



我們的發貨速度快的鍍鋅鋼管公司視頻現已上線,它比任何文字描述都能更直觀地展示產品的魅力。請點擊觀看。
以下是:發貨速度快的鍍鋅鋼管公司的圖文介紹

鑫邦源特鋼有限公司地處天津經開區,是一家從事研發設計、生產、銷售 天津輸送管制品為一體公司,以質量求生存,以信譽求發展,以一切為了顧客的方針準則,贏得了廣大客戶的信賴。 天津輸送管產品暢銷全國125個城市地區;誠摯期待與您合作。


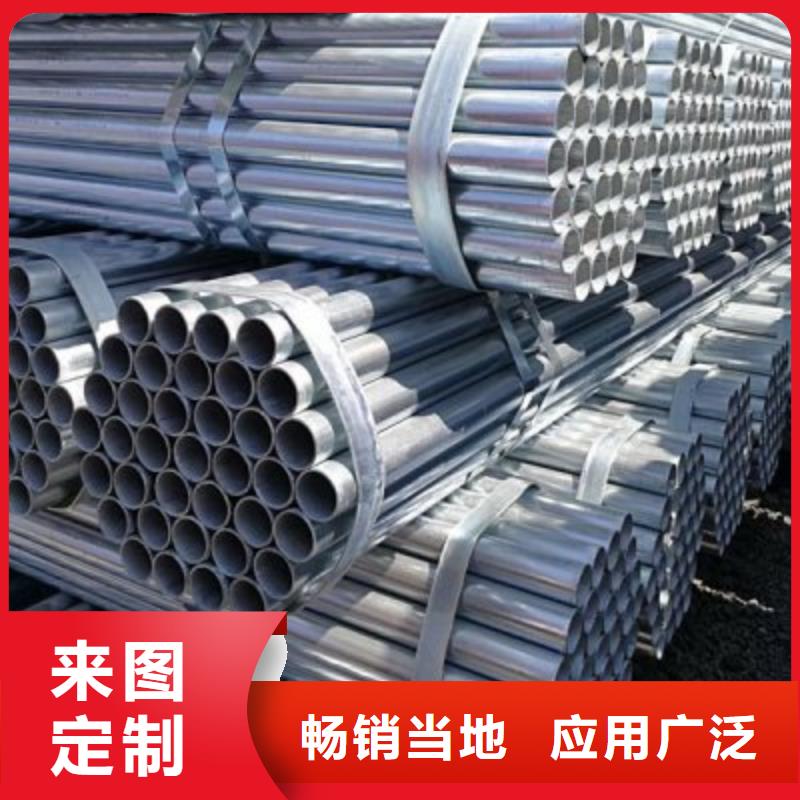
鍍鋅鋼管厚度 標準如下圖: 熱鍍鋅管,為提高鋼管的耐腐蝕性能,對一般鋼管進行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低,表面不是很光滑。 公稱壁厚:mm2.0、2.5、2.8、3.2、3.5、3.8、4.0、4.5; 系數:c1.064、1.051、1.045、1.040、1.036、1.034、1.032、1.028。 注:鋼材力學性能是保證鋼材終使用性能(機械性能)的重要指標,它取決于鋼的化學成分和熱處理制度。在鋼管標準中,根據不同的使用要求,規定了拉伸性能(抗拉強度、屈服強度或屈服點、伸長率)以及硬度、韌性指標,還有用戶要求的高、低溫性能等。鍍鋅管鋼的牌號:Q215A;Q215B;Q235A;Q235B 試驗壓力值/Mpa:D10.2-168.3mm為3Mpa;D177.8-323.9mm為5Mpa. 鍍鋅鋼管分冷鍍鋅管、熱鍍鋅管,前者已被禁用,后者還被 提倡能用。



保證鋼管在焊接時的保障措施,主要有五個方面。保證了這五個方面,那么鍍鋅鋼管的質量也能得到保障了。首先就是人, 人的因素是施焊的控制重點。因此,在施焊前,應選擇技術熟練、持有焊工證的焊工,進行必要的技術培訓、交底。并不得隨意更換,保證施焊該管道焊工人員相對穩定。其二是焊材的控制,保證采購的是正規渠道的焊材,有質保書、合格證,符合工藝要求;焊條頭回收控制嚴格,以保證流向、用量;焊材要嚴格按工藝烘烤,并一次發放不超過半天用量。第三就是 焊機,焊機須保證性能可靠、符合工藝需要;焊機必須有檢定合格的電流、電壓表,以保證焊接工藝的正確實施。焊接電纜不能過長,較長時要調整焊接參數。 鍍鋅鋼管在焊接時有哪些保護質量的措施第四是焊接工藝方法,保證鍍鋅管特殊操作方法的嚴格實施,焊接工藝進行焊前坡口檢查,施焊工藝參數、操作手法控制,焊后外觀質量檢查,必要時增加焊后無損檢測。控制焊接層次、每道口的焊材用量。

