管常見的安裝的步驟1.切斷:使用手鋸、高速砂輪切斷或先用管子切割器切割至三分之一鋼管壁厚出,再用手鋸將管鋸開。切忌用切割器將管子切斷,以免內襯不銹鋼分離脫落。2.加工螺紋,使用套絲機、車床或手動管子鉸鈑加工管端螺紋,螺紋長度為規(guī)定長度。
3.修整:用工具(如銼刀、擴口器)去掉管端毛刺并修整端口。4.連接:復合管連接方法與普通鍍鋅管基本相同,用鉗或其它工具連,大口徑管道也可以采用溝槽或法蘭連接。焊接的步驟供大家進行參考:1、不銹鋼復合管焊條凡間有鈦鈣型和低氫型兩種。
焊接電流盡能夠采用直流電源,有利于克制焊條發(fā)紅和熔深淺。鈦鈣型藥皮的焊條不合適做全地位焊接,只適合平焊和平角焊;低氫型藥皮的焊條可做全地位焊接。2、不銹鋼復合管焊條在運用時應堅持枯燥。為避免發(fā)生裂紋、凹坑、氣孔等缺陷,鈦鈣型藥皮焊前經150-250℃烘干1h,低氫型藥皮焊前經200-300℃烘干1h。
不克不及屢次反復烘干,不然藥皮易零落。3、焊口清算潔凈,還避免焊條沾上油及其它臟物,以免添加焊縫含碳量并影響焊接質量。4、為避免加熱而發(fā)生晶間侵蝕,焊接電流不宜過大,普通應比碳鋼焊條低20%左右,電弧不要過長,層間快冷,以窄道焊為宜。5、應盡量采用短弧焊接,弧長普通2-3mm,電弧過長易發(fā)生熱裂紋。6、運條:應采用短弧疾速焊,普通不答應橫向擺動,其目標是削減不銹鋼復合管焊接熱量和熱影響區(qū)寬度,進步焊縫抗晶間侵蝕才能和削減熱裂紋的傾向。7、不銹鋼復合管的焊策應穩(wěn)重選用焊條,避免焊條選用欠妥呈現熱裂紋或高溫熱處置后惹起折出,使金屬脆化。