


珩磨管的熱處理加工是一個很重要的工序,經(jīng)過熱處理加工后,可以讓其獲得較好的性能。那么如何對珩磨管進(jìn)行熱處理加工?1、其熱處理加工工藝過程:鍛壓退火、粗加工、調(diào)質(zhì)、半精加工、消應(yīng)力、粗磨、高頻淬火、回火、精加工。以下針對幾個比較關(guān)鍵的環(huán)節(jié)做一下著重介紹:
1、調(diào)質(zhì):調(diào)質(zhì)的目的就是使其可以具有良好的綜合機(jī)械性能,因些為了讓其可以獲得較高的韌性、相應(yīng)的強(qiáng)度以及優(yōu)良的力學(xué)性能,我們一般都需要對2Cr13材質(zhì)進(jìn)行調(diào)質(zhì)處理。 2、消應(yīng)力處理:所謂的消應(yīng)力處理,珩磨管出售,其實(shí)就是指除應(yīng)力。在一般情況下,退火鑄、鍛、焊件在冷卻時由于各部位冷卻速度不同而產(chǎn)生內(nèi)應(yīng)力,所以要進(jìn)行處理消應(yīng)力。
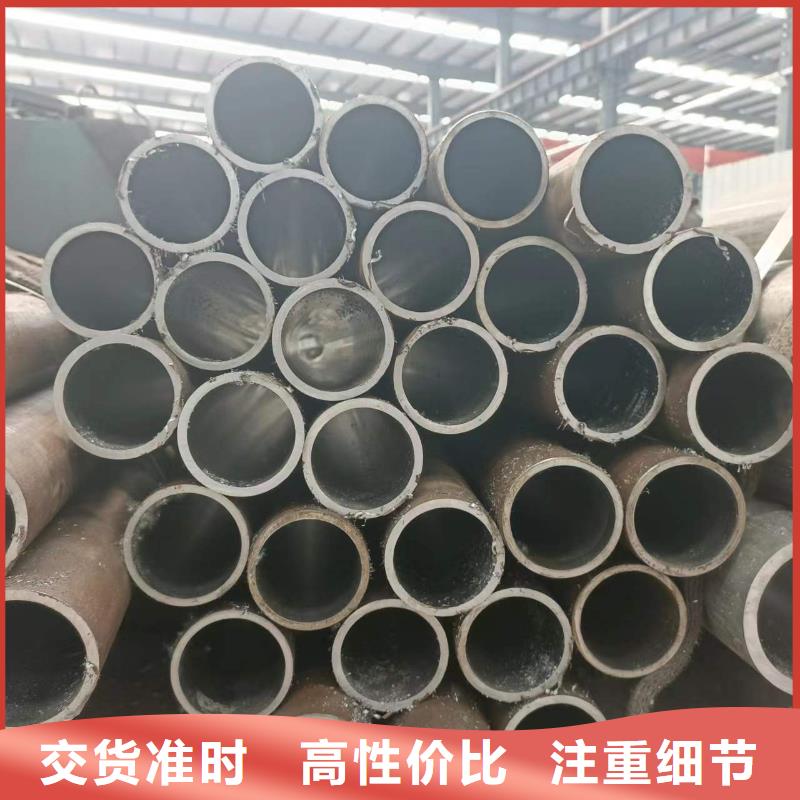
液壓鋼管基本上分為液壓系統(tǒng)上用的流體管和油鋼筒管,也稱為珩磨管,而冷拔或冷軋精密無縫鋼管也包含液壓鋼管。研磨管

國標(biāo)深孔鏜珩磨管的普遍性能指標(biāo)檢測有:工作壓力、擠扁、彎曲、擴(kuò)口試驗(yàn)等。研磨管
1、液(水)壓試驗(yàn):被試鋼管內(nèi)灌進(jìn)去一定壓力的水,保持壓力一定時間,沒有漏水情況。該試驗(yàn)為高品質(zhì)監(jiān)測,多見于品如數(shù)檢查。
2、擠扁試驗(yàn):把國標(biāo)深孔鏜珩磨管試樣置放二平板焊接夾具正中間,在焊接夾具間施力致間距超出規(guī)范數(shù)值,檢查試樣變形區(qū)無間隙、開裂等缺陷。
3、 拉伸實(shí)驗(yàn):把國標(biāo)深孔鏜珩磨管試樣置放彎曲試驗(yàn)機(jī)上,按規(guī)范的彎芯半徑,彎曲到標(biāo)準(zhǔn)要求的角度后,彎曲位置表面無裂紋或開裂等缺陷。
4、擴(kuò)口試驗(yàn):將國標(biāo)深孔鏜珩磨管試樣置放臺表面,張嘴往上面,將按規(guī)范錐度選用的頂心嵌進(jìn)鋼管中,直至試驗(yàn)直徑擴(kuò)口率超出規(guī)范后,試樣表面無裂紋或開裂等缺陷。

液壓油缸管的結(jié)構(gòu)形式多種多樣,分類方法也多種多樣:按循環(huán)運(yùn)動方式可分為直線往復(fù)運(yùn)動和回轉(zhuǎn)擺動運(yùn)動;按液壓分為單動式和雙動式;按結(jié)構(gòu)可分為活塞式、柱塞式、多級伸縮套筒式、齒輪齒條式等;按安裝形式可分為拉桿、耳環(huán)、腳、鉸軸等。 液壓系統(tǒng)的作用是通過改變壓力來增加力。一個完整的液壓系統(tǒng)由五部分組成,即動力部件、執(zhí)行部件、控制部件、輔助部件(附件)和液壓油。液壓系統(tǒng)可分為兩類:液壓傳動系統(tǒng)和液壓控制系統(tǒng)。液壓傳動系統(tǒng)的主要功能是傳遞動力和運(yùn)動。液壓控制系統(tǒng)應(yīng)使液壓系統(tǒng)的輸出滿足特定的性能要求(特別是動態(tài)性能)。一般來說,液壓系統(tǒng)主要是指液壓傳動系統(tǒng)。研磨管

絎磨油缸管和冷拔管表面有一層油,在冷拔過程中,會有油潤滑和擠壓,使原來的大直徑變小,直徑和壁厚的機(jī)械能發(fā)生變化!絎縫筒管大多也是冷拔管,因?yàn)榫裙罘秶绕胀o縫管小,精度接近普通無縫管!冷拔用絎縫機(jī)和無縫管絎縫機(jī)也需要用油,其功能可以提高平整度和金屬本身部分等!絎縫管和冷拔管沒有特殊要求,也有交叉使用!因?yàn)樗钠街倍群凸饣榷寄苓_(dá)到 標(biāo)準(zhǔn)以內(nèi),肉眼幾乎是一樣的!只是不同的加工技術(shù)!絎縫油缸管和冷拔管的共同特點(diǎn)是尺寸精度高、表面光潔度好的精密無縫管,適用于機(jī)械結(jié)構(gòu)和液壓設(shè)備。采用精密無縫鋼管制造機(jī)械結(jié)構(gòu)或液壓設(shè)備,可大大節(jié)省加工時間,提高材料利用率,提高產(chǎn)品質(zhì)量。研磨管
