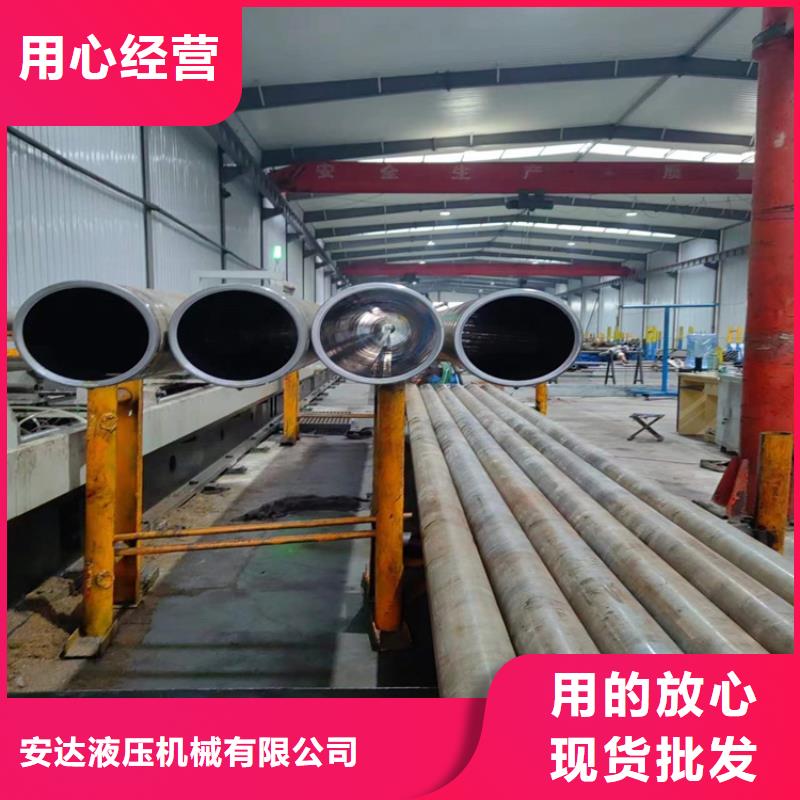
以下是:珩磨管的產品參數(shù)
| 產品參數(shù) |
|---|
| 產品價格 | 5000/噸 |
|---|
| 發(fā)貨期限 | 24小時 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 1公斤 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20#/45#/16Mn |
|---|
| 產品品牌 | 九冶 |
|---|
| 產品規(guī)格 | 齊全 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 過磅 |
|---|
| 產品顏色 | 有色金屬 |
|---|
| 質保時間 | 1個月 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 機械加工/液壓 |
|---|
| 是否進口 | 否 |
|---|
| 質量認證 | 正品 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質 | 20#/45#/16Mn/Q345B/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工 |
|---|
導讀 珩磨管,安達液壓機械有限公司為您提供珩磨管,聯(lián)系人:高經理,電話:17706353138、17706353138,QQ:3573482096,請聯(lián)系安達液壓機械有限公司,發(fā)貨地:聊城遼河路燕山路交叉口南500米東首發(fā)貨到安徽省 六安市 金安區(qū)、裕安區(qū)、壽縣、霍邱縣、舒城縣、金寨縣、霍山縣。 安徽省,六安市 六安之名始于漢武帝,取衡山國內六縣、安風、安豐等縣首字,別衡山國為六安國,兼有“六地平安,永不反叛”之意,因舜封皋陶于六,故后世稱六安為皋城;六安是的革命老區(qū),被譽為紅軍的搖籃,將軍的故鄉(xiāng),自然人文環(huán)境主要體現(xiàn)在其“襟江帶淮”的區(qū)域特色、“承東接西”的地理位置與“山環(huán)英霍”的秀美風光;淠河和淠河總干渠流經市區(qū)20余千米,形成2.5萬畝水面、5000畝兩岸綠地的城市生態(tài)帶,境內自然和人文景觀眾多,擁有4A級以上景區(qū)26家(其中5A級2家),全國紅色旅游景點景區(qū)9個,省級紅色旅游景點景區(qū)15個,全域旅游示范區(qū)2個,省級旅游度假區(qū)3個。2023年,被評為三線城市。

六安珩磨管油缸管絎磨管無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現(xiàn)交錯起伏的峰谷現(xiàn)象。滾壓管加工原理:是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。
絎磨管的優(yōu)點主要有以下幾點:
1、提高表面粗糙度,粗糙度基本能達到Ra≤0.08μm左右。
2、修正圓度,橢圓度可≤0.01mm。
3、提高表面硬度,使受力變形,硬度提高HV≥4°。
4、加工后有殘余應力層,提高疲勞強度提高30%。
5、提高配合質量,減少磨損,延長零件使用壽命,但零件的加工費用反而降低。

<六安>九冶管業(yè)有限公司發(fā)展方向是:提高六安冷拔絎磨管產品質量,力創(chuàng)凱宸品牌;增加技術投入,完善系列六安冷拔絎磨管產品;加強售后服務,構筑銷售網絡。
竭誠歡迎各界同仁惠顧!


總結 珩磨管,安達液壓機械有限公司專業(yè)從事珩磨管,聯(lián)系人:高經理,電話:17706353138、17706353138,QQ:3573482096,發(fā)貨地:遼河路燕山路交叉口南500米東首,以下是珩磨管的詳細頁面。