

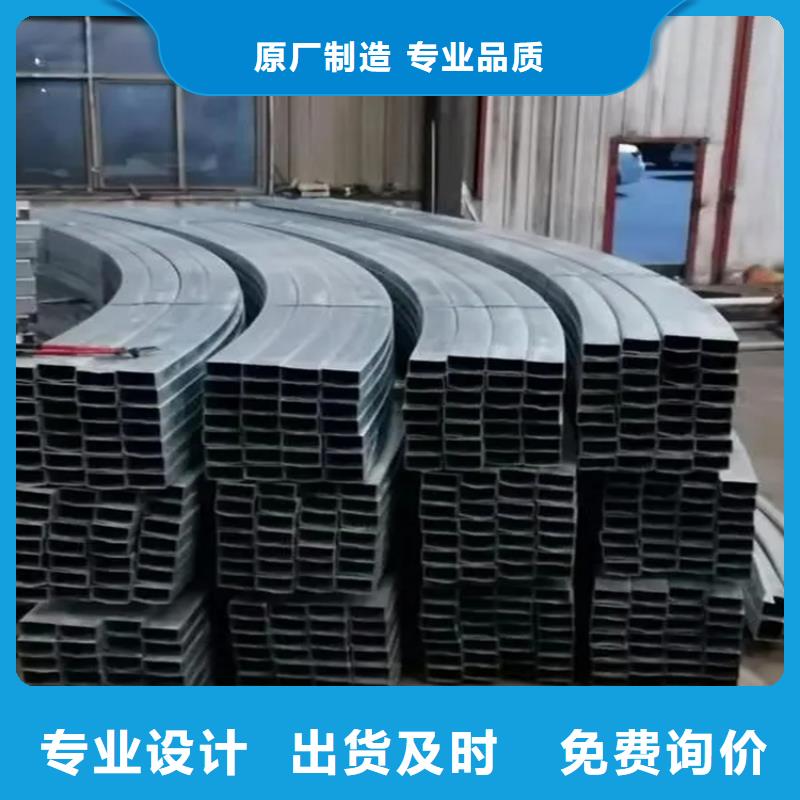


型材拉彎等體積成形設備和鈑金加工設備平行開展,出現規格種類齊全、數量增長敏捷、新式產品和技術不斷得到運用等景象,產品全體技術水平和數控化率繼續前進,并大量完成出口,滿意了我國經濟開展的需求。管材加工設備方面,因為我國管材運用量激增,管材運用市場非常之大、家具職業、體育器材、鍋爐職業、汽車職業、排氣管上等,在規格、種類、數量等方面增長敏捷,技術水平快速前進,根本滿意國內市場需求。這些日常運用品、工商業等等所需求的管材加工彎管機設備根本都可滿意市場需求。機械壓力機、液壓機、彎管機、液壓彎管機、金屬圓鋸機、縮管機、等管材加工設備在加工精度、可靠性、技術指標、節能減排、宜人道等方面都有明顯前進。新產品開發才能及市場競爭力都大大前進。以新工藝為導向,滿意新工藝要求的特別結構、特別功能的鍛壓設備也不斷出現。比如,等數控彎管機、切管機、彎管切管縮管與一體流水線管材加工設備,特別資料鍛壓設備等。
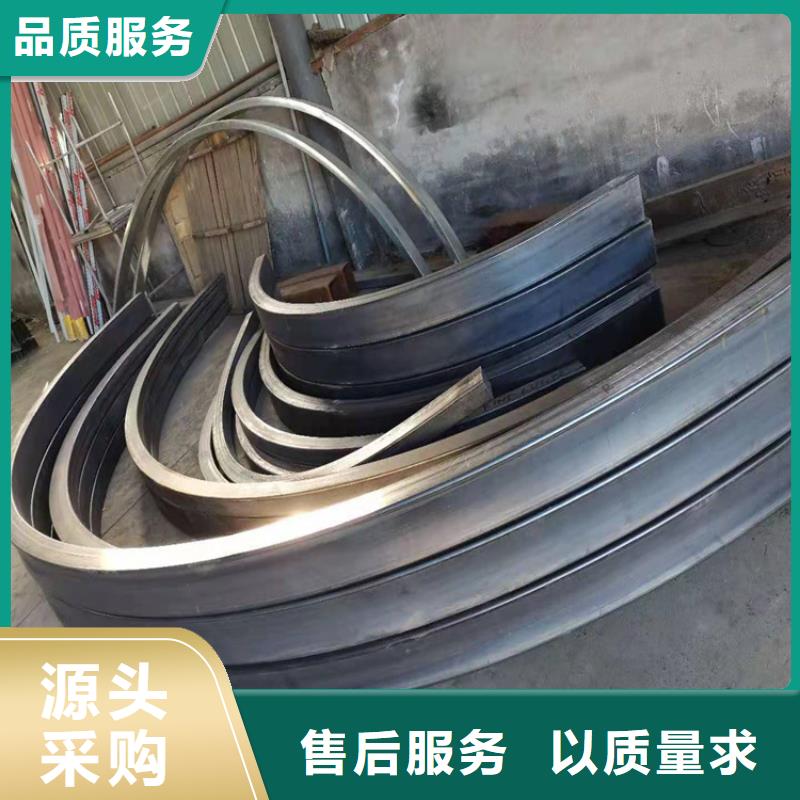
分析一下型材拉彎工藝的重點是什么所有的拉彎廠家以及拉彎型材的顧客都知道,拉彎便是把金屬板材、管材和型材曲折成一定曲率、形狀和尺度的工件的沖壓成形的工藝。到目前為止,拉彎這項技能在各種高壓容器。鍋爐汽包、鍋爐爐管、船體的鋼板及骨肋、各種器皿、儀器儀表構件以及箱柜鑲條等的制造中發揮著重要作用。那拉彎工藝的要害因素是什么呢?型材拉彎廠相關技能專家經過多年的潛心研究與創新,總結出挑選合適的加工參數是拉彎成形工藝的要害要素。確認拉彎工藝參數首先要考慮的便是這兩個方面。一是拉彎斷裂,一是截面尺度變形量過大。別的,在收邊拉彎加工中,加工參數挑選不妥會在腹板上產生失穩起皺的現象,這也是需要考慮的重要因素
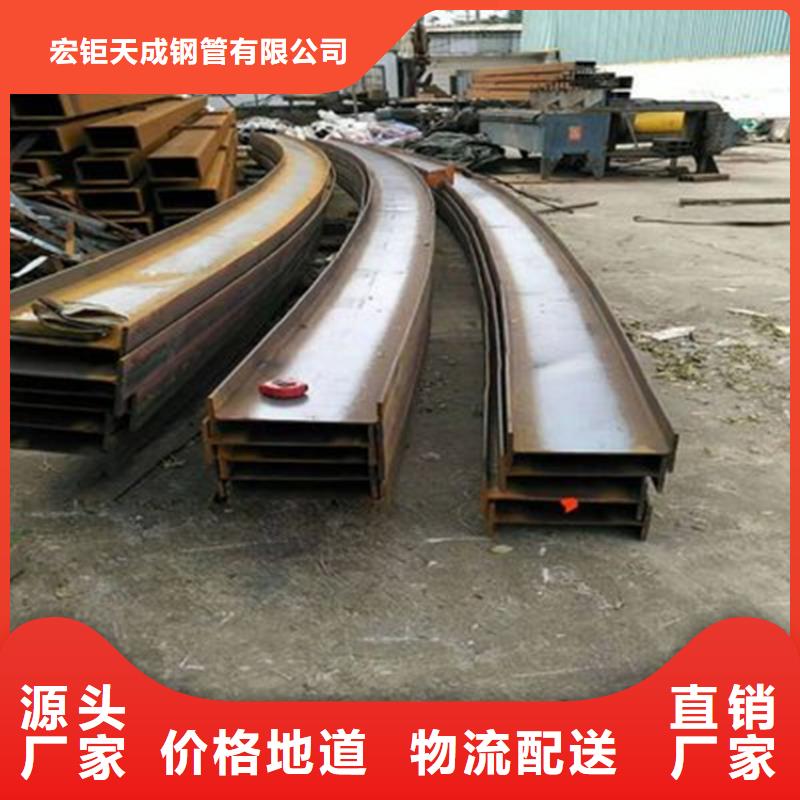
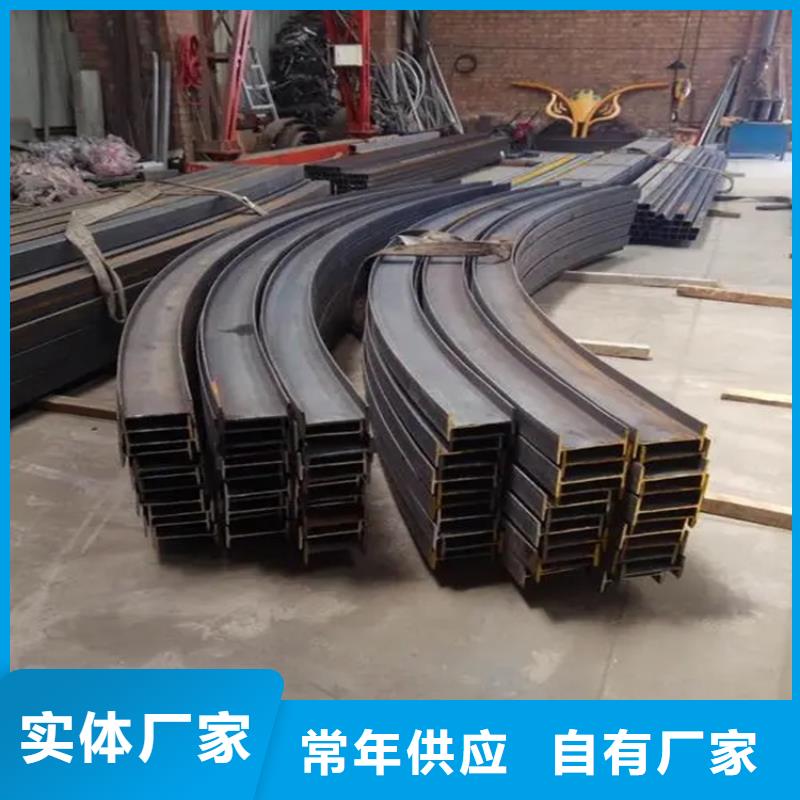
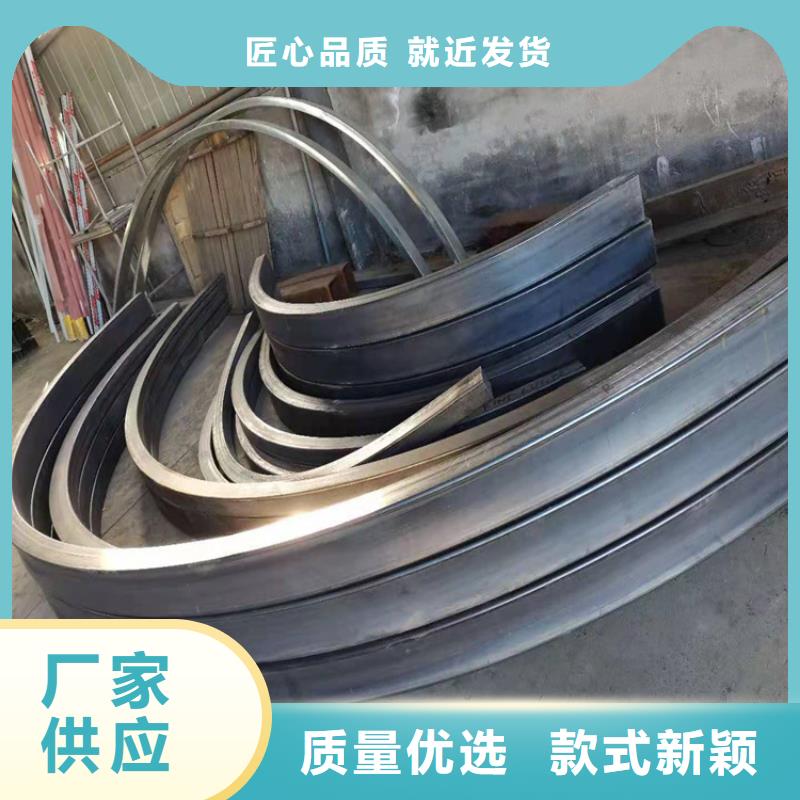
一起來了解一些型材拉彎知識 型材拉彎便是方管通過加工之后變成的一種產品,方管,它的外形便是有點像立體的長方形,可是里邊是空心的,是鋼鐵制造而成的,是要通過好多道的工序之后才加工而成的,后才成為了咱們現在看到的產品。它的制造的資料并不僅僅是只有鋼材,被的一些資料也是能夠制造而成的。型材拉彎的這種方管是空心的,所以,在通過拉彎機進行拉彎的時分,事比較簡單拉,它不像實心的那些鋼材制造出來的產品,用來拉彎是比較的費力的。拉彎,從字面上的意思我們就有可能會想到便是運用機器來把一些鋼材進行彎折的處理。也便是改動它的形狀,變成了別的的一種產品,可是它的實質是沒有發生改動的。這種拉彎的話他的精準的度數是比較的高的,一旦成型之后就不能夠在進行改動的,它要拉彎的度數都是事先就已經是方案好了的。拉彎的時分是要根據尺度來進行拉彎的,拉彎之后是不會反彈的,反彈便是指拉好之后彎度會有所改動。產品在通過拉彎之后它的厚度是會有一些的改動的,在沒有通過拉彎的時分它的厚度是比較的厚的。
型材拉彎中彎管開裂的原因制作辦法:當加熱曲折的鋼管時,當曲折的鋼管逾越必定的變形溫度和必定的變形水平常,在管外部會產生裂紋。在變形速度低,抗拉強度高的相似成形條件下,彎管加工設備在此條件下進行的全部曲折作業均會損壞。現在,有兩種類型的彎管加工設備,一個是預熱設備,另一個是彎管設備,前者設置在彎管設備中,后者設置在跋涉組織和壓緊組織中,跋涉組織包括下部支撐體和上部支撐體。其次,在上側設置彎管加工設備結構,上下彎管加工設備和相鄰的兩個彎管加工設備選用壓緊組織,夾緊構件在凸輪的推進下曲折。這樣,跋涉了產品的穩定性,也避免了回彈曲折的現象。運用了彎管設備,而且機床裝備了低壓油缸。上模的下方設有壓力缸,在上模的下方設有與下模相匹配的面,模具設置不才模的內芯上方,芯尾和底座相連接,旋轉版的結束一方面和彈性缸固定,另一方面和活塞桿相連,刮板設置在旋轉板的旋轉內側。彎管加工設備大大跋涉了出產的功率,降低了勞動強度。彎管加工設備的曲折組織包括旋轉部分和安裝在旋轉部分上的管件,旋轉部分包括旋轉結構,其間旋轉結構設有驅動設備,彎管組件包括凸起和曲折管模,而且驅動組織組織在相應的夾緊部分中。這種技能方案具有結構簡略,操作方面的效果。
