

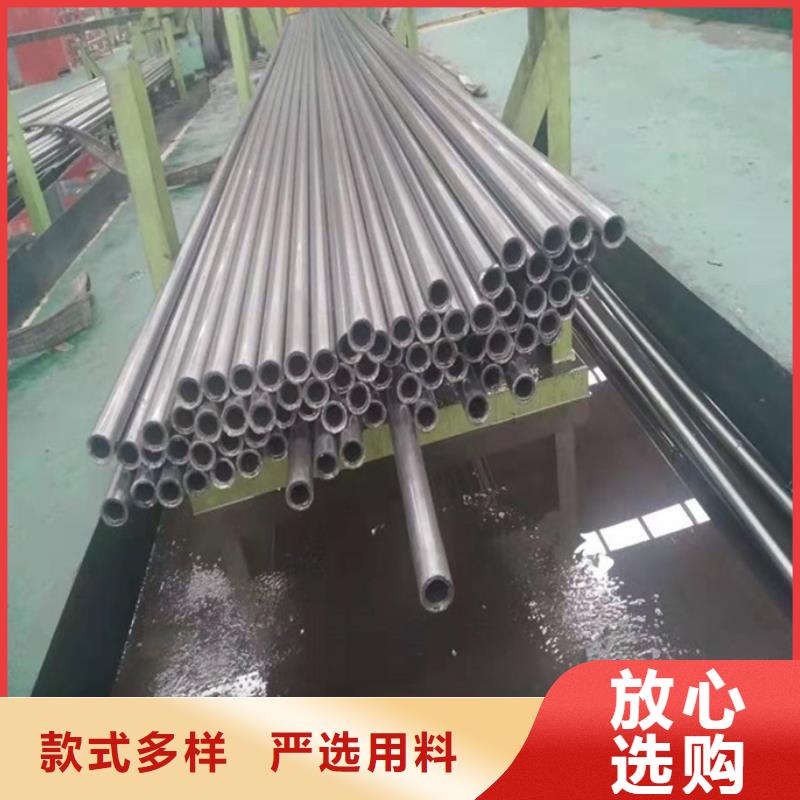


無氧退火精密光亮無縫鋼管
精密光亮鋼管我們專注于精密光亮管、Gcr15軸承鋼管、無縫方管、無縫矩形管、冷拔無縫鋼管、結構管、中低壓鍋爐管、高壓鍋爐管、船舶專用管、高壓合金管。
精密管是一種通過冷拔或冷軋工藝生產的精密度高、光亮度高的無縫鋼管。其內外徑尺寸可至0.2mm以內,在保障抗彎、抗扭強度相同時,重量較輕,所以廣泛用于制造精密機械零件和工程結構。也常用作生產各種常規槍管、炮彈、軸承等。
無氧退火精密光亮無縫鋼管
精密光亮管的標準:
1、精密光亮管的標準:
GB/T3639-2009,另外可能也還有應用GB/T8162-2008結構用精密鋼管的。
2、精密光亮管的標準:
DIN2391, EN10305-1,EN10305-4 ASTM A519。
精密光亮管的生產工藝:
1、毛管
毛管壁厚要均勻,內外表面缺陷少,要配置外表面拋光及內孔缺陷清理設備。
2、復檢
與普通冷拔鋼管相比,精密光亮管生產增加了熱軋毛管酸洗復檢工序,主要是要保證毛管外表面無折疊、裂紋等缺陷,排除掉內表面存在折疊、嚴重劃線、麻面等缺陷的毛管。
3、退火
退火在所有的冷拔管生產中是非常重要的工序,退火質量的好壞既影響鋼管的性能也影響氧化鐵皮的。冷拔精密鋼管需要配置無氧化光亮退火爐設備。
精密光亮管尺寸允許偏差:
精密光亮管尺寸及允許偏差:精密光亮管一般規格為10*1-203*25,國標要求公差范圍:
偏差等級 標準化外徑允許偏差
D1 ±1.5%,小±0.75 mm
D2 ±1.0%。小±0.50 mm
D3 ±0.75%.小±0.30 mm
D4 ±0.50%。小±0.10 mm
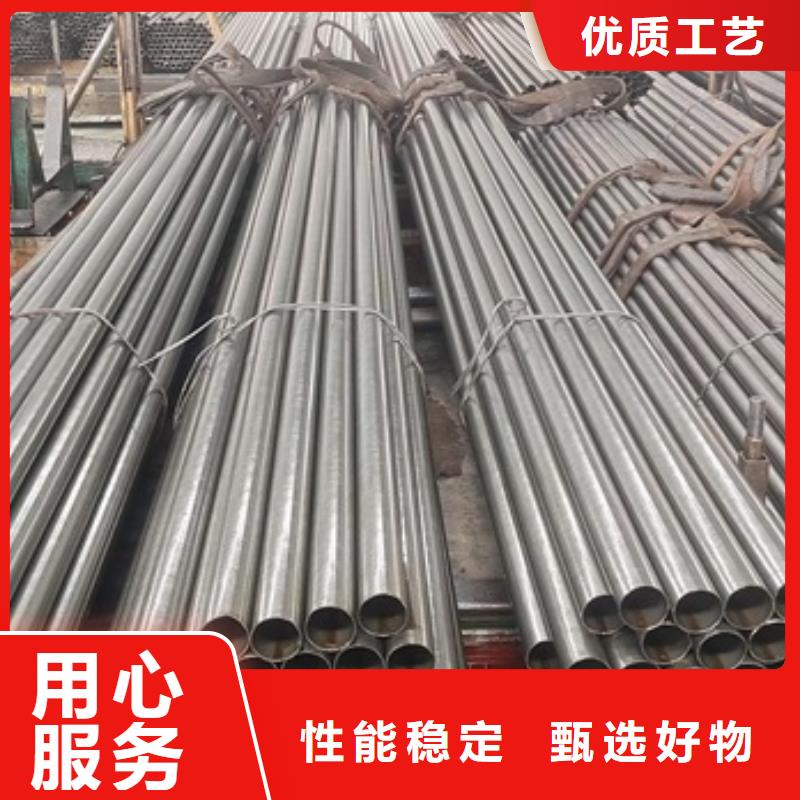
無氧退火精密光亮無縫鋼管
1、DIN 17175-1979耐熱無縫鋼管、交貨技術條件
2、DIN 17176-1990壓縮氫氣用圓形無縫鋼管、交貨技術條件
3、DIN 17179-1986特殊要求的細晶料結構無縫鋼管 交貨技術條件
4、DIN 17204-1990無縫鋼管的淬火和調質處理 交貨技術條件
5、DIN 17456-1999一般要求不銹鋼鋼管 交貨技術條件
6、DIN 2391-1-1994無縫精密鋼管 第1部分:尺寸
7、DIN 2391-2-1994無縫精密鋼管 第2部分:交貨技術條件
8、DIN 2393-1-1994有特殊尺寸精度的精密焊接鋼管 尺寸
9、DIN 2393-2-1994有特殊尺寸精度的精密焊接鋼管 交貨技術條件
10、DIN 2394-1-1994精密焊接鋼管 尺寸
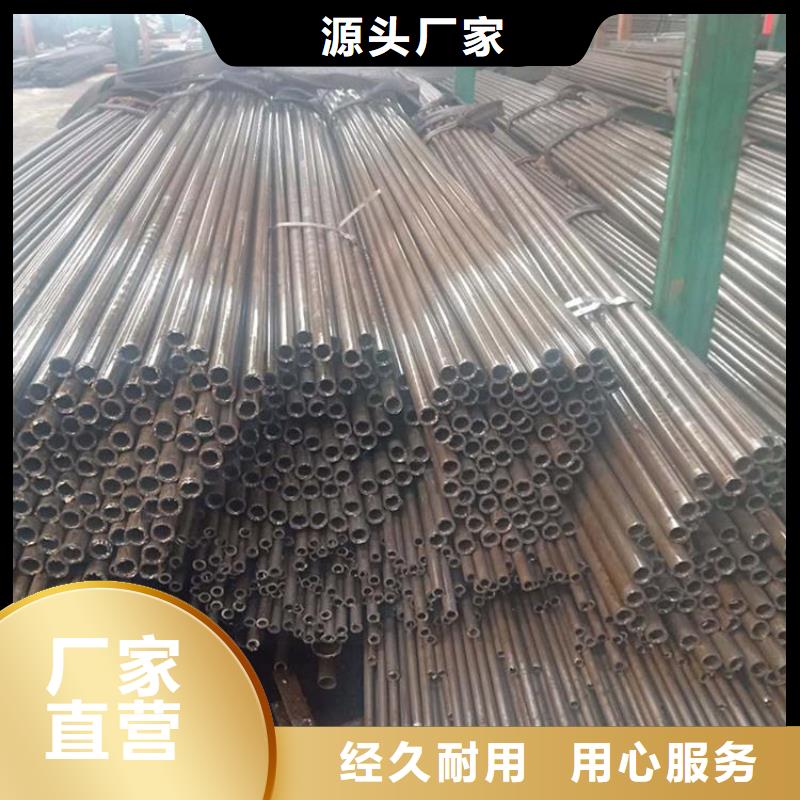
無氧退火精密光亮無縫鋼管
冷軋精密無縫鋼管生產需要注意控制:
1、毛管
毛管壁厚要均勻、內外表面缺陷少;要配置外表面拋光及內孔缺陷清理設備。
2、復檢
與普通冷軋鋼管相比,冷軋精密鋼管生產增加了熱軋毛管酸洗復檢工序,主要是要毛管外表面無折疊、裂紋等缺陷,排除掉內表面存在折疊、劃線、麻面等缺陷的毛管。
3、工具
一般冷軋精密無縫鋼管生產所使用的工具的表面光亮度要求在ra0.4以上,尺寸精度達到h3以上,硬度要求在hrc70以上。同時要軋過程中不能出現頂頭或模具粘鋼現象。
4、退火
退火在所有的冷軋鋼管生產中是非常重要的工序,退火的好壞既影響鋼管的性能也影響氧化鐵皮的。冷軋精密鋼管需要配置無氧化光亮退火爐設備。
5、酸洗
精密無縫鋼管在---酸洗過程中容易形成以fe2o3、fe3o4為主的“黑渣”,在后續生產中形成表面黑斑。fe2o3、fe3o4易溶于,為防止黑斑形成則在酸池中加入5-10g/l的nacl。
6、潤滑
應選用樹脂作潤滑劑,這種潤滑與磷化加潤滑皂化相比有明顯的區別,拔制出來的鋼管呈現鐵基體的,既有高的光亮度又有冷軋管般的漂亮外觀色澤。