



(1)保溫管的作業(yè)溫度≤120℃。
(2)作業(yè)銅管原料可提供 T2、TP2、TU2,其規(guī)格、壁厚亦可特殊加工。
(3)鉑耐斯保溫管使用時(shí),有必要設(shè)置管溝、管井。
(4)地埋管接口保溫時(shí)應(yīng)將焊后的暴露部分進(jìn)行發(fā)泡防水,防腐與外護(hù)管匹配銜接,具體要求參照 CJJ-T8189-8.3 的條款規(guī)則。
(5)室內(nèi)裝置主張?jiān)诠艿琅c管件施工過程中選用地上預(yù)制,待管材、管件預(yù)制完好管段后再進(jìn)行裝置,橫管宜敷設(shè) 0.002-0.003 放空斜度(具體請(qǐng)參照《建筑給水管管道工程技術(shù)規(guī)程》)。鉑耐斯保溫銅管的焊接處應(yīng)選 用鉑耐斯板材剪切放樣保溫。
(6)地埋保溫管焊好吊裝移位,應(yīng)按管道的承載才能核算吊點(diǎn)距力,均勻設(shè)置吊點(diǎn),應(yīng)使用不損害管道 防腐保溫層吊帶進(jìn)行吊裝,固定在管道支架及墩上,錨固點(diǎn)有必要到達(dá)覆土厚、長(zhǎng)度、密實(shí)度等規(guī)劃要求。裝置后檢驗(yàn)請(qǐng)參照 CJJ28-04 規(guī)范的有關(guān)規(guī)則。
獲取更多銅管知識(shí),
套銅管10*1〗質(zhì)量的生產(chǎn)廠家")
套銅管10*1〗質(zhì)量的生產(chǎn)廠家")
(一)基本要求
1、冷媒管道表里壁應(yīng)枯燥和清潔。2、管道的方位和裝置標(biāo)高契合規(guī)劃要求。3、管道曲折變形不超越1/3。 4、穿越樓板或墻體處,應(yīng)設(shè)置維護(hù)套管,焊縫不得在套管內(nèi),穿外墻孔有必要密封,防雨。5、冷媒管裝置,焊接銅管時(shí)有必要充氮焊接,氮?dú)鈿鈮?.05~0.03Mpa;冷媒管道裝置結(jié)束后,應(yīng)選用氮?dú)鈱?duì)體系進(jìn)行吹凈,然后抽真空。
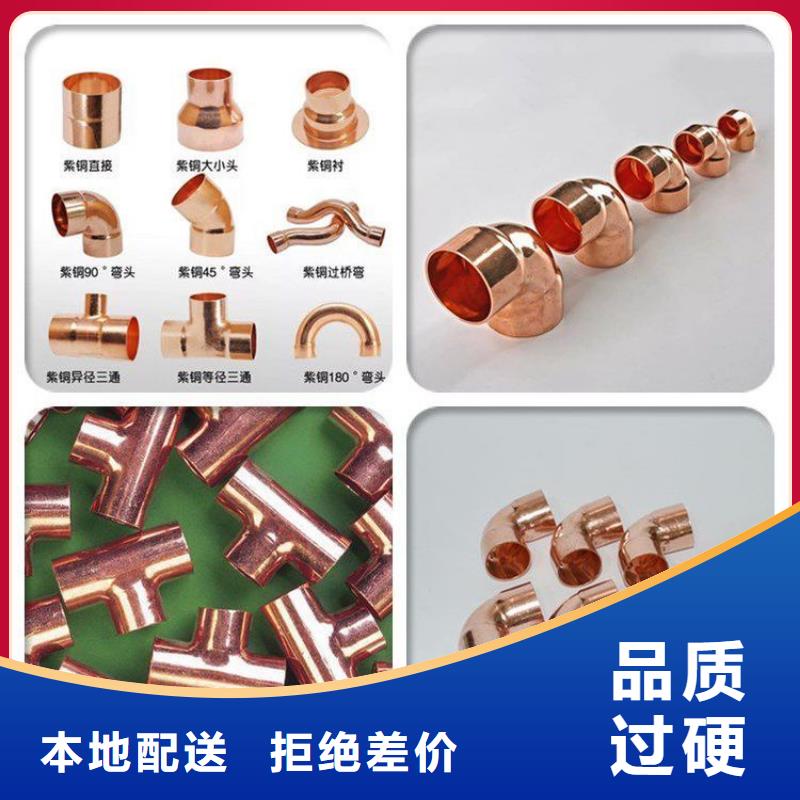
(二)銅管焊接
l、施工氣體品種
(1)、加熱用:工業(yè)氧氣0.3-0.4Mpa 液化(或)0.007-0.4Mpa (2)、氮?dú)猓∟ 2 ):為避免銅管內(nèi)部氧化,對(duì)管內(nèi)充入氮?dú)狻?/span>
2、焊接前預(yù)備
(1)、查看焊炬的銜接處和各氣閥的嚴(yán)密性,漏氣的有必要進(jìn)行修補(bǔ),并查看焊嘴有無阻塞現(xiàn)象。(2)、操作者預(yù)備所需的工夾具、釬料、釬劑等。(3)、銅管的焊接部位應(yīng)無毛刺、無顯著變形、表里表面潔凈、無銹垢、無油脂等。
3、焊接過程
(1)、銅管應(yīng)正派刺進(jìn)規(guī)則深度,兩裝置件的中心線重合,焊接時(shí)應(yīng)定位。為了確保裝置尺度正確,不能用手定位,避免加熱時(shí)銅管移動(dòng)。(2)、裝置空隙過大時(shí),可按要求恰當(dāng)鉗小粗管口徑。
4、充氮維護(hù)
(1)、銅管在釬焊溫度下表面氧化劇烈,為有用削減銅管內(nèi)部氧化皮的發(fā)生,要求對(duì)銅管進(jìn)行充氮維護(hù)。(2)、在銅管裝置后,對(duì)銅管接頭內(nèi)部充氮。(3)、對(duì)銅管充氮的辦法 氣壓0.05~0.3Mpa, 確保充入工件內(nèi)的氮?dú)饬髁繛?~6L/min(手摸有氣流的感覺)。 裝置后開端充氮至焊后冷卻持續(xù)充氮10 秒以上。(4)、充氮的關(guān)鍵(見下圖)
a. 充氮時(shí)快速接頭和充應(yīng)合上壓緊開關(guān),使氮?dú)庀?shù)充入管內(nèi)。b. 充氮要確保氮?dú)獾竭_(dá)各焊接接頭處,有用地排出空氣。 c. 接連充氮時(shí)必定要有出氣口,否則在焊接時(shí)氣體從接頭空隙處逸出,使焊接填料困難,并易發(fā)生氣孔。
5、焊接加熱留意:
(1)、釬焊為火焰硬釬焊,有必要恪守有關(guān)操作規(guī)則。(2)、加熱前承認(rèn)銅管內(nèi)有氮?dú)饬鬟^。(3)、釬焊紫銅時(shí),運(yùn)用中性焰或細(xì)還原焰,一般選用外焰。銅管接頭處加熱應(yīng)均勻,并留意依據(jù)管的材料尺度分配熱量。一般先預(yù)熱刺進(jìn)管,使管合作嚴(yán)密;再沿接頭長(zhǎng)度方向來回?fù)u擺,使其均勻加熱到挨近釬焊溫度,然后盤繞銅管加熱至釬焊溫度(銅管為淺紅),一起釬料亦隨之盤繞參加,并均勻填滿接頭空隙,再漸漸移開焊炬,并持續(xù)參加少數(shù)釬料,構(gòu)成潤(rùn)滑釬角。(4)、加熱時(shí)不能直接用火焰燒焊條,加熱時(shí)刻也不宜過久。(5)、焊接時(shí)要留意操控好火焰方向,避開膠套管、海綿、電線等。
6、焊后處理(冷卻)
(1)、焊后在管內(nèi)有氮?dú)饩S護(hù)的條件下,可對(duì)接頭處再次加熱至銅管變色(200-300℃),即進(jìn)行退火處理。(2)、在焊縫徹底凝結(jié)曾經(jīng),不能移動(dòng)焊件或使其遭到轟動(dòng)。(3)、對(duì)選用水冷的焊件,應(yīng)避免水進(jìn)入銅管內(nèi)部,放置焊件時(shí)仍要避免銅管表面殘留水分流入管內(nèi)。
7、釬焊質(zhì)量及查驗(yàn)
焊縫表面潤(rùn)滑,填角均勻,自然地圓弧過渡。釬焊接頭無過燒、焊堵、裂紋、焊縫表面粗糙、燒穿等缺點(diǎn)。焊縫無氣孔、夾渣、未焊滿、虛焊、焊瘤等缺點(diǎn)。
8、不合管裝置
裝置Y 型不合管盡量使其不合管豎向或水平。水平放置時(shí),傾斜度在±30以內(nèi)。放置在正確的方位后,充氮焊接。 不合管保溫。每對(duì)不合管均配有泡沫,用泡沫將不合管包好,上下泡沫用不干膠密封。泡沫部分和無泡沫部分均用保溫管包好。泡沫和保溫管對(duì)接部分用不干膠密封。留意: ①對(duì)多不合管路體系,每根管子都貼上標(biāo)簽,使不合后的銜接收與室內(nèi)機(jī)對(duì)應(yīng),避免接錯(cuò)。 ②不合管的進(jìn)口側(cè),至少要有300mm 的直管段。
9、喇叭口加工的辦法:
(1)、弄直盤卷的銅管(2)、用切管器切管(3)、用擴(kuò)孔器除掉管子切開面的毛刺(4)、用螺絲刀在端部輕敲以整理管子內(nèi)部(5)、刺進(jìn)喇叭口螺母(6)、在銅管上裝好喇叭管東西(7)、對(duì)準(zhǔn)擴(kuò)孔器(8)、擴(kuò)口(9)、取下喇叭管東西并查看喇叭管表面
(三)吹洗
在焊接完一段管路后,有必要對(duì)管路進(jìn)行吹洗。 吹洗是用氮?dú)鈮毫θコ軆?nèi)的外來物(塵埃,水份,焊接形成的等)。首要意圖是:
(1)、除掉管內(nèi)焊接時(shí)因?yàn)槌涞S護(hù)焊缺乏形成的氧化物。(2)、除掉因不妥貯運(yùn)而進(jìn)入管內(nèi)的雜質(zhì)和水分。(3)、查看室內(nèi)機(jī)和室外機(jī)之間管道體系的銜接是否有大的走漏。
吹洗過程:
(1)、將壓力表裝在氮?dú)馄可希唬?)、壓力表高壓端接上小管(液管)的注氟嘴;(3)、用盲塞將室內(nèi)機(jī)A 側(cè)之外的一切銅管接口處阻塞好。(4)、翻開氮?dú)馄块y,保持壓力在5 Kg/cm 2 。(5)、查看氮?dú)馐欠窳鬟^室內(nèi)機(jī)A 液管(6)、吹洗 用手中的絕緣材料抵住管口,當(dāng)壓力大的無法抵住時(shí),快速開釋絕緣物。再用絕緣物抵住管口,如此重復(fù)幾回,直到?jīng)]有沒有雜物吹出停止。(7)、封閉氮?dú)庵鏖y(8)、對(duì)室內(nèi)機(jī)B 重復(fù)以上操作(9)、對(duì)液管吹洗結(jié)束后,再對(duì)氣管進(jìn)行吹洗,吹洗過程跟吹洗液管過程相同。
套銅管10*1〗質(zhì)量的生產(chǎn)廠家")
套銅管10*1〗質(zhì)量的生產(chǎn)廠家")
套銅管10*1〗質(zhì)量的生產(chǎn)廠家")
合同執(zhí)行是關(guān)鍵一個(gè)的合同執(zhí)行人員不僅可以順利實(shí)現(xiàn)合同目的而且能夠及時(shí)發(fā)現(xiàn)合同簽訂階段存在不足或問題。化解合同風(fēng)險(xiǎn)或糾紛,進(jìn)口醫(yī)用紫銅管合同執(zhí)行階段需重點(diǎn)注意以下四個(gè)方面:2.1關(guān)于法檢采樣問題醫(yī)用紫銅管屬于法檢產(chǎn)品,商檢局一般需要切割一部分管材用于質(zhì)量檢驗(yàn),因此,制定采購(gòu)量時(shí),要將商檢用量考慮進(jìn)去,否則,商檢切割后,醫(yī)用紫銅管長(zhǎng)度可能無法滿足現(xiàn)場(chǎng)的需要,而再補(bǔ)訂醫(yī)用紫銅管,時(shí)間長(zhǎng),成本高,而且因?yàn)閿?shù)量太少也不容易訂貨。但是進(jìn)口醫(yī)用紫銅管的成本比較高,如果增訂法檢用量,勢(shì)必會(huì)增加采購(gòu)成本,可以考慮根據(jù)項(xiàng)目的具體情況向商檢部門協(xié)調(diào)爭(zhēng)取一些優(yōu)惠或支持政策。關(guān)于進(jìn)口許可證問題醫(yī)用紫銅管進(jìn)口需要在取得自動(dòng)進(jìn)口許可證(以下簡(jiǎn)稱為“重工證”后,才能憑證向海關(guān)申請(qǐng)報(bào)關(guān),因此買方應(yīng)在賣方發(fā)貨后及時(shí)重工證,以免影響清關(guān)進(jìn)度并產(chǎn)生滯報(bào)費(fèi)用。

監(jiān)控生產(chǎn)計(jì)劃及關(guān)鍵制造節(jié)點(diǎn)雖然國(guó)外供應(yīng)商比較重視譽(yù),醫(yī)用紫銅管合同履行意識(shí)較高,但隨著國(guó)內(nèi)鋼材需求的不斷增加和全球資源緊缺,推遲交貨和產(chǎn)品質(zhì)量不符的情況也時(shí)有發(fā)生。對(duì)于進(jìn)口醫(yī)用紫銅管,為了核實(shí)供貨商落實(shí)訂單、安排生產(chǎn)的真實(shí)性,監(jiān)控制造進(jìn)度,避免延期交貨,應(yīng)明確要求供應(yīng)商定期提供排產(chǎn)計(jì)劃和生產(chǎn)進(jìn)度報(bào)告,原材料訂貨、煉鋼、熱軋等關(guān)鍵環(huán)節(jié),還應(yīng)及時(shí)提交證明材料,并保留進(jìn)口方隨時(shí)安排人員或者第三方檢驗(yàn)機(jī)構(gòu)到制造廠進(jìn)行檢驗(yàn)的權(quán)利。及時(shí)了解 外貿(mào)政策的變化情況國(guó)際經(jīng)濟(jì)形勢(shì)和 的進(jìn)出口政策直接影響著外貿(mào)業(yè)務(wù),比如自動(dòng)進(jìn)口許可管理貨物目錄、海關(guān)進(jìn)出口稅則、外匯管制、商務(wù)部進(jìn)出口管理規(guī)定等等,解相關(guān)外貿(mào)政策及變化情況,指導(dǎo)實(shí)際進(jìn)口醫(yī)用紫銅管采辦業(yè)務(wù),合理評(píng)估進(jìn)口風(fēng)險(xiǎn)和成本,提前對(duì)采辦工作做出妥善安排。總之,進(jìn)口醫(yī)用紫銅管采辦業(yè)務(wù)員不僅需要了解和熟悉外貿(mào)業(yè)務(wù),而且需要熟悉和掌握進(jìn)口醫(yī)用紫銅管的采購(gòu)特點(diǎn),并在實(shí)際工作中,不斷加強(qiáng)理論知識(shí)學(xué)習(xí),不斷積累實(shí)戰(zhàn)經(jīng)驗(yàn),理論和實(shí)際相結(jié)合,不斷進(jìn)行反思和總結(jié),才能不斷提高采辦水平,做好進(jìn)口醫(yī)用紫銅管的采辦工作,為項(xiàng)目建設(shè)的順利進(jìn)行保駕護(hù)航。
套銅管10*1〗質(zhì)量的生產(chǎn)廠家")
套銅管10*1〗質(zhì)量的生產(chǎn)廠家")
套銅管10*1〗質(zhì)量的生產(chǎn)廠家")
辰昌盛通金屬材料有限公司自成立以來,主要致力于 福建泉州紫銅排等產(chǎn)品的生產(chǎn)與加工。公司成產(chǎn)以來,始終以“精心服務(wù)、客戶至上、銳意進(jìn)取”的經(jīng)營(yíng)理念,堅(jiān)持“客戶至上”的原則為同行提供配套服務(wù)。您的需要就是我們的服務(wù),您的滿意就是我們的目標(biāo),我們堅(jiān)信,未來你您的支持下,我們的事業(yè)會(huì)更加輝煌,我們以準(zhǔn)備好,以、及時(shí)、的服務(wù)為客戶提供優(yōu)質(zhì)的服務(wù)。
套銅管10*1〗質(zhì)量的生產(chǎn)廠家")
套銅管10*1〗質(zhì)量的生產(chǎn)廠家")
銅管焊接裝置施工應(yīng)遵從現(xiàn)行《暖衛(wèi)工程施工查驗(yàn)規(guī)范》 GBJ82----242《工業(yè)管道焊接工程施工查驗(yàn)規(guī)范》GBJ236----82,《暖衛(wèi)工程查驗(yàn)鑒定標(biāo)準(zhǔn)》中鋼管的有關(guān)規(guī)則。
11.2 查驗(yàn)
1)管道體系應(yīng)依據(jù)工程性質(zhì)和特色進(jìn)行自檢,中間查驗(yàn)和竣工查驗(yàn)。暗裝,管道在蔭蔽之前,整個(gè)體系裝置完畢應(yīng)進(jìn)行嚴(yán)厲的水壓實(shí)驗(yàn)。 2)實(shí)驗(yàn)壓力為管道體系規(guī)劃作業(yè)壓力的 1.5 倍,但不得小于 0.9Mpa。 3)水壓實(shí)驗(yàn)之前應(yīng)對(duì)試壓管道采納有用的固定保護(hù)辦法,但接頭部位應(yīng)明露。 4)水壓實(shí)驗(yàn)合格并做好記載后方可按土建工序施工。 5)水壓實(shí)驗(yàn)過程:
a)將試壓管段各配水點(diǎn)封堵,緩慢灌水,灌水過程中一起將管內(nèi)氣體掃除。 b)管道體系充溢水后,進(jìn)行水密性查看。 c)對(duì)體系加壓,加壓宜選用手動(dòng)泵緩慢升壓,升壓時(shí)刻不該小于 10 分鐘。 d)升至規(guī)則的實(shí)驗(yàn)壓力后,中止加壓,穩(wěn)壓1 小時(shí),調(diào)查接點(diǎn)部 位有否漏水。 e)穩(wěn)壓 1 小時(shí)后,再補(bǔ)壓到規(guī)則的實(shí)驗(yàn)壓力值,15 分鐘,壓力下降不超越0.05Mpa 為合格。 f)管段分段試壓合格后,進(jìn)行體系試壓,加壓至實(shí)驗(yàn)壓力,繼續(xù) 3 小時(shí),壓力不低于0.6Mpa,且體系無滲漏現(xiàn)象為合格。g)管道體系試壓后,發(fā)現(xiàn)滲漏水或壓力下降超越規(guī)則值時(shí),應(yīng)查看管道體系,及時(shí)進(jìn)行掃除,掃除后再按以上過程從頭試壓,直到契合要求。
套銅管10*1〗質(zhì)量的生產(chǎn)廠家")
套銅管10*1〗質(zhì)量的生產(chǎn)廠家")
套銅管10*1〗質(zhì)量的生產(chǎn)廠家")