
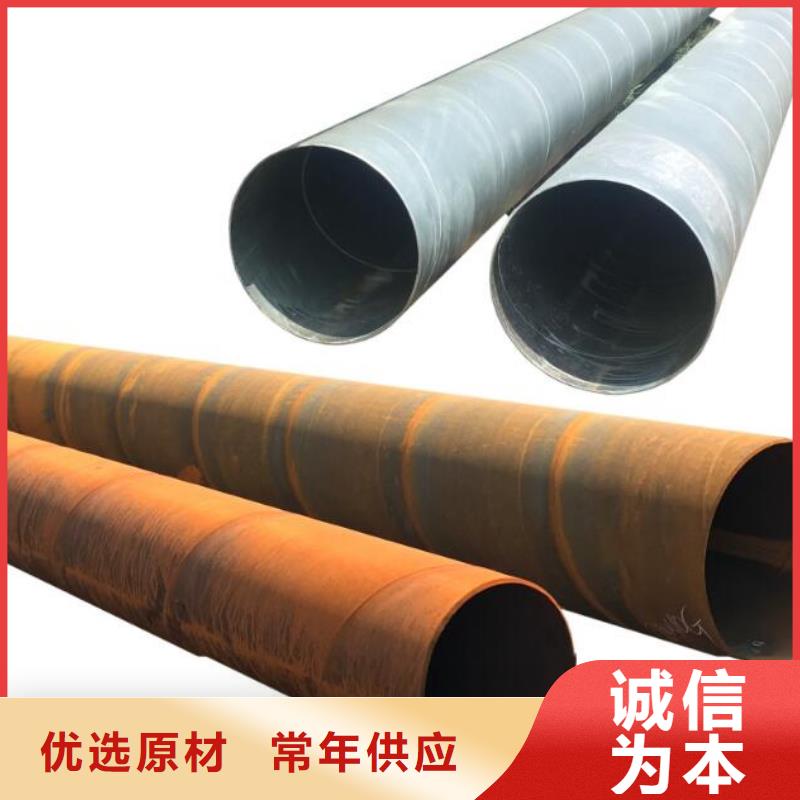

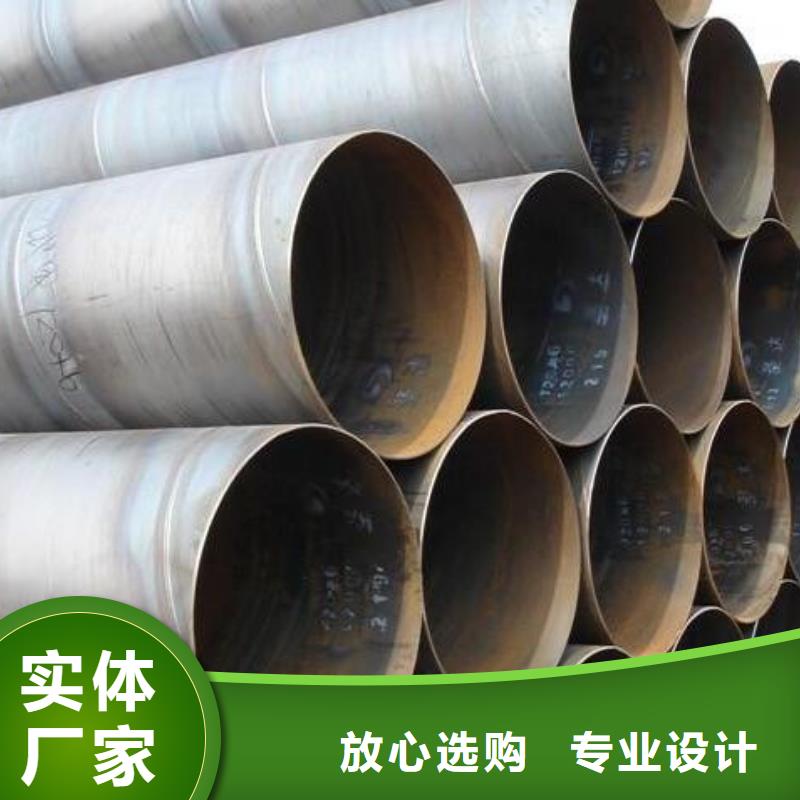
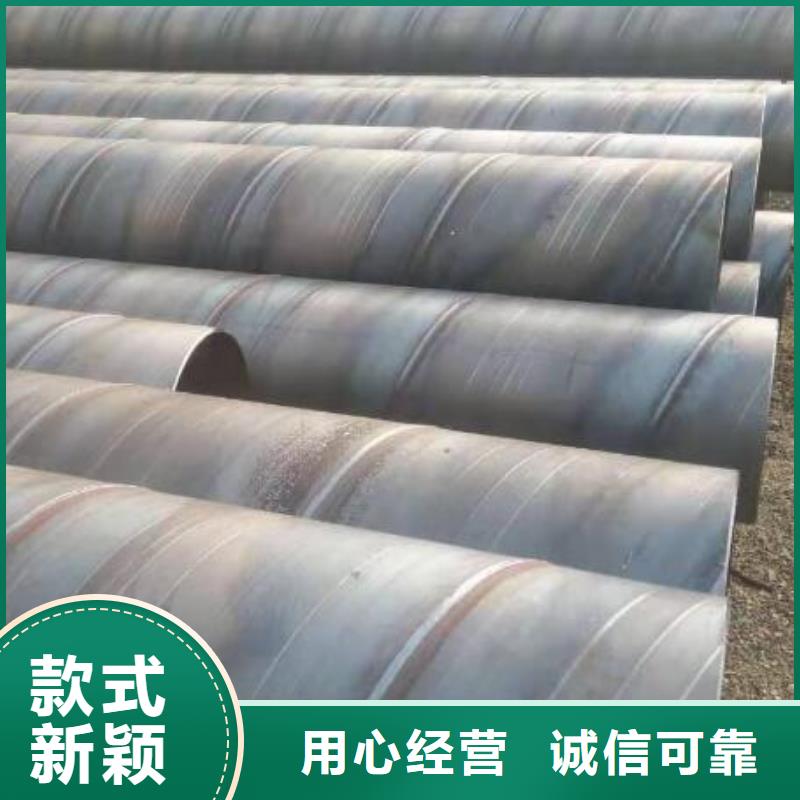
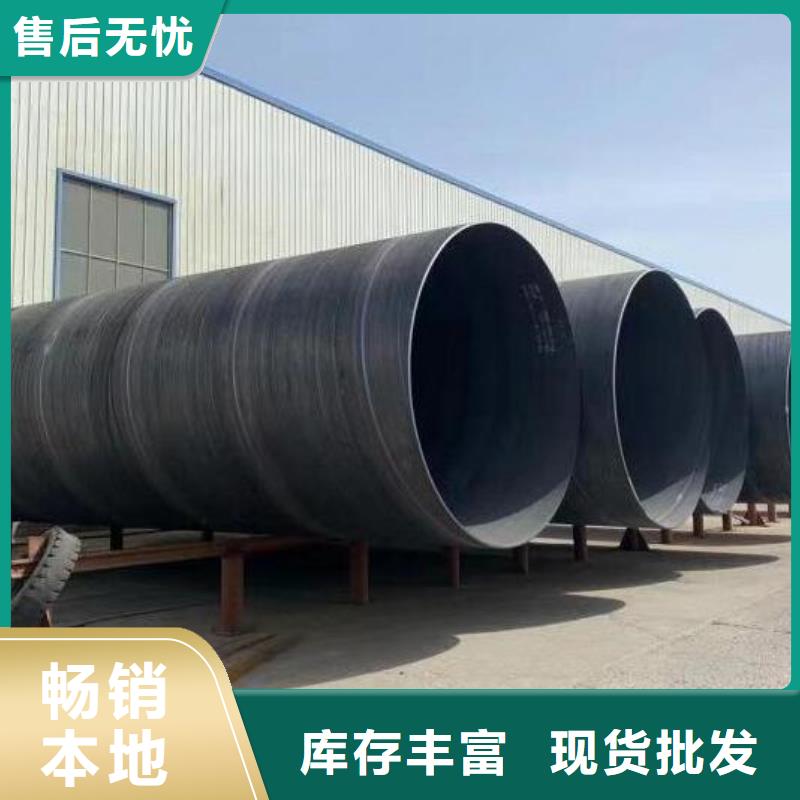



(13)每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。(14)管端機械加工,慶陽大口徑螺旋鋼管使端面垂直度,坡口角和鈍邊得到準確控制。表面處理方法:1、清洗應用溶劑、乳劑清洗鋼材外表,以到達去除油、油脂、塵土、光滑劑和相似的有機物,慶陽大口徑螺旋鋼管但它不能去除鋼材外表的銹、氧化皮、焊藥等,因而在防腐出產中只作為輔佐措施。2、工具除銹首要運用鋼絲刷等工具對鋼材外表進行打磨,可以去除松動或翹起的氧化皮、鐵銹、焊渣等。手工工具除銹能到達Sa2級,動力工具除銹可到達Sa3級,若鋼材外表附著結實的氧化鐵皮慶陽大口徑螺旋鋼管,工具除銹結果不理想,達不到防腐施工要求的錨紋深度。
慶陽螺旋鋼管(13)每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。(14)管端機械加工,使端面垂直度,慶陽螺旋鋼管坡口角和鈍邊得到準確控制。焊縫處理1.如間隙過大,則造成鄰近效應減少,慶陽螺旋鋼管渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。2慶陽螺旋鋼管.如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,慶陽螺旋鋼管影響焊縫表面質量。
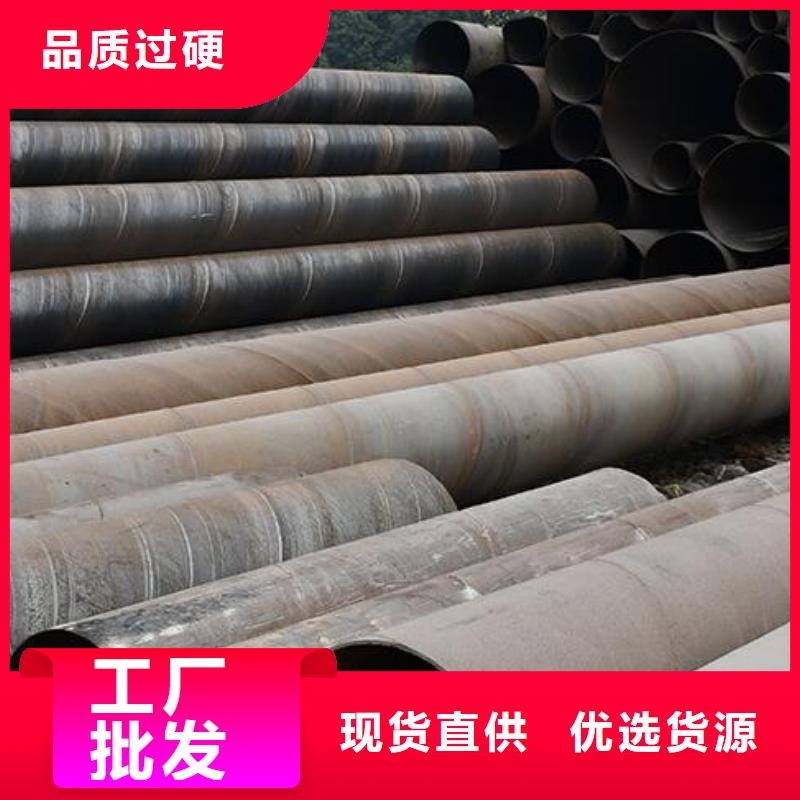
慶陽螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的慶陽螺旋縫鋼管。慶陽螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。(3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。(5)采用外控或內控輥式成型。(6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。(7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接質量。
在鐵礦石均價上升、焦炭均價下行帶動下,成本平均水平仍有所上移,對市場支撐也有所增強。慶陽大口徑螺旋鋼管蘭格鋼鐵研究中心成本監測數據顯示,使用1月份購買的原燃料生產測算的蘭格生鐵成本指數為145.7,較上月同期上升2.3%;普碳方坯不含稅平均成本較上月同期增加65元/噸,慶陽大口徑螺旋鋼管增幅為1.9%。2月份鋼企噸鋼盈利或繼續承壓從國外環境來看,慶陽大口徑螺旋鋼管由于烏克蘭戰爭引發的糧食和能源危機、新冠疫情的持續影響、居高的通脹和氣候緊急狀況全球經濟仍面臨較嚴重經濟衰退風險,全球制造業PMI持續下行,但在通脹壓力有所減弱下,全球加息潮將逐步緩和。從國內環境來看,我國經濟韌性強、潛力大、活力足、慶陽大口徑螺旋鋼管長期向好基本面沒有改變,資源要素條件也可以支撐。隨著疫情防控轉入新階段,各項政策不斷落實落細,生產生活秩序有望加快恢復,經濟增長內生動力將不斷積聚增強,慶陽大口徑螺旋鋼管將帶動2023年中國經濟整體好轉。
