





現(xiàn)貨供應(yīng)滾籠機(jī)繞籠機(jī)
_廠家/供應(yīng)
河南建貿(mào)機(jī)械設(shè)備有限公司是一個(gè)集研究、生產(chǎn)、銷售為一體的建筑機(jī)械設(shè)備制造廠。您可以聯(lián)系我一站式采購:鋼筋籠繞筋機(jī)、鋼筋帶鋸床、鋼筋彎箍機(jī)、數(shù)控鋼筋彎圓機(jī)、數(shù)控彎箍機(jī)、鋼筋加工中心、五機(jī)頭鋼筋彎箍機(jī)、鋼筋調(diào)直機(jī),鋼筋切斷機(jī),鋼筋彎曲機(jī),鋼筋彎箍機(jī),鋼筋彎弧機(jī),鋼筋鐓粗機(jī),鋼筋直螺紋滾絲機(jī),我公司將以高超的技術(shù)和良好的質(zhì)量為您提供優(yōu)質(zhì)服務(wù),歡迎廣老客戶隨時(shí)選購。
貨供應(yīng)滾籠機(jī)繞籠機(jī)
_廠家/供應(yīng)") 建貿(mào)機(jī)械設(shè)備有限公司
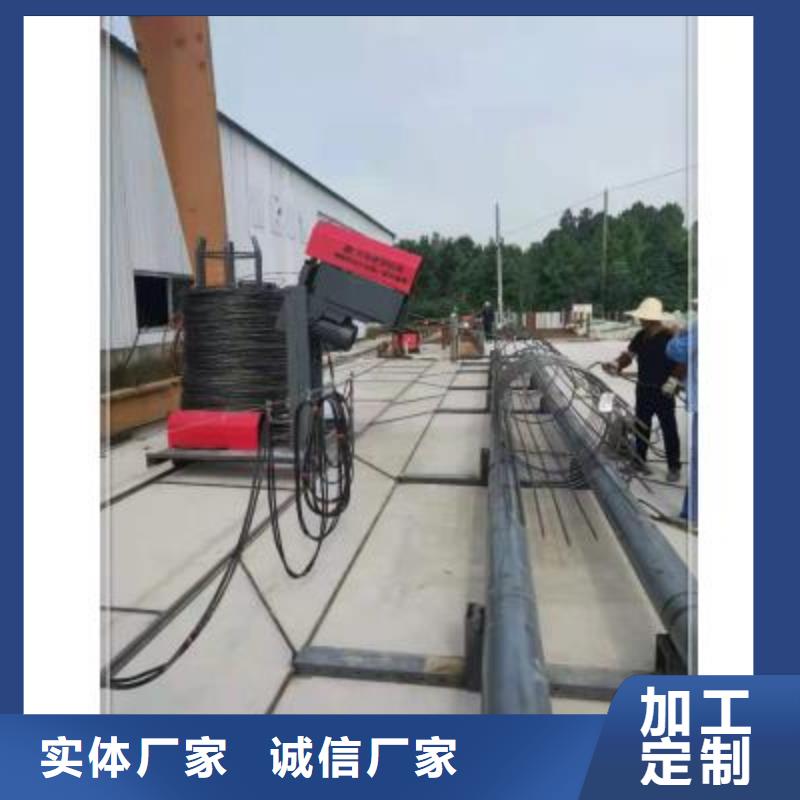
鋼筋籠繞筋機(jī)運(yùn)行中工作原理:根據(jù)施工要求,鋼筋籠的主筋通過專用模具制作完成(包括內(nèi)支撐),把鋼筋籠主筋置于鋼筋籠繞筋機(jī)上,將盤筋(繞筋)端頭先焊接在一根主筋上,然后通過傳動(dòng)托輥旋轉(zhuǎn)以及小車的移動(dòng)把盤筋繞在主筋上,同時(shí)進(jìn)行焊接,從而形成成品鋼筋籠。按滾輪轉(zhuǎn)動(dòng)不同,滾焊可分為連續(xù)滾焊、斷續(xù)滾焊和步進(jìn)滾焊:1、連續(xù)滾焊 連續(xù)滾焊時(shí),工件在兩滾 間連續(xù)移動(dòng)(即滾盤連續(xù)旋轉(zhuǎn)),焊接電流也連續(xù)通過工件。這種方法易使工件表面和熔核附近過熱,電機(jī)磨損嚴(yán)重,焊縫易出現(xiàn)較深的壓坑,因而很少使用。2、斷續(xù)滾焊 斷續(xù)滾焊時(shí),滾輪連續(xù)轉(zhuǎn)動(dòng),工件連續(xù)移動(dòng),電流斷續(xù)通過工件,形成的焊縫由彼此搭疊的熔核組成。由于電流斷續(xù)通過,在休止時(shí)間內(nèi),滾輪和工件得以冷卻,因而可以提高滾輪壽命,減小熱影響區(qū)寬度和工件變形,獲得較好的焊接質(zhì)量,沒有連續(xù)滾焊時(shí)的缺點(diǎn)。斷續(xù)滾焊時(shí),在熔核冷卻時(shí)滾盤已離開焊接區(qū),沒有充分的鍛壓過程,熔核在壓力減小的情況下結(jié)晶,很容易產(chǎn)生表面過熱、縮孔和裂紋。3、步進(jìn)滾焊 步進(jìn)滾焊時(shí),滾輪斷續(xù)轉(zhuǎn)動(dòng),電流在工件不動(dòng)時(shí)通過工件。由于金屬的熔化和結(jié)晶均在滾輪不動(dòng)時(shí)進(jìn)行,整個(gè)結(jié)晶過程中都有壓力存在,改善了散熱和壓固條件,從而可以更有效地提高焊接質(zhì)量,延長滾輪壽命,獲得的焊縫比較致密。這種方法多用于鋁、鎂合金的焊接,用于縫焊高溫合金,也能有效地提高焊接質(zhì)量,但這種滾焊需要有使?jié)L盤斷續(xù)旋轉(zhuǎn)的比較復(fù)雜的機(jī)械裝置。
建貿(mào)機(jī)械設(shè)備有限公司
鋼筋籠繞筋機(jī)運(yùn)行中工作原理:根據(jù)施工要求,鋼筋籠的主筋通過專用模具制作完成(包括內(nèi)支撐),把鋼筋籠主筋置于鋼筋籠繞筋機(jī)上,將盤筋(繞筋)端頭先焊接在一根主筋上,然后通過傳動(dòng)托輥旋轉(zhuǎn)以及小車的移動(dòng)把盤筋繞在主筋上,同時(shí)進(jìn)行焊接,從而形成成品鋼筋籠。按滾輪轉(zhuǎn)動(dòng)不同,滾焊可分為連續(xù)滾焊、斷續(xù)滾焊和步進(jìn)滾焊:1、連續(xù)滾焊 連續(xù)滾焊時(shí),工件在兩滾 間連續(xù)移動(dòng)(即滾盤連續(xù)旋轉(zhuǎn)),焊接電流也連續(xù)通過工件。這種方法易使工件表面和熔核附近過熱,電機(jī)磨損嚴(yán)重,焊縫易出現(xiàn)較深的壓坑,因而很少使用。2、斷續(xù)滾焊 斷續(xù)滾焊時(shí),滾輪連續(xù)轉(zhuǎn)動(dòng),工件連續(xù)移動(dòng),電流斷續(xù)通過工件,形成的焊縫由彼此搭疊的熔核組成。由于電流斷續(xù)通過,在休止時(shí)間內(nèi),滾輪和工件得以冷卻,因而可以提高滾輪壽命,減小熱影響區(qū)寬度和工件變形,獲得較好的焊接質(zhì)量,沒有連續(xù)滾焊時(shí)的缺點(diǎn)。斷續(xù)滾焊時(shí),在熔核冷卻時(shí)滾盤已離開焊接區(qū),沒有充分的鍛壓過程,熔核在壓力減小的情況下結(jié)晶,很容易產(chǎn)生表面過熱、縮孔和裂紋。3、步進(jìn)滾焊 步進(jìn)滾焊時(shí),滾輪斷續(xù)轉(zhuǎn)動(dòng),電流在工件不動(dòng)時(shí)通過工件。由于金屬的熔化和結(jié)晶均在滾輪不動(dòng)時(shí)進(jìn)行,整個(gè)結(jié)晶過程中都有壓力存在,改善了散熱和壓固條件,從而可以更有效地提高焊接質(zhì)量,延長滾輪壽命,獲得的焊縫比較致密。這種方法多用于鋁、鎂合金的焊接,用于縫焊高溫合金,也能有效地提高焊接質(zhì)量,但這種滾焊需要有使?jié)L盤斷續(xù)旋轉(zhuǎn)的比較復(fù)雜的機(jī)械裝置。
貨供應(yīng)滾籠機(jī)繞籠機(jī)
_廠家/供應(yīng)")
貨供應(yīng)滾籠機(jī)繞籠機(jī)
_廠家/供應(yīng)") 搭接滾焊同點(diǎn)焊一樣,搭接接頭可用一對(duì)滾輪或用一個(gè)滾輪和一根芯軸電極進(jìn)行滾焊,接頭的小搭接量與點(diǎn)焊相同。搭接滾焊通常用的雙面滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當(dāng)板件寬大或其他原因限制滾盤從兩面接近工件時(shí),可以采用單面滾焊。當(dāng)在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時(shí),可采用相互垂直放置的滾盤周緣滾焊。2、壓平滾焊時(shí)的搭接量比一般滾焊時(shí)要小得多,約為板厚的1~1.5倍,焊接的同時(shí)壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應(yīng)全部覆蓋接頭的搭接部分,焊接時(shí)要使用較大的焊接壓力和連續(xù)的電流。3、為了節(jié)省金屬,減輕重量,減小焊接結(jié)構(gòu)的變形,并提高疲勞強(qiáng)度,可采用以箔帶做墊片的對(duì)接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。4、繞筋機(jī)銅線電極滾焊是解決鍍層鋼板滾焊時(shí)鍍層粘著滾輪的有效方法。焊接時(shí),將圓銅線不斷地送到滾輪與板件之間,銅線呈原狀連續(xù)輸送,經(jīng)過滾輪后又連續(xù)繞出且不會(huì)污染滾輪。
搭接滾焊同點(diǎn)焊一樣,搭接接頭可用一對(duì)滾輪或用一個(gè)滾輪和一根芯軸電極進(jìn)行滾焊,接頭的小搭接量與點(diǎn)焊相同。搭接滾焊通常用的雙面滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當(dāng)板件寬大或其他原因限制滾盤從兩面接近工件時(shí),可以采用單面滾焊。當(dāng)在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時(shí),可采用相互垂直放置的滾盤周緣滾焊。2、壓平滾焊時(shí)的搭接量比一般滾焊時(shí)要小得多,約為板厚的1~1.5倍,焊接的同時(shí)壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應(yīng)全部覆蓋接頭的搭接部分,焊接時(shí)要使用較大的焊接壓力和連續(xù)的電流。3、為了節(jié)省金屬,減輕重量,減小焊接結(jié)構(gòu)的變形,并提高疲勞強(qiáng)度,可采用以箔帶做墊片的對(duì)接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。4、繞筋機(jī)銅線電極滾焊是解決鍍層鋼板滾焊時(shí)鍍層粘著滾輪的有效方法。焊接時(shí),將圓銅線不斷地送到滾輪與板件之間,銅線呈原狀連續(xù)輸送,經(jīng)過滾輪后又連續(xù)繞出且不會(huì)污染滾輪。
