您的位置>首頁 >威海當(dāng)?shù)匦袠I(yè)新聞News >
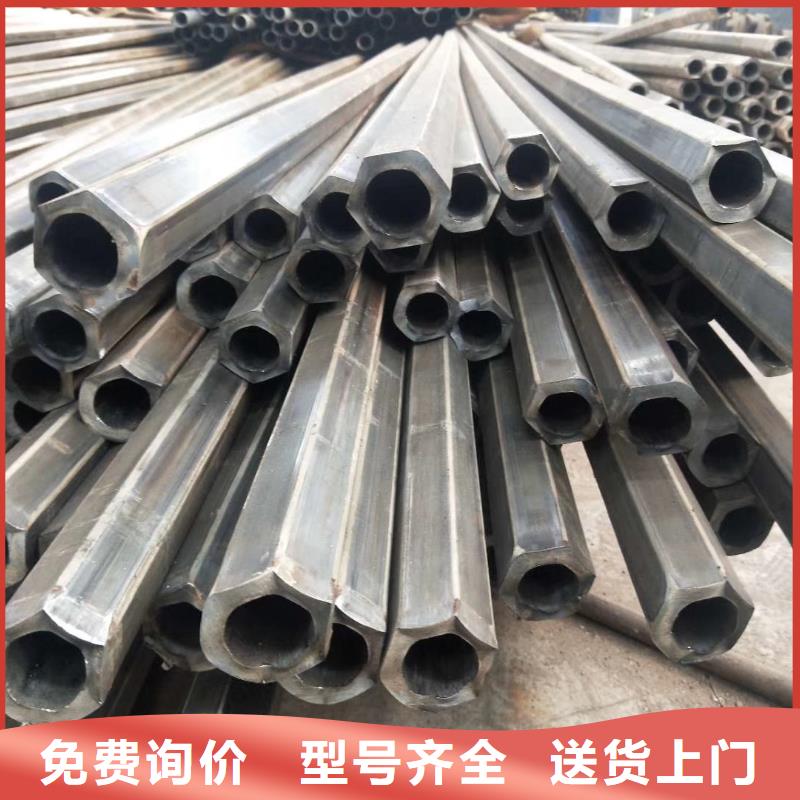
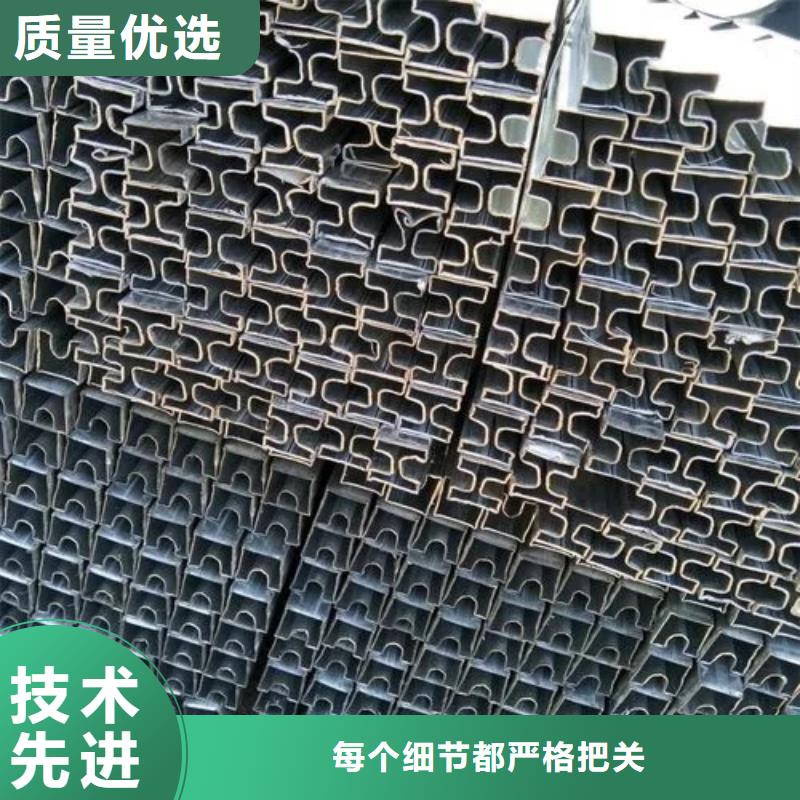
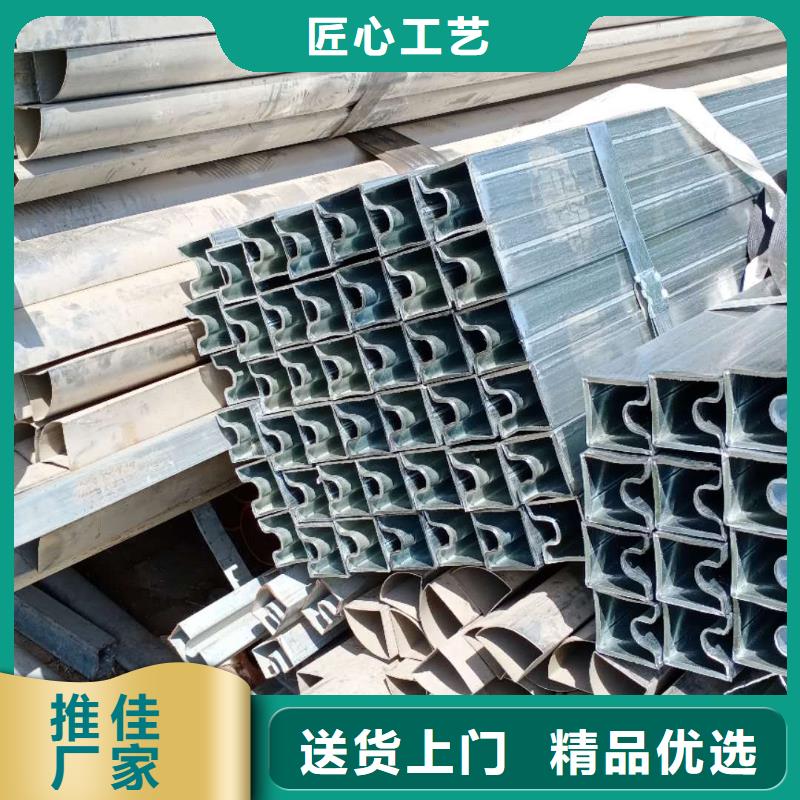
異形管價(jià)格切割訂單
更新時(shí)間: 2025-02-01 03:22:27 瀏覽次數(shù):2
以下是:異形管價(jià)格切割訂單的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 4800元 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 1000 |
|---|
| 運(yùn)費(fèi)說明 | 物流 |
|---|
| 最小起訂 | 1噸 |
|---|
| 質(zhì)量等級 | 一級 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn |
|---|
| 產(chǎn)品品牌 | 樂道 |
|---|
| 產(chǎn)品規(guī)格 | 規(guī)格齊全 |
|---|
| 發(fā)貨城市 | 無錫 |
|---|
| 產(chǎn)品產(chǎn)地 | 無錫 |
|---|
| 加工定制 | 定制 |
|---|
| 產(chǎn)品型號 | 型號齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品重量 | 過磅 |
|---|
| 產(chǎn)品顏色 | 金屬 |
|---|
| 質(zhì)保時(shí)間 | 一年 |
|---|
| 外形尺寸 | 方形 半圓 橢圓 拱形 |
|---|
| 適用領(lǐng)域 | 工業(yè)輸送管道以及機(jī)械結(jié)構(gòu)部件 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 質(zhì)量認(rèn)證 | 認(rèn)證 |
|---|
| 產(chǎn)品功率 | 456 |
|---|
| 工作溫度 | 560 |
|---|
| 生產(chǎn)工藝 | 冷拔 |
|---|
| 交貨狀態(tài) | 冷軋或退火(根據(jù)客戶用途) |
|---|
| 執(zhí)行標(biāo)準(zhǔn) | GB/T3094 |
|---|
以下是:異形管價(jià)格切割訂單的圖文視頻
導(dǎo)讀 異形管價(jià)格切割訂單_樂道精密鋼管廠家有限公司,固定電話:13961857377,移動(dòng)電話:0510-83706199,聯(lián)系人:高經(jīng)理,QQ:252372346,無錫國聯(lián)金屬市場168號發(fā)貨到山東省 威海市 環(huán)翠區(qū)、文登區(qū)、榮成市、乳山市 發(fā)貨到 山東省威海市。 山東省,威海市 2022年,威海市地區(qū)生產(chǎn)總值為3408.18億元,比上年增長1.5%。三次產(chǎn)業(yè)結(jié)構(gòu)為10.4:38.5:51.1。
格切割訂單")
威海異型管焊接時(shí),鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過15mm。
威海異型管焊接電弧長度,焊接普通鋼時(shí),以2-4mm為佳,而焊接不銹鋼時(shí),以1-3mm為佳,過長則保護(hù)效果不好。
威海異型管為使氬氣很好地保護(hù)焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應(yīng)保持80-85°角填充焊絲與異型管表面夾角應(yīng)盡可能地小,一般為10°左右。
威海異型管焊接容易受到風(fēng)的影響,有時(shí)微風(fēng)而產(chǎn)生氣孔,所以風(fēng)速在0.5m/sec以上的地方,都應(yīng)當(dāng)采取防風(fēng)措施。
保護(hù)氣體一般為二氧化碳?xì)怏w,氣體流量以20-25L/min較適宜。
威海異型管采用垂直外特性的電源,直流時(shí)采用正極性,焊絲接負(fù)極。
威海異型管為防止異型管焊接氣孔之出現(xiàn),焊接部位如有鐵銹、油污等務(wù)必清理干凈。
威海異型管焊嘴與異型管間的距離以15-25mm為宜。
格切割訂單")
格切割訂單")
格切割訂單")
威海異形管價(jià)格切割訂單
總結(jié) 在山東省威海市采購異形管價(jià)格切割訂單請認(rèn)準(zhǔn)樂道精密鋼管廠家有限公司,品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購買到更加實(shí)惠、更加可靠的產(chǎn)品。(聯(lián)系人:高經(jīng)理-13961857377,QQ:252372346,地址:國聯(lián)金屬市場168號)。