
產品詳細介紹





晉中珩磨管油缸管絎磨管冷拔油缸管采用滾壓加工。由于表層存在殘余壓應力,有利于封閉表面裂紋,阻礙沖蝕擴展。從而提高了填充管的表面耐蝕性,延緩了疲勞裂紋的產生,提高了填充管的疲勞強度。通過滾壓成形,在滾壓表面形成一層冷硬化層,減少了磨削副接觸面的彈塑性變形,提高了絎縫管內壁的耐磨性,避免了磨削燒傷。軋制后表面粗糙度值減小,改善了匹配性能。
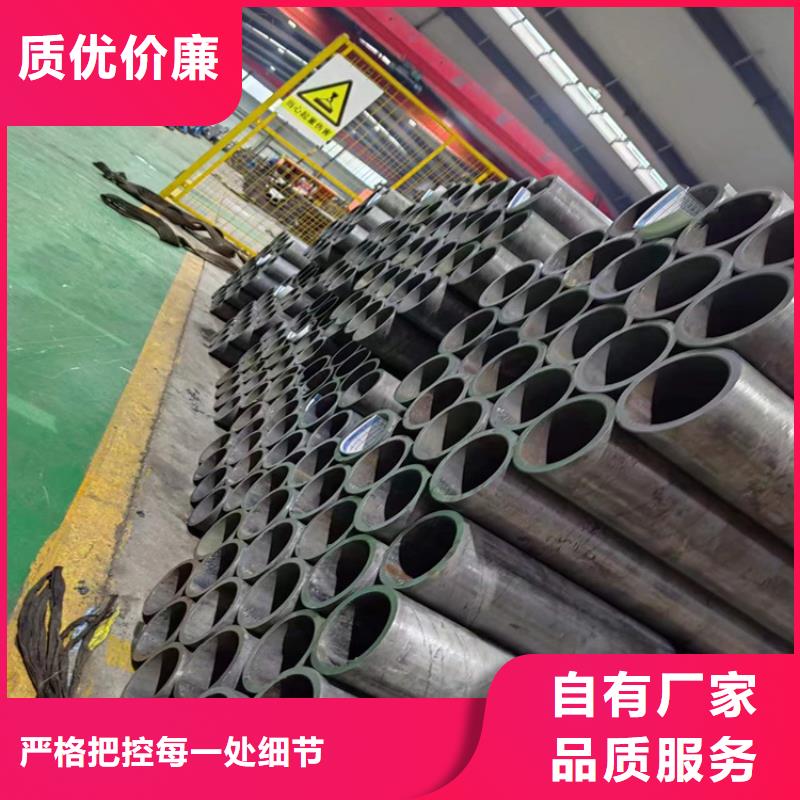
液壓油缸管的結構形式多種多樣,分類方法也多種多樣:按循環運動方式可分為直線往復運動和回轉擺動運動;按液壓分為單動式和雙動式;按結構可分為活塞式、柱塞式、多級伸縮套筒式、齒輪齒條式等;按安裝形式可分為拉桿、耳環、腳、鉸軸等。滾壓管
晉中珩磨管油缸管絎磨管滾壓管油缸管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。

晉中珩磨管油缸管絎磨管 珩磨管淬火開裂與工件的形狀有密切的關系,鋼件形狀影響珩磨管淬火應力的大小和分布。工件上的缺口、尖角、溝槽、孔穴及斷面急劇變化的部位都是珩磨管淬火內應力集中處,是斷裂的危險部位。 加熱不當 工件在熱處理時的加熱溫度、保溫時間和加熱設備(爐內氣氛)等均能成為珩磨管淬火裂紋的誘因。珩磨管淬火加熱溫度愈高,淬裂傾向愈大。珩磨管淬火溫度升高,加熱保溫時間延長,使奧氏體晶粒長大,則珩磨管淬火馬氏體粗化、脆化,斷裂強度降低,這是淬裂傾向增大的根本原因。不容易發生淬裂的加熱爐是真空爐,其次按電爐、鹽浴爐、火焰爐的順序排列易于產生珩磨管淬火裂紋。重油爐、燃煤爐等火焰爐是容易發生淬裂的爐型。滾壓管

晉中珩磨管油缸管絎磨管油缸管結構及技術要求介紹油缸管結構及技術要求介紹滾壓管
1、 結構分析:
1、 φ50mm×770mm本身的圓度公差為0.005mm。
2、左端M39×2-6g螺紋精密油缸鋼管φ50mm中心線同軸度公差為φ0.05mm。
3.1:20錐軸與精密油缸鋼管φ50mm中心線的同軸度公差為φ0.02mm。
4.1:20錐面本身的圓跳動公差為0.005mm。5.1:20錐面著色檢查,接觸面積不小于80%。
5、 φ50mm×770mm表面氮化,氮化層深度0.2~0.3mm,表面硬度62~65hrc。
